气压浸渗法制备ZrC-W-Cu复合材料的显微组织与力学性能
2021-07-08邢宇轩郭英奎赵壮志王玉金
邢宇轩,郭英奎,陈 磊,赵壮志,王玉金
(1 哈尔滨理工大学 材料科学与工程学院,哈尔滨 150080;2 哈尔滨工业大学 特种陶瓷研究所,哈尔滨 150001)
钨铜复合材料是一种非常典型的复合材料,其兼具金属钨高熔点、低热膨胀系数、高耐腐蚀和高强度的优异性能以及金属铜的高热导率、高电导率和机械加工性能良好的优点,被广泛应用于电工电子、航空航天、核能等领域,同时钨具有高的溅射电阻、低的氘氚保留率,在聚变堆第一壁材料的应用方面也备受关注[1]。为了提高钨铜复合材料的性能,研究人员开发出原料粉体细化(利用高能球磨[2]或化学合成[3])、W粉表面处理(表面镀铜镀镍[4-7])等改性方法,也开发出放电等离子烧结[8-9]和微波烧结[10-11]等新型制备工艺,但仍然不能解决钨铜复合材料的高温强度低的问题。例如,钨铜复合材料在800 ℃的抗拉强度仅为其室温抗拉强度的30%~40%,在1800 ℃时强度为室温的6%~11%[12],严重影响了钨铜复合材料在高温领域的应用。研究发现,钨铜复合材料的高温强度取决于钨骨架的高温强度。为了提高钨的高温强度,人们通过在W中添加难熔金属、氧化物和过渡金属碳化物的方法,对W起到固溶强化、颗粒弥散强化和第二相强化作用[13-14]。其中ZrC提高W的高温力学性能效果明显[15]。例如,30%ZrC-W(体积分数,下同)复合材料在800 ℃的抗压强度高达1177 MPa,远远高于纯W的强度,且随温度升高强度下降缓慢[16]。本工作提出通过ZrC改性钨骨架,以提高钨铜复合材料高温性能的思路,采用无压烧结工艺制备ZrC-W骨架,再对骨架进行压力渗铜,制备出ZrC-W-Cu复合材料。研究ZrC含量对ZrC-W骨架开气孔率、压缩强度及ZrC-W-Cu复合材料的显微组织和力学性能的影响规律,以期提高钨铜复合材料的高温力学性能。
1 实验材料与方法
1.1 实验原料
实验所用W粉(纯度>99.5%),购自厦门金鹭特种合金有限公司;ZrC粉(纯度≥98.0%),购自长沙伟晖高科技新材料股份有限公司。W粉和ZrC粉的平均粒径分别为5.5 μm和1.5 μm,W粉的外形为规则的多面体,ZrC粉形状不规则,原料形貌如图1所示。用于渗铜的纯铜选用T3铜(Cu+Ag的质量分数≥99.70%)。

图1 原料粉体的SEM照片 (a)W粉;(b)ZrC粉Fig.1 SEM images of raw materials (a)W powder;(b)ZrC powder
1.2 实验步骤
将W粉和ZrC粉按表1的成分配比,并添加一定量的黏结剂,采用滚筒式球磨机干法混合,以钢球为球磨介质,球磨料2∶1,混合24 h,过筛后经200 MPa/1 min冷等静压成型后在氩气保护下经400 ℃/2 h排胶,之后在AVS热压烧结炉中采用2200 ℃/2 h工艺真空无压烧结(真空度1.2×10-3Pa),得到ZrC-W复合材料多孔骨架。采用1200 ℃/5 MPa/0.5 h压力浸渗工艺将熔融Cu渗入ZrC-W多孔骨架中,得到ZrC-W-Cu复合材料。

