一种胶管绕带设备的绕带动作设计
2021-07-08徐卫国
徐卫国

摘 要:分析企业胶管产品的手工绕带过程,分解绕带工艺动作,对其中关键工艺动作进行机械传动设计和电气控制设计。设备研制成本低,操作简单方便,提高了企业胶管生产质量和效率。
关键词:绕带 动作标准 机构设计 控制设计 研发胶管自动绕带设备
The Design of the Winding Action of a Rubber Hose Winding Equipment
Xu Weiguo
Abstract:The article analyzes the manual winding process of the company's hose products, decomposes the winding process actions, and designs the mechanical transmission and electrical control of the key process actions. The equipment development cost is low, and the operation is simple and convenient, which improves the quality and efficiency of the enterprise's hose production.
Key words:belt winding, action standard, mechanism design, control design, research and development of automatic hose winding equipment
1 引言
某企业胶管产品尺寸及工艺参数要求见表1。胶管生产操作过程是:首先把长条形胶料包覆到芯棒上,通过整形设备将胶管滚压成圆形(此阶段称为定型),其次用手工绕制方式将绕带绕制在已定型半成品胶管上,绕带的目的是减少或避免胶管在后续硫化过程中产生气泡或膨胀变形等缺陷,最后对胶管送硫化设备硫化,其中绕带是胶管生产中最为关键的工艺。传统的绕带采用人工操作,工人根据自己的操作习惯和熟练程度进行绕带操作,随意性强,无法保证绕带的质量。现根据某企业要求,设计绕带设备,能把绷带均匀缠绕到胶管上,达到提高绕制质量和效率的目的。
通过对现场手工绕带工艺的反复观察和研究,将绕带工艺进行分解为:进带、粘带、绕带、切帶四个动作,其中绕带动作是在绕带工艺动作中的关键的动作,绕带动作的设计也是绕带设备研制的重要部分。下面阐述绕带设备中绕带动作的设计。
2 绕带动作机械运动部分设计
2.1 绕带运动要求
绕带运动可由胶带匀速直线移动速度和绕带芯棒的匀速圆周转动速度的合成,绕制结果由绕带叠合率定义:
C=B/T
其中:C为叠合率(胶带绕制重叠参数);B为胶带宽度(mm);T为胶带带距(胶带螺旋线相邻对应点件轴向距离,mm)。叠合率C大小由绕带工艺要求确定,为保证胶管质量,经试验论证C=1.7±0.1为适宜。
2.2 机械传动设计
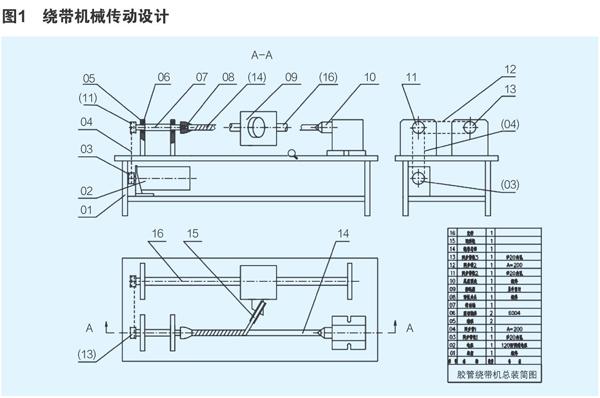
绕带动作的完成是由胶带的匀速直线移动和绕带芯棒的匀速圆周转动合成完成的(如图1所示,主要零部件说明:01机架,02为电机,03、11、13为同步带轮,04、12为同步带,05为墙板,06为滚动轴承轴承,07为传动轴,08为弹性夹头,09为排线器,10为尾座顶尖,14为胶带芯棒,15进料轮,16为光杆)。
