输气管道焊接工艺评定标准体系及分析*
2021-07-07胡美娟齐丽华
胡美娟,田 野,池 强,齐丽华
(1. 中国石油集团石油管工程技术研究院,石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077; 2.中国石油西部管道公司 新疆 乌鲁木齐 830013)
0 引 言
焊接工艺评定是验证施焊单位拟定焊接工艺的正确性、评定施焊单位技术能力的重要手段,是控制产品焊接质量最重要和最有效的方法和程序之一[1]。目前,石油天然气领域钢质管道进行焊接工艺评定的标准依据通常有美国标准、欧洲标准以及与上述国外标准等同或等效采用的国家标准和行业标准[2]。这些标准各成体系,适用范围各异,规定存在一定差别,但是因为经验、历史等原因在油气领域并行使用,导致施工单位无所适从。另外,近年来自动焊工艺在西气东输二线、中俄东线等重要输气管道工程中大规模应用,其焊接工艺评定的基本要素同传统的焊条电弧焊和半自动焊存在较大的差异。因此,有必要对输气管道焊接工艺评定的标准体系及进展进行详细的分析。
1 输气管道焊接工艺评定标准体系
GB 50251—2015《输气管道工程设计规范》是输气管道现行设计标准,自从2015年10月1日起实施,属于国家强制性标准。在标准的11.1.2中规定:在开工前应根据设计文件提出的钢种等级、管道规格、焊接接头形式进行焊接工艺评定,并应根据焊接工艺评定结果编制焊接工艺规程。其中输气管道线路焊接工艺评定应符合现行SY/T 4103《钢制管道焊接及验收》的有关规定[3]。
GB 50369—2014《油气长输管道工程施工及验收规范》是与GB 50251—2015配套的长输管道现行的施工和验收规范,2014-05-29发布,2015-03-01实施,属于国家强制性标准。本规范适用于新建或改建、扩建的陆地长距离输送油气管道、煤层气、成品油管道线路工程的施工及验收。不适用于油气场站内部的工艺管道、油气田集输管道、工业企业内部的油气管道的施工及验收。在标准的10.1.2中规定:焊接施工前,应制定焊接工艺预规程,进行焊接工艺评定。焊接工艺评定应符合现行行业标准 SY/T 4103《钢制管道焊接及验收》的有关规定[4]。
作为强制性国家标准,GB 50251—2015和GB 50369—2014的配套焊接工艺评定引用标准SY/T 4103—2006《钢质管道的焊接及验收》是目前的最新版本,2007年1月1日实施,修改采用API 1104—1999第19版[5]。这存在的主要问题就是引用标准的版本过低,标准中焊接工艺评定原则和现行的输气管道施工采用的焊接方法和焊接工艺严重脱节,该标准已于2018年被发布单位国家能源局废止。GB/T 31032—2014《钢质管道的焊接及验收》2014年12月5日发布,2015年6月1日实施,修改采用API 1104:2010第20版[6]。
API 1104《管道及相关设施的焊接》(Welding of Piplelines and Related Facilities)标准是由包括美国石油学会(API)、美国气体协会(AGA)、管道承包商协会(PLCA)、美国焊接学会(AWS)、美国无损探伤学会(ASNT)的代表以及管子制造商的代表和个人代表组成的标准编制委员会编制,由API发布,作为长输管道的现场焊接及验收标准在世界范围内广泛使用。其最新版的API 1104为第21版,2013年9月发布[7]。