表1 ZrC-W骨架原料配比及烧结工艺Table 1 Raw materials compositions and sintering processing of ZrC-W skeletons
用Auto Pore 9500型压汞测量仪测量ZrC-W骨架的开气孔率和孔径;采用阿基米德排水法测试ZrC-W-Cu复合材料的密度;使用D/max-γB型X射线衍射仪进行物相分析,采用CuKα辐射,加速电压为 40 kV,加速电流为100 mA,衍射角 2θ的范围为10°~90°,扫描速率为 4 (°)/min,步长为0.02 °。在Quanta
200FEG型和HELIOS NanoLab 600i 型扫描电子显微镜(SEM)上观察材料的显微组织;在Instron5569 型万能电子试验机上进行ZrC-W复合材料骨架的压缩性能测定,试样尺寸φ3 mm×4.5 mm,压头移动速率为2 mm/min;在HBV-30A 型布维氏硬度计上测试复合材料的维氏硬度,载荷为1 kg,保压时间 15 s;使用RFDA-HTVP1750C型高温弹性模量测试仪测量材料的弹性模量;在Instron-1186 型万能电子试验机上测量复合材料的抗弯强度和断裂韧度,强度试样尺寸为3 mm×4 mm×36 mm,跨距为 30 mm,压头移动速率为 0.5 mm/min。平面应变断裂韧度采用单边切口梁法测量,跨距为 16 mm,切口深度为 2 mm,压头的移动速率为0.05 mm/min。
2 结果与分析
2.1 ZrC-W骨架的显微组织与压缩强度
图2为ZrC-W复合材料骨架的XRD谱图。可见,ZrC-W骨架由W和ZrC两相组成,没有生成其他新相,也没有氧化现象。与ZrC的标准PDF卡片对比发现,ZrC的(111)晶面的衍射峰应在2θ=38.506°处,而复合材料中ZrC的(111)晶面的衍射峰在2θ=40.144°左右,衍射峰向高角度偏移,晶格常数变小。这是由于,在高温下W原子向ZrC晶格中扩散,形成(Zr,W)C固溶体[16],且(Zr,W)C固溶体晶体结构与ZrC相同;同时,W原子半径(约130 pm)小于Zr的原子半径(约145 pm),因此W原子固溶会使ZrC的晶面间距变小。W原子向ZrC晶格的扩散,促进材料的烧结及两相的界面结合,对提高材料的力学性能有利[16]。

图2 不同ZrC含量的ZrC-W骨架XRD谱图Fig.2 XRD patterns of ZrC-W skeletons with different ZrC contents
图3为ZrC含量不同的ZrC-W骨架的背散射SEM照片。由图3(a)可见,在纯W基体上分布着黑色的气孔,尺寸约为1 μm。ZrC-W骨架主要由3种物相组成,亮灰色相为W,暗灰色相为(Zr,W)C固溶体,黑色相为气孔[17]。随着ZrC含量的增加,气孔的数量也相应增加,且多分布于ZrC团聚处。当ZrC含量较少时(<10%),ZrC颗粒均匀地分布于W基体中。当ZrC含量大于10%时,ZrC在W晶界处的团聚明显增多,但ZrC自身烧结困难,因此在ZrC团聚处存在大量闭气孔(图3(e)),不利于材料的烧结致密化,也影响到ZrC-W骨架开气孔的含量。张顺等[17]在研究ZrC对W合金性能与组织结构的影响时发现,ZrC化学性质较稳定,ZrC高温下不易发生塑性变形和物质迁移,所以比W更难烧,因此当ZrC含量过高时,ZrC粒子容易发生团聚长大,在ZrC团聚区域中更容易出现孔洞等缺陷。

