基于PLC的城市小型污水处理控制系统的设计与实现
2021-07-08郭志冬尤向阳
郭志冬,尤向阳
(三门峡职业技术学院,河南 三门峡 472000)
一、引言
随着国家城镇化和工业化的快速发展,对水资源的需求也越来越大,而我国水资源的分布又极不平衡,有的地方甚至极度缺水。城镇生活和工农业生产又产生了大量的污水,导致水资源岌岌可危。所以,国家对水资源的利用和治理愈来愈重视,如何有效的利用水资源和对城镇化及工农业生产产生的污水进行高效的治理使之成为可以循环利用的水资源是需要我们解决并持续努力的课题。
二、污水处理CASS工艺及流程
CASS(Cyclic Activated Sludge System)周期性循环曝气活性污泥法,也叫循环式活性污泥法,是国际公认的城市污水和工业废水的先进工艺方法,在国际上有很强的竞争力[1]。CASS污水处理工艺和其它工艺相比,有诸多优势:首先只需建设一个生物池,所有的工艺过程施在该池子中完成,不需要建设二沉池和调节池;二是生物池的变容运行,不但提高了对水量水质变化的适应性而且还具有灵活的操作性;三是选择器的设置加强了微生物对磷的释放、反硝化、对有机物的吸附吸收等作用,增加了系统运行的稳定性;四是周期内反应器以厌氧—缺氧—好氧—缺氧—厌氧的方式运行,有比较理想的脱氮除磷效果[2];五是占地面积小,噪音低,运行维护量少,非常适用于城市小型污水处理厂的建立运行[3]。
CASS工艺集中了生物反应、污水沉淀、曝气、排水等功能与一体,微生物降解在时间上是一个连续的推流反应过程,微生物经历好氧—缺氧—厌氧反复周期性反应过程,从而达到了对污染物的有效降解,同时还具有除磷、脱氮等功能,因此对生活用水、工业废水有良好的处理效果[4]。CASS污水处理工艺流程结构图如图1所示。