综合分析输气管道焊接工艺评定标准体系可知,最新版本的输气管道设计、施工和验收的焊接工艺评定标准一致,但是标准中指明的配套标准SY/T 4103则版本过低,行业默认采用GB/T 31032最新版本代替其使用。
2 焊接工艺评定的基本要素和检验要求
2.1 焊接工艺评定的基本要素演变
GB/T 19866—2005/ISO 15607:2003《焊接工艺规程及评定的一般原则》共有 5 种对焊接工艺进行评定的方法,这与国际焊接标准体系一致[8]。API 1104采用的就是最常用的焊接工艺评定试验的评定方式。焊接工艺评定试验的目的在于验证用此工艺能否得到具有合格力学性能(如强度、塑性和硬度)的焊接接头。焊接工艺评定的程序为:在焊接生产前,制定详细的预焊接工艺规程,并对此焊接工艺进行评定,采用破坏性试验检验焊接接头质量,并依据评定合格的工艺编制焊接工艺规程。当焊接工艺规程中规定的基本要素发生变更时,重新对焊接工艺评定。下面对API 1104—2013的焊接工艺评定的基本要素和试验进行分析,并对比其与SY/T 4103—2006和 GB/T 31032—2014的差异。
API 1104—2013适用的焊接方法为焊条电弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护电弧焊、药芯焊丝保护焊、等离子弧焊、氧乙炔气焊、闪光对焊,焊接方式包括手工焊、半自动焊、机械/自动焊,以及上述方式的组合。适用的焊接位置为固定焊、旋转焊或其组合。并且明确指出其第5部分为手工焊和带填充金属半自动焊的焊接工艺评定要求;第12部分为带填充金属的机械/自动焊焊接工艺评定要求;第13部分为不带填充金属的自动焊焊接工艺评定要求(这主要针对闪光对焊,我国输气管道应用较少,下文不再讨论)。另外,在附录A环焊缝的基于ECA验收标准中增加了有断裂韧性要求环焊缝焊接工艺评定的基本要素变更和附加的机械性能试验。在SY/T 4103—2006中未明确指出焊接方式的分类。
针对手工焊和带填充金属半自动焊的焊接工艺评定要求,其基本要素共有14组,同GB/T 31032—2014。唯一区别在于国标未明确规定保护气体流量的变化幅度,API 1104—2013定义为额定流量增加或减少20%即发生基本要素的变更。另外就是国标未引用API 5L,因此母材的分类采用的是屈服强度而不是钢级,但是基本内容一致。
针对带填充金属的机械/自动焊工艺评定要求,适用的焊接方法为:(1)埋弧焊;(2)熔化极气体保护焊;(3)非熔化极气体保护焊;(4)自保护或者气保护药芯焊丝电弧焊;(5)等离子弧焊;(6)手工和半自动焊接方式和上述自动焊接方法的结合。其基本要素共有17组,同第5章相比,增加了管径、填充金属丝尺寸和焊后的冷却方式,这都是根据机械/自动焊的焊接工艺特点增补的。GB/T 31032—2014则未考虑焊后的冷却方式。
基于ECA针对有断裂韧性要求环焊缝焊接工艺评定要求,其基本要素共有18组,同第12章相比,增加了单层焊道热输入的要求,但是基本要素控制得更为严格。针对焊接方法,增加了电弧熔滴过渡模式的变更;针对母材的分类则增加了5项具体要求;填充金属和焊剂、层间温度、管径也有更详细的规定。GB/T 31032—2014与其相比基本一致,具体见表1。
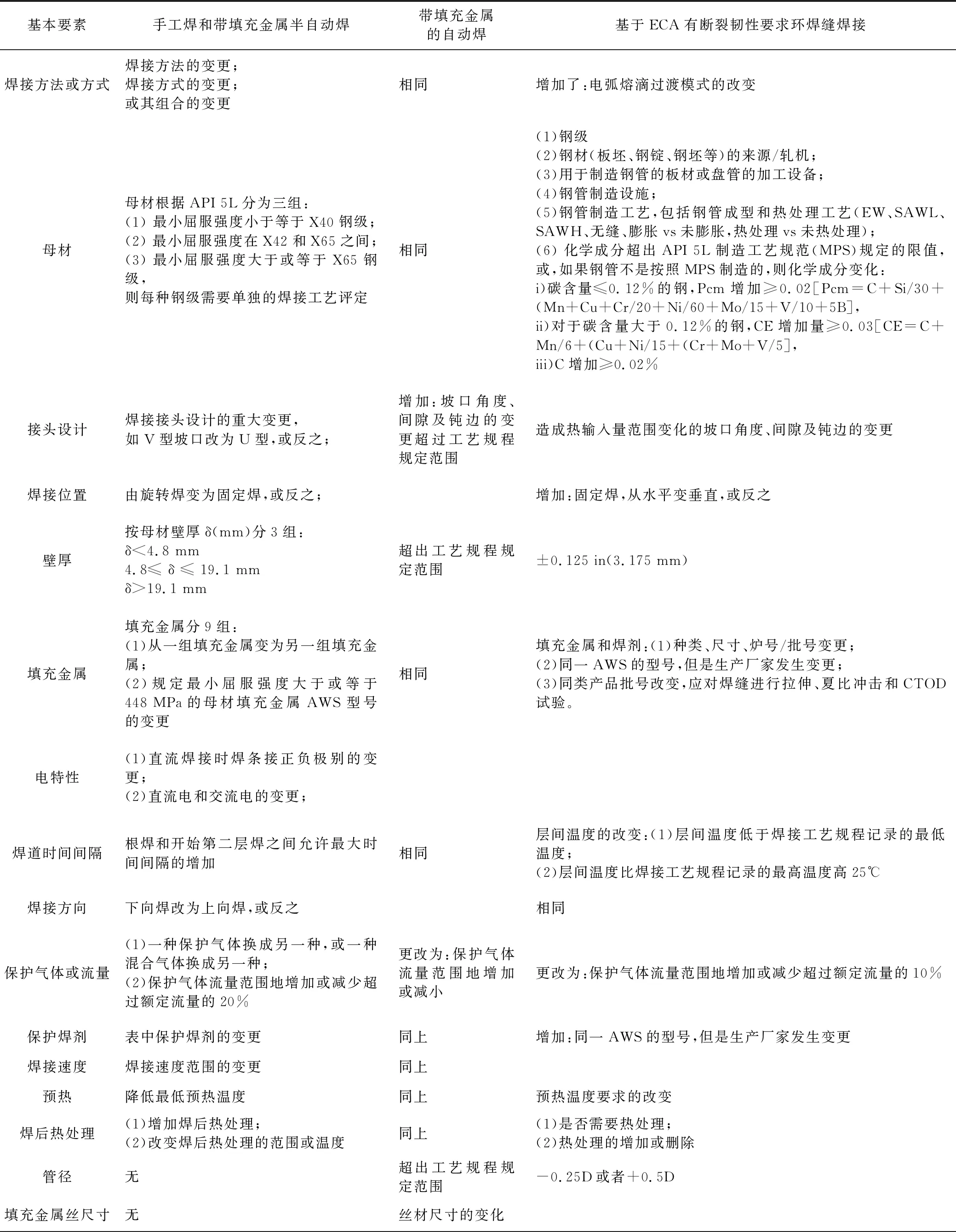
表1 API 1104—2013 焊接工艺评定的基本要素及变更明细

续表
2.2 焊接工艺评定的检验和试验