图3 不同ZrC含量的ZrC-W骨架的SEM照片 (a)W;(b)5ZrC-W;(c)10ZrC-W;(d)15ZrC-W;(e)20ZrC-WFig.3 SEM images of ZrC-W skeletons with different ZrC contents (a)W;(b)5ZrC-W;(c)10ZrC-W;(d)15ZrC-W;(e)20ZrC-W
图4为不同ZrC含量的ZrC-W骨架开气孔率的变化情况。可见,ZrC-W骨架的开气孔率随ZrC含量的增加而增加,在ZrC含量为10%时,开气孔率由纯钨骨架的 21.38%增大到 29.77%,此后,开气孔率略有降低,ZrC含量为20%时降为 26.33%。如前所述,尽管ZrC加入W中后,由于W向ZrC晶格的扩散促进复合材料的致密化,但随着ZrC含量的增加,ZrC发生团聚的可能性增加。而ZrC化学性质稳定,较W在高温下更难发生塑性变形和物质迁移,易出现孔洞等缺陷,这将导致材料的致密度降低[18]。结合图3的ZrC-W骨架的背散射SEM照片发现,由于ZrC熔点高,烧结活性低,弥散在W晶粒间会阻碍W晶界的移动,阻碍W基体的烧结,使ZrC-W骨架的开气孔率上升。但随着ZrC含量的增加,ZrC发生团聚,容易形成小的闭气孔,导致闭气孔的比例增加,使得ZrC-W骨架的开气孔率在ZrC含量高于10%后开始下降,这将影响后序渗入Cu的含量。

图4 ZrC含量对ZrC-W骨架开气孔率的影响Fig.4 Effect of ZrC content on open porosity of ZrC-W skeletons
图5为ZrC-W复合材料骨架的抗压强度随ZrC含量的变化曲线。W骨架的压缩强度为1341 MPa,随着ZrC含量的增加,多孔骨架的压缩强度迅速下降,当ZrC含量增加至20%时,多孔骨架的压缩强度仅为646 MPa。在第二相粒子强化合金中,即使是极低程度的第二相粒子聚集,在承受载荷条件下也容易迅速断裂而降低合金性能[17]。随着ZrC含量的增加,尽管W向ZrC的扩散促进了界面结合强度,但同时ZrC的团聚增加,引起ZrC之间的闭气孔、微观缺陷增加,同时材料的塑性下降,所以其压缩强度会低于W骨架的压缩强度,且随着ZrC含量的增加而下降[18]。

图5 ZrC含量对ZrC-W骨架压缩强度的影响Fig.5 Effect of ZrC content on compressive strength of ZrC-W skeletons