图1 CASS污水处理工艺流程结构图
三、污水处理控制系统整体方案设计
污水处理系统主要由机械部分和电气控制部分构成。机械部分由格栅机、刮泥机、排泥机、搅拌机、鼓风(曝气)机、滗水器等组成;电气设备主要有PLC、触摸屏、各种传感器和低压电器组成[5]。
PLC采用西门子1200系列的1215C( AC/DC/RLY),主要完成各级机械部件的控制;触摸屏采用西门子TP700精智型面板,负责对PLC进行组态及整个控制系统的监控。整体方案设计如图2所示。
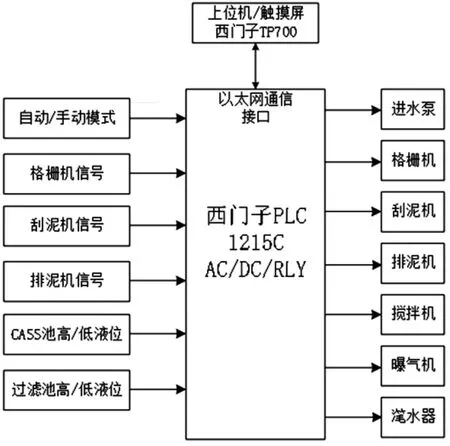
图2 污水处理整体设计方案框图
四、污水处理控制系统硬件结构设计
(一)系统要求
根据污水处理系统的控制要求,定义输入和输出端口的数量[6],设定I/O分配表如表1所示。
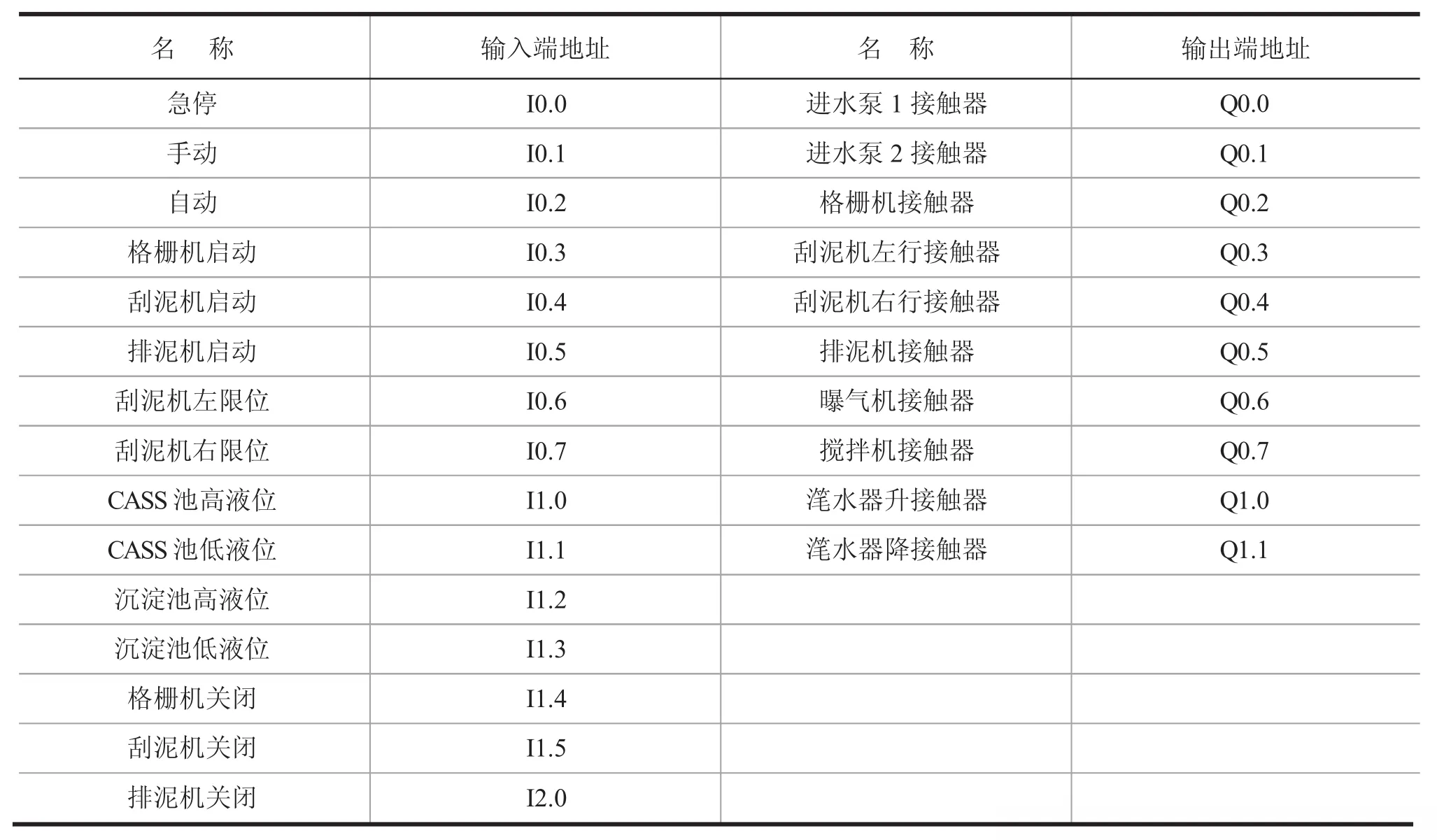
表1 污水处理I/O分配表
(二)PLC选择
本系统中输入点数为15点,输出点数为10点。PLC选用西门子1215C AC/DC/RLY,配置一个8DI/8DO的I/O扩展模块SM1223,满足本系统的控制要求,并有一定冗余量可以扩展I/O信号。
(三)触摸屏选择
触摸屏选择西门子TP700 comfort,为 7寸LCD、800×480像素,16M色;触摸屏接口有MPI/PROFIBUS DP、支持 MRP和RT/IRT的PROFINET的工业以太网接口(2个端口)、2个多媒体卡插槽、3个USB接口。可以通过以太网接口方便快速地和1200PLC进行组网通信。