API 1104中的焊接工艺评定是基础性评定,评定试验的目的在于验证采用的焊接工艺能否得到具有合格力学性能的(如强度、塑性)的焊接接头[9]。因此针对手工焊和带填充金属半自动焊的对接焊接工艺评定试验截取一个完整焊口,在该焊口进行无损检验和试验,试验项目只有:拉伸(强度)、刻槽锤断(焊缝断面缺陷)、面弯/背弯或侧弯(塑性)三种试验类型。针对带填充金属的机械/自动焊焊焊接工艺评定试验,对刻槽锤断试验项目不做要求。当焊接工艺为手工焊/带填充金属半自动焊机械自动焊的组合,则应增加刻槽锤断试验项目。
基于ECA针对有断裂韧性要求环焊缝焊接工艺评定试验,试验项目有:拉伸(强度)、夏比冲击(韧性)、断裂韧性(韧性)三种试验类型。其中拉伸试样采用改进的矩形拉伸试样,试验结果要求抗拉强度大于钢管规定的最小抗拉强度,并且试件不能在焊缝位置失效。夏比冲击分别在12点、6点及3点或9点各取一组焊缝和热影响区试样,试验结果要求:(1)最低设计温度下,最小值和平均值大于30 J和40 J;(2)剪切面积大于等于50%。断裂韧性取样位置和夏比冲击取样位置一致,每个焊接工艺都应在设计温度或者设计温度以下进行至少3个有效试样的试验,评价方法参考BS EN ISO 15653,6个试样的最小CTOD值应大于0.05 mm才能用该附录进行评价。
2.3 焊接工艺评价的特点分析
国内输气管道焊接工艺评定标准主要修改采用API 1104。该标准适用于使用碳钢钢管、低合金钢管及管件,输送原油、成品油、燃料气体、二氧化碳、氮气等介质的长输管道、压气站管网和泵站管网的安装焊接。针对的材料主要是API 5L管线钢,因此对材料的分组相对简单。但是针对有断裂韧性要求的环焊,其母材分类则增加了大量的细化规则,分类太细,施工单位执行起来难度较大。另外,其焊接工艺评定因素也相对简单,只有基本因素。不同于其他压力容器的焊接工艺评定因素一般分为重要因素、补加因素和次要因素[10]。
针对手工焊和半自动焊焊接工艺评定的检验和试验,API 1104只要求拉伸、刻槽锤断、面弯/背弯或侧弯;自动焊不要求刻槽锤断,检验塑性的试验就是弯曲试验。在弯曲试验时,根据压头直径D与试件厚度a的比率与弯曲试样表面延伸率关系可知,随着压头直径加大,试样拉伸表面中热影响区、熔合区和焊缝区的延伸率趋于接近。API 1104采用的导向完全试验的压头直径为90 mm,常用管线钢厚度同弯头直径比达到7,焊缝处的延伸率仅为13.5%,试验严格程度与其它压力容器类标准相比较低[11]。基于ECA针对断裂韧性要求环焊缝焊接工艺评定试验,则增加了夏比冲击和CTOD试验。由于CTOD试验在国内的普及性较低,国内输气管线焊接工艺评定往往仅做冲击韧性试验,而不进行CTOD试验。
3 结 论
本文在对输气管道焊接工艺评定的标准体系演变进行分析的基础上,分析了最新版本API 1104—2013针对焊接工艺评定的基本要素和试验的要求,得出了以下结论。
1)输气管道强制性国家标准中指明的配套标准SY/T 4103的版本过低,且已废止,建议采用GB/T 31032最新版本代替。
2)API 1104—2013的常规焊接工艺评定为基础性评定,焊接工艺评定因素单一,评定试验项目简单,建议具体工程工艺评定应增加试验项目。
3)API 1104 基于ECA针对有断裂韧性要求环焊缝焊接工艺评定的基本要素变更增加大量细则,建议国内的输气管道工程在采用时,应综合考虑实际焊接工艺和焊接方式,制定合适的工艺评定准则。