图6为不同ZrC含量的ZrC-W骨架断口的SEM照片。可见,图6(b)的ZrC-W骨架以沿晶型脆性断裂为主,基体的晶粒明显比图6(a)中W骨架的晶粒细小,说明ZrC的加入明显阻碍W晶粒的长大。在图6(b)中有部分的W晶粒是穿晶断裂,所以其压缩强度比较高。图6(a) 中W骨架孔隙的形状规则,多为颗粒堆叠产生,但孔之间互相连通,分布较为均匀,利于一步渗铜。加入ZrC后ZrC-W骨架中孔隙形状发生变化,孔径变小,颗粒间狭长状孔增多,孔隙的形状不规则,但分布均匀且互相连通。

图6 不同ZrC含量的ZrC-W骨架断口的SEM照片(a)W;(b)5ZrC-W;(c)10ZrC-W;(d)15ZrC-W;(e)20ZrC-WFig.6 SEM images of ZrC-W skeletons fracture with different ZrC contents(a)W;(b)5ZrC-W;(c)10ZrC-W;(d)15ZrC-W;(e)20ZrC-W
2.2 ZrC-W-Cu复合材料的显微组织
根据ZrC-W骨架的开气孔率预测复合材料中Cu的含量分别约为20%,28%,30%,28%,26%。表2为ZrC-W-Cu复合材料的骨架编号和密度。可以看出,ZrC-W-Cu复合材料的致密度均在98%以上,添加ZrC可以显著降低钨铜复合材料的密度。
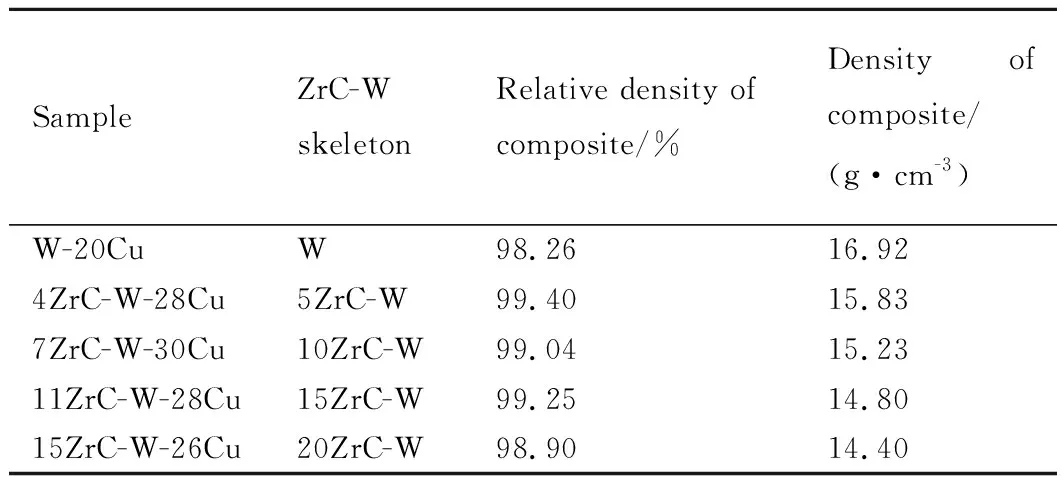
表2 ZrC-W-Cu复合材料的骨架编号及密度Table 2 Skeleton number and density of ZrC-W-Cu composites
图7为不同ZrC含量的ZrC-W-Cu复合材料的XRD谱图。可以看出,复合材料主要由W,ZrC,Cu相组成,没有新的物质产生。图8是不同ZrC含量的ZrC-W-Cu复合材料的SEM照片。照片中亮灰色相为W,暗灰色相为ZrC固溶体,深灰色相为Cu,黑色相为气孔。从图8(d)中可以清晰看出,ZrC多分布在W相与Cu相之间,晶粒尺寸为1~2 μm。在富Cu相中,出现很多微气孔,如图8(e)所示,这可能是由于渗铜时Cu熔融的液体冷却时发生体积收缩,或者是多孔骨架中的气体没有及时排出所致。与钨铜复合材料(图8(a))对比,发现ZrC-W-Cu复合材料的W晶粒尺寸明显减小。由于熔融Cu可以与W相润湿,但不能与ZrC相润湿,因此渗铜后,在ZrC相处存在微孔聚集的现象,影响复合材料的力学性能。

图7 不同ZrC含量的ZrC-W-Cu复合材料的XRD谱图Fig.7 XRD patterns of ZrC-W-Cu composites with different ZrC contents

图8 不同ZrC含量的ZrC-W-Cu复合材料的SEM照片(a)W-20Cu;(b)4ZrC-W-28Cu;(c)7ZrC-W-30Cu;(d)11ZrC-W-28Cu;(e)15ZrC-W-26CuFig.8 SEM images of ZrC-W-Cu composites with different ZrC contents(a)W-20Cu;(b)4ZrC-W-28Cu;(c)7ZrC-W-30Cu;(d)11ZrC-W-28Cu;(e)15ZrC-W-26Cu