五、污水处理控制系统软件及组态设计
(一)污水经过粗格栅及细格栅处理后,进入到沉淀池,到达低液位时,启动进水泵,将污水注入到CASS池,并且边注水边曝气,当CASS池的水位到达高液位时,停止注水[7]。启动搅拌机并继续曝气2小时,使得活性污泥在有氧环境充分的呼吸,时间到后,关闭搅拌机停止曝气。使污泥充分沉淀,1小时后,启动滗水器,滗出上层清水到过滤池。经过一定的周期后,启动排污机到储泥池,定期将污泥脱水,并将泥饼外运进行处理[8]。
(二)PLC控制流程设计
PLC流程图如图3所示。
(三)触摸屏组态设计
根据上述的控制要求及控制流程,设计了触摸屏组态的监控画面及各个变量的控制及运行状态[9]。如图4所示。通过仿真调试,系统运行正常,可以完成图3的控制流程,实现了污水处理的过程可视化监控和自动化控制的目的。
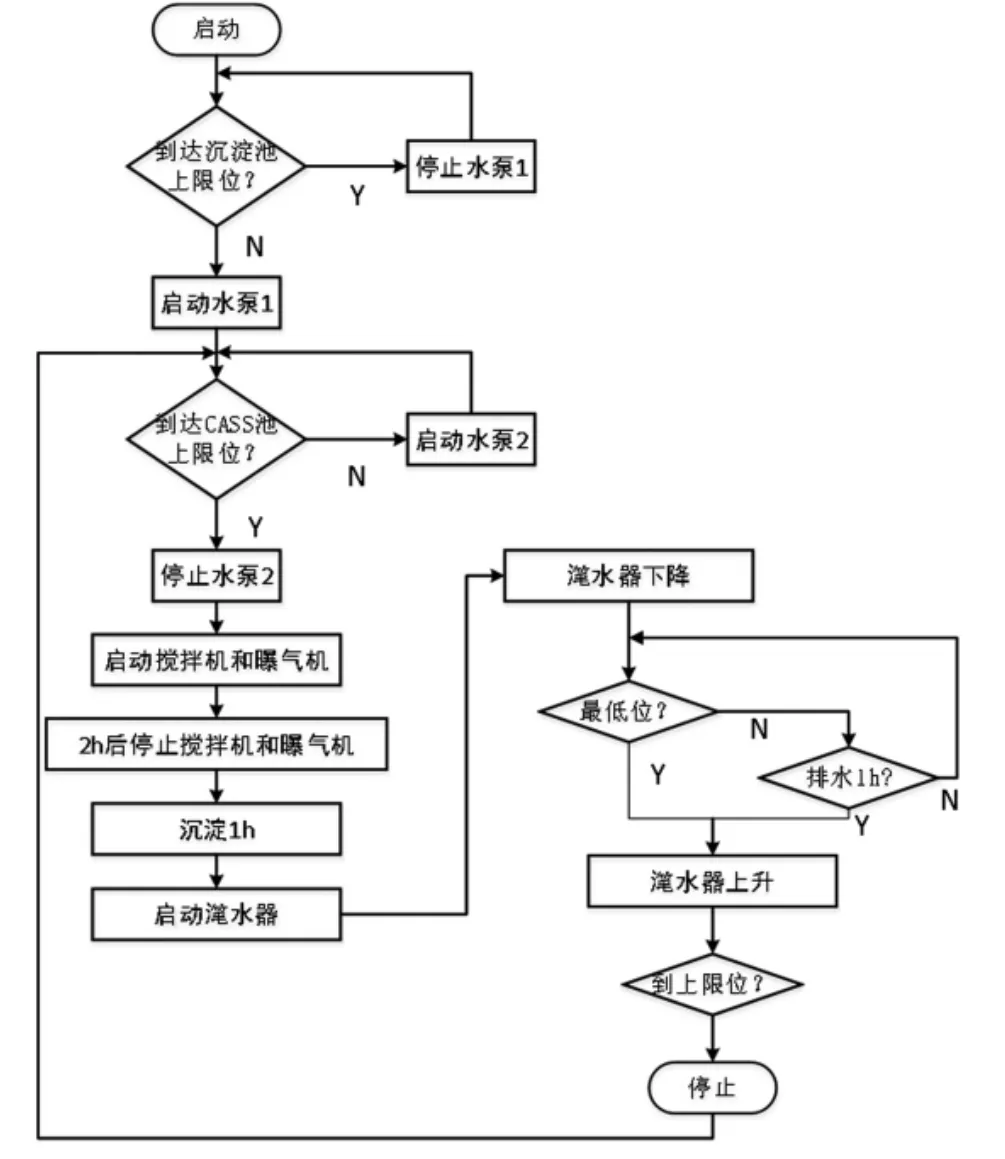
图3 污水处理PLC控制流程图

图4 触摸屏组态界面
六、结语
本文采用了西门子1200系列的PLC作为污水处理系统的主控制器,西门子TP700作为触摸屏上位机组态,在博图V14的环境下,进行了PLC的编程和触摸屏的组态设计,通过仿真,结果表明:该系统能够正常运行,达到了自动化控制的目的,实现了运行过程的可视化。该系统运行稳定可靠,故障率低,极大地降低了人力的工作量,同时也符合节能环保的要求,可以作为小型污水处理厂建设及自动化改造的参考,有一定的应用价值。
