汽车转向节主销热处理工艺探索
2021-07-08杨庆李晶毛鹏鹏王永军赵艳丽解娜
杨庆 李晶 毛鹏鹏 王永军 赵艳丽 解娜
摘 要:本文对转向节主销的工作原理及技术要求进行综述,通过有限元分析及试验分析等方法对转向节销受力进行分析,改进热处理工艺,达到提升产品质量的目的。
关键词:转向节销 热处理 有限元
Exploration on the Heat Treatment Process of the King Pin of Automobile Steering Knuckle
Yang Qing,Li Jing,Mao Pengpeng,Wang Yongjun,Zhao Yanli,Xie Na
Abstract:This article summarizes the working principle and technical requirements of the steering knuckle pin, analyzes the force of the steering knuckle pin through finite element analysis and experimental analysis, and improves the heat treatment process to achieve the purpose of improving product quality.
Key words:steering knuckle pin, heat treatment, finite element
1 引言
转向节主销是汽车转向系统的关键零件,转向节上销孔的两耳通过主销与前轴两端的拳头部分相连,使前轮可以绕主销偏转一定角度而使汽车转向。为了减小磨损,转向节销孔内压人衬套。转向节销除了承受一定的载荷外还要求有灵活的转向性能。由于大型重载汽车的工作条件复杂恶劣,长期运行在工地、矿上等工况环境,频繁的启动、转弯、颠簸、急刹车等,使转向节主销长期承受冲击载荷作用。而重载汽车运行中转向节主销损坏将会使汽车失去平衡和方向控制,其后果严重甚至会造成翻车或车毁人亡事故的发生。所以转向节主销是大型重载汽车的安保件。
转向节销通常采用40Cr或20CrMoTi等合金钢,也有使用45号钢,40Cr 钢属于亚共析钢,缓冷至室温后的显微组织为铁素体加珠光体,含有较少的合金元素,属于低淬透性合金调质钢,经适当热处理后具有较高的强度、良好的塑性和韧性,即具有良好的综合力学性能,常用于制造汽车的连杆、螺栓、传动轴及机床主轴等机械零件。转向节销热处理工艺为调质处后渗碳淬火处理再低温回火或者调质处理后中频淬火+低温回火。由于钢经淬火后得到的马氏体组织硬而脆,并且在工件内部存在很大的内应力,如果直接进行磨削加工则往往会出现龟裂,节销在使用过程中将会引起尺寸变化从而失去精度,甚至开裂。因此,对转向节销失效分析,大多是从研究淬火开裂原因寻求相应的解决办法。用常规方法淬冷(机油、柴油冷却)后,仍不能满足设计要求,改用其他淬火液淬火并调整相应的热处理工艺参数,在满足设计要求的前提下,可有效解决常规油淬时出现硬度不足的问題。