2.3 ZrC-W-Cu复合材料的力学性能
表3列出了ZrC-W-Cu复合材料的力学性能。可以发现,随ZrC含量的增加,复合材料的弹性模量变化不大,在300 GPa左右波动。弹性模量是一个对组织结构较为敏感的性能参数,虽然复合材料中加入了高弹性模量的ZrC,但由于微观结构的差异和ZrC-W-Cu复合材料中气孔的综合影响,造成材料的弹性模量变化不大。
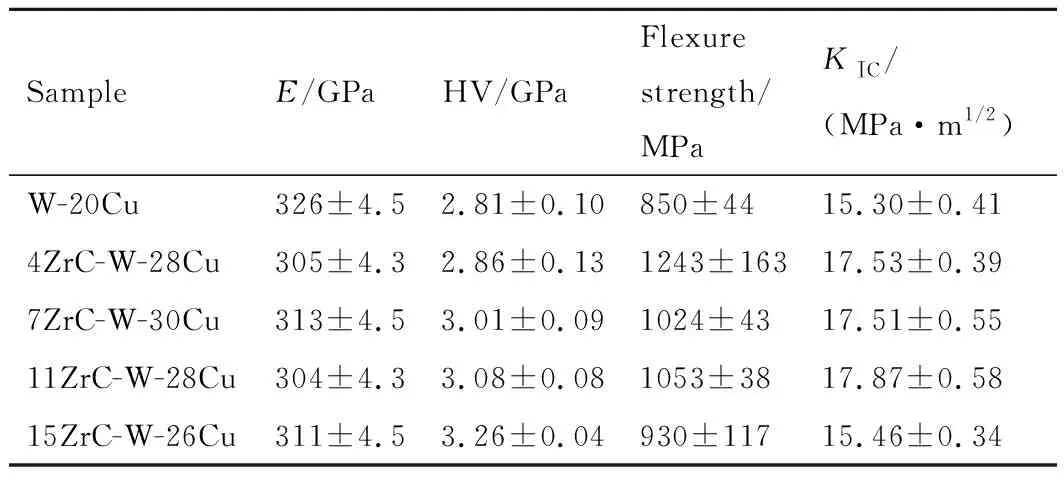
表3 ZrC-W-Cu复合材料的力学性能Table 3 Mechanical properties of ZrC-W-Cu composites
复合材料的维氏硬度随着ZrC含量的增加而增加,在ZrC含量为15%时达到3.26 GPa,这主要源于ZrC陶瓷的高硬度。加入ZrC后,ZrC-W-Cu复合材料的断裂韧度均优于钨渗铜材料。ZrC含量在4%,7%,11%时,复合材料的断裂韧度无明显变化,均在17.6 MPa·m1/2左右,当ZrC含量增加到15%时,复合材料的断裂韧度开始降低。较细的基体晶粒有助于复合材料韧性的提高,ZrC阻碍W晶粒长大,细化W晶粒,使材料断裂韧度提高,但当ZrC含量为15%时,材料内部缺陷变多,因此断裂韧度下降。
相较于纯钨渗铜材料850 MPa的抗弯强度,加入ZrC之后ZrC-W-Cu复合材料的抗弯强度均有提高,ZrC含量为4%时达到最大值,为1243 MPa。随着ZrC含量的继续增加,ZrC-W-Cu复合材料的抗弯强度略有减小,ZrC含量为15%时,抗弯强度下降至930 MPa。ZrC-W-Cu复合材料的抗弯强度主要由ZrC-W骨架来提供,ZrC-W骨架受到外力时,ZrC第二相粒子的添加能有效细化晶粒,使晶界面积增加,裂纹扩展方向易被晶界改变,需要消耗更多能量。纯钨渗铜材料加入ZrC后,因为ZrC粒子弥散增强的作用,可以抑制W颗粒的长大,从而提高W的抗弯强度。随着ZrC含量增加,材料内部缺陷增多,所以抗弯性能开始下降。值得注意的是,随着ZrC含量的增加,ZrC-W-Cu复合材料的抗弯强度与ZrC-W骨架的压缩强度变化规律并不一致,这主要是由于Cu渗入后,改变了复合材料的塑性,使ZrC的增强作用得以发挥。
图9是ZrC-W-Cu复合材料的断口照片。可以看出,复合材料中Cu主要为延性断裂,ZrC主要为沿晶断裂。随着ZrC含量的增加,W晶粒的断裂方式由钨铜材料的沿晶断裂逐步转变为ZrC-W-Cu复合材料的穿晶断裂。钨铜材料的纯W骨架在烧结时,W-W界面易偏聚氧等杂质[17],使得W-W界面强度低,因而倾向发生沿晶脆性断裂;加入ZrC后,ZrC-W-Cu复合材料骨架中W-ZrC晶界增多,W-W弱相界减少,在高温烧结过程中, ZrC中的碳空位能有效提高原子的扩散能力,在ZrC处形成(W, Zr)xOyCz复合粒子,从而减少W晶界处的氧聚集[17]。因此,ZrC-W-Cu复合材料的界面强度得到提高。在ZrC-W-Cu复合材料承受载荷时,由于颗粒对复合材料力学性能的影响[20],W 基体将应力载荷传递给ZrC粒子,而ZrC粒子抵抗变形能力强,较W晶粒更难发生断裂。因此,ZrC-W-Cu复合材料在承受载荷情况下,W 晶粒优先发生穿晶解离断裂,复合材料的强度得到显著提高。