胶带的直线移动运动链:原料胶带夹持在进料轮15上,通过张紧装置,胶带被均匀拉伸移出进料轮15包覆芯棒14表面。胶带移动动力由电机02提供,电机输出轴经过同步带轮03和11,将动力输出到光杆16,带动光杆16旋转,排线器09通过三个滚动轴承(排线器设计原理后述)将输入光杆16的旋转运动换为排线器09的直线移动,进料轮15安装在排线器09上,从而使胶带获得均匀的直线移动速度。
绕带芯棒14的匀速圆周转动运动链:电机02动力经过同步带轮03和11,一方面输出到光杆16,使胶带获得直线移动;另一方面通过同步带轮11和13,将动力输出到传动轴07,传动轴07带动前端弹性夹头08转动,因绕带芯棒14左端由弹性夹头08夹持,右端由尾座顶尖10定位,弹性夹头08转动使绕带芯棒14获得圆周运动。
胶带匀速直线移动速度和绕带芯棒的圆周转动速度的比值,形成叠合率C,可由同步带轮1、11和13的齿数决定,也可利用排线器调整。
2.3 排线器结构设计
排线器09的匀速直线移动是胶带绕带均匀绕制的保障。排线器的工作主要是靠轴承的摩擦和换向臂的换向。排线器的结构,由光杆和三个成一定角度方向的滚动轴承等零部件件组成。三个滚动轴承安装装在三个方形架上,方形架用短轴安装在排线座上,三个滚动轴承,一个和光杆上面接触,两个和光杆下面接触,滚动轴承和光杆呈角度倾斜接触。光杆转动,三个轴承内环被摩擦力带动而作轴向移动。排线器在移动中到达所需位置后,碰到挡块,通过拨板,方形架的倾斜方向同时发生改变,轴承环倾斜角由正值变负值,排线器作反向移动。调整偏心距离,可改变三个滚动轴承的倾斜程度,从而改变排线器移动速度,达到改变胶带移动速度的目的。
3 绕带动作运动控制部分设计
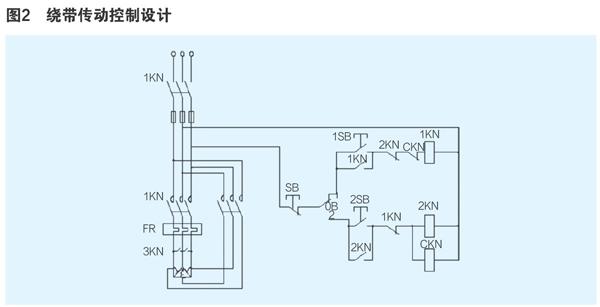
绕带动作的绕制速度由双速电机或无极调速器控制变频电机转速确定,绕带动作的直线移动限位可有下列三种控制方式之一实现:排线器的挡块控制方式、继电器控制方式和PLC控制方式。经过多次调试验证,决定采用继电器控制方式。根据企业实际要求,排线器挡块控制和PLC控制,作为设备后期改进控制方式备选,见图2。
继电器控制方式简述如下:(1)选用双速电机或变频电机的变速控制线路;(2)双速电机,通过转换开关QB手动控制来选取所需的转速;(3)开始绕带时,QB在“1”位置,按1SB,则1KM得电且自锁,电机定子绕组成“△”型运行,正向绕带;(4)绕带机运行到适当的位置,按下停止按钮(或行程开关自动启动)SB停止绕带;(5)反向退回时,QB扳“2”位置,再按下2SB,则2KM得电且自锁,电机定子绕组连成“Y”型快速退回。(6)绕带机运行到适当的位置,按下停止按钮(或行程开关自动启动)SB停止退回,复位准备下一轮的绕带工作;(7)接触器1KM与2KM(或3KM)互锁,使二者不会同时得电,以避免电源短路等事故。
4 结语
目前国内尚无面向橡胶管件的绕带设备,本设计通过对绕带工艺的观察研究,将绕带工艺进行分解为进带、粘带、绕带、切带等,并就其关键动作绕带进行了机械传动和电气控制设计。该设备造价低,实际使用好,操作简单,使用方便,大大提高了企业胶管生产的质量和效率,为绕带工艺自动化研发提供了参考。
基金项目:江阴职业技术学院科研项目课题“面向橡胶管件的绕带工艺及设备的研究”(18E-JD-22)。
参考文献:
[1]王静,刘光宇.绕带过程的建模与控制[J].工业控制,2015,(10):92-94.
[2]徐琳格,李书环,王太达,陈颖,张凤.一种简易绕线机设计[J].科技创新与应用,2020,(18):33-35.
[3]濮良贵,纪名刚.机械设计(第8版)[M].高等教育出版社,2013.