转向节销连接主轴和转向节,基本无疲劳,受力主要为急刹时,转向节对节销的剪切力。表面中频提高表面耐磨性及抗剪切力,心部调质目的是提高抗弯性能,节销在主轴及转向节作用下产生弯曲的可能性很小,因此本文提出是否可以用正火工艺替代调质工艺,可避免调质处理产生的淬火裂纹,降低节销的开裂倾向。
本文根据40Cr钢转向节销实际热处理工艺,分三种工况对其进行分析其受力,并进行模拟疲劳试验,具体分析如下。
2 转向节销受力分析
2.1 几何信息
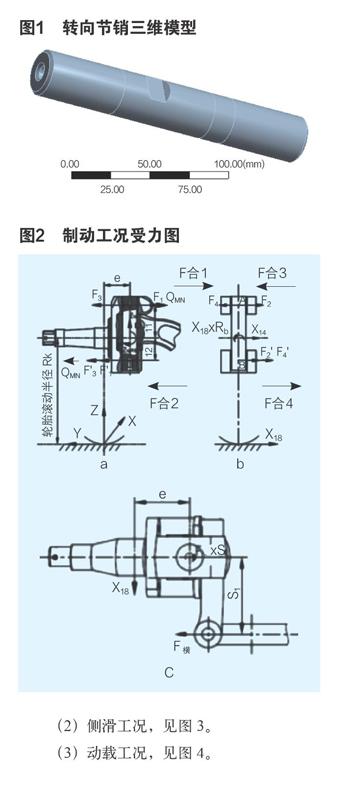
根据有限元分析设置边界条件的需要,对所有转向节销外表面进行划分,分别为与转向节连接的两个面,与前轴连接和与推力轴承连接的面,方便添加载荷。如图1所示。
2.2 节销在前桥中的受力分析
2.2.1 在三种不同工况中受力分析
(1)制动工况,见图2。
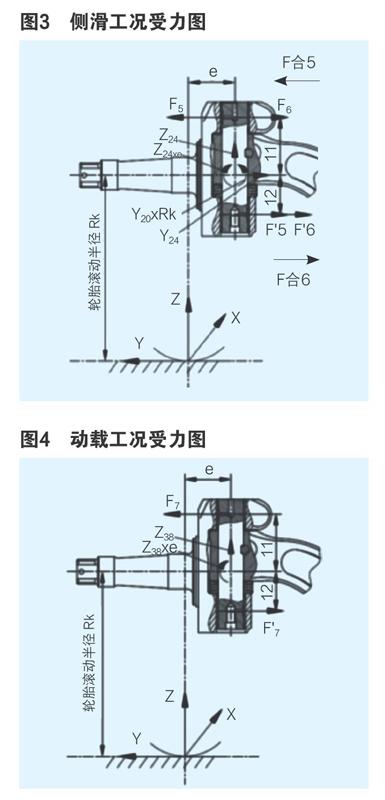
(2)侧滑工况,见图3。
(3)动载工况,见图4。
以上三种工况受力分析结果如表1所示。
2.2.2 有限元分析模型的建立
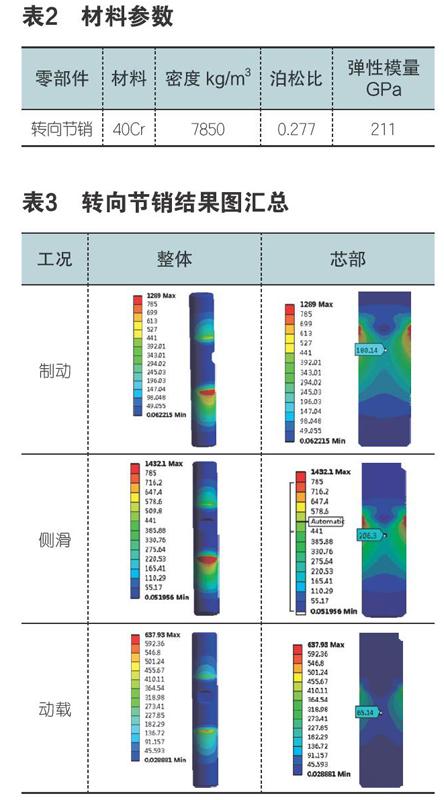
材料属性
转向节销材料为40Cr,根据标准设置其材料参数,此分析只进行结构应力变化对比,因此材料只设置线性特征,见表2:
如表4所示,在三种不同工况下,主销的芯部的安全系数大于2,距离表面深度约7mm应力达到441MPa,距离表面深度约3mm应力达到785MPa。由此可看出,节销表面受力高于心部,正火后硬度可以满足应力要求,且受力集中于距表面0~3mm范围内,转向节销中频工艺即可满足表面受力要求。
3 转向节销热处理分析
3.1 机械性能试验
分别测试正火状态及调质状态转向节销的抗拉强度及屈服强度,对比如表5。
从实验结果来看,调质后抗拉强度提高16%,屈服强度提高41%。正火后的抗拉强度及屈服强度可以满足在不同工况的应力要求。
3.2 疲劳试验
在前桥疲劳试验机,设计工装,根据《车辆产品前轴总成技术条件Q/FT A035-2004》、《前轴疲劳寿命试验方法按QC/T513-1999》、《前轴垂直弯曲疲劳寿命按QC/T483-1999》、《前轴刚度试验方法按QC/T494-1999》等标准的要求,按前桥载荷进行加载,模拟节销单向受力进行试验,试验结果如下:
3.2.1 试验结果分析
单向加载经过77万次疲劳试验后,调质与正火节销均在衬套及工装连接处产生压痕,压痕情况无差异,均未产生磨损与变形。
4 结语
基于上述不同方案有限元分析及试验分析对比,转向节销采用正火工艺替代调质工艺,不仅避免淬火应力引起的脆裂,而且能使主销获得“表硬心韧”的性能,既耐磨,又能抗冲击和疲劳,达到提高其使用寿命的目的。
参考文献:
[1]潘志怀大型重载汽车转向节主销失效分析J].机电技术,2013,1672-4801(2013)05-120-03.
[2]高为国40Cr 钢汽车半轴淬火缺陷分析及热处理工艺改进J].湖南工程学院学报2008 第18卷第4期.
[3]李海明40Cr钢汽车半轴断裂原因分析 理化检验,2016,第52卷.