图9 ZrC-W-Cu复合材料的断口照片(a)W-20Cu;(b)4ZrC-W-28Cu;(c)7ZrC-W-30Cu;(d)11ZrC-W-28Cu;(e)15ZrC-W-26CuFig.9 Fractographs of ZrC-W-Cu composites(a)W-20Cu;(b)4ZrC-W-28Cu;(c)7ZrC-W-30Cu;(d)11ZrC-W-28Cu;(e)15ZrC-W-26Cu
当ZrC添加量过多时,由于ZrC在晶界处易发生团聚,形成气孔等,使ZrC-W-Cu复合材料在承受载荷时,微裂纹沿气孔等缺陷迅速扩展,极易发生断裂,从而影响ZrC-W-Cu复合材料强度的进一步提高。钨铜复合材料断口的W晶粒尺寸为8~10 μm, 说明ZrC阻碍了W晶粒的长大,起到细晶强化的作用。复合材料在烧结过程中,W 原子向ZrC晶格的扩散,增强了两相的界面结合强度,从而也有助于材料强度的提高。
相较利用气压浸渗法制备ZrC-W-Cu复合材料,Wang等采用反应熔渗的方法制备出ZrC-68%W-Cu复合材料,材料抗弯强度仅为657 MPa[21]。反应熔渗法制备的ZrC-W-Cu复合材料中Cu含量低,从侧面证明Cu渗入后,填充了ZrC-W骨架中的开气孔,降低复合材料的缺陷,改变了复合材料的塑性,使ZrC的增强作用得以充分发挥,ZrC-W-Cu复合材料在ZrC-W骨架的压缩强度下降时,也表现出优异的抗弯强度。金属Cu在复合材料裂纹扩展时,可以通过Cu晶面的滑移来消耗裂纹扩展的能量,有助于材料性能的提高,气压浸渗法制备ZrC-W-Cu复合材料可以控制各相组成,进而调控复合材料的性能。
综上所述,ZrC的加入可以起到细晶强化的作用。复合材料在烧结过程中,W原子向ZrC晶格的扩散,增强了两相的界面结合强度;金属Cu在复合材料裂纹扩展时,可以通过Cu晶面的滑移来消耗裂纹扩展的能量,有助于材料性能的提高。但随着ZrC含量的增加,复合材料的显微组织发生了显著变化,大量ZrC集中分布在W相与Cu相之间,阻碍了W,Cu两相的润湿。同时,ZrC的聚集也降低了复合材料的局部烧结活性,在复合材料中留下气孔和缺陷。复合材料承受载荷时,产生的应力集中严重影响材料的性能。因此调控复合材料的显微组织,成为提高复合材料性能的一个重要研究方向。
3 结论
(1)ZrC-W复合材料骨架的开气孔率随着ZrC含量的增加而增大,在ZrC含量为10%时开气孔率最大,为29.77%。多孔W骨架压缩强度为1341 MPa,随ZrC含量的增加,ZrC-W复合材料骨架的压缩强度下降,在ZrC含量为20%时,压缩强度仅为646 MPa。
(2)ZrC-W-Cu复合材料的维氏硬度随着ZrC含量的增加而增大,在15%ZrC时达到3.26 GPa;断裂韧度优于W-Cu复合材料,随着ZrC含量的增加,ZrC-W-Cu复合材料的断裂韧度有所下降;抗弯强度随着ZrC含量的增加先降低后升高,在ZrC含量为4%时达到最高,为1243 MPa。