盾构主驱动密封优化研究
2021-07-05张中华
张中华, 郑 军, 任 阳, 何 博, *
(1. 中铁工程服务有限公司, 四川 成都 610083; 2. 西南交通大学, 四川 成都 610031)
0 引言
盾构是一种用于隧道掘进施工的设备,出于施工进度和投资成本的考虑,往往要求具有很高的可靠性。主驱动作为盾构的核心组成部分之一,在掘进施工中为刀盘提供转矩并承受推进系统产生的大部分推力,具有工作负载大、使用维护难的特点,保证其正常高效工作对盾构施工十分重要。稳定可靠的密封是保障主驱动正常工作的关键,密封系统出现故障或过早失效将加速主驱动部件的磨损;此外,在掘进施工过程中,密封系统的维修和更换作业将极大地增加施工成本和安全隐患,并延缓施工进度[1]。因此,针对主驱动密封失效问题的研究显得尤为重要。
目前,大部分学者主要从安装工艺和密封材料上进行优化。但安装工艺对密封可靠性的提升有限,并不能从根本上解决密封问题;同时,密封材料没有取得重大突破,即使密封材料有更好的选择,密封成本也会大幅增加。因此,以上2种优化方法可操作性不强,而通过合理的设计优化,对于解决目前盾构主驱动密封问题更具操作性。
1 密封失效分析
1.1 主驱动常见的密封方式
主驱动常见密封主要有VD密封、单唇密封和多唇密封3种,同时为了提高密封可靠性,一般在第1道密封前还设置有迷宫密封。表1列出了盾构主驱动常见密封形式。
表1 盾构主驱动常见密封形式
1.2 密封常见失效形式及原因
目前,常见密封失效形式主要有橡胶老化及唇口过度磨损、油脂过量注入及泄漏、摩擦力矩增大致使主驱动油温快速上升等。其中,橡胶老化及唇口过度磨损是密封失效的主要形式。密封失效原因较多,贯穿于设计、生产、使用整个过程[2-5]:
1)通常密封件尺寸大、刚度小、易变形,因此砂石较易进入密封内部[6];
2)密封安装不合格导致密封破坏,特别是唇形密封,其结构设计保证了较好的结构跟随性和耐磨特性,但对材料依赖度高;
3)主驱动齿轮油污染,特别是磨合期产生的细小金属颗粒,可能会划伤和加剧唇口磨损[7];
4)密封油脂注入量不足,外部砂石易进入润滑通道,造成密封磨损[8]。
常见的密封失效形式如图1所示。

1.3 密封非常见失效形式及原因
上述密封失效和故障是使用过程中的常见现象。除此之外,在密封结构特性、配套设计和使用环境的综合作用下,还会有一些严重和非正常失效形式出现,包括局部破损、整体撕裂、唇口翻折等,如图2所示。其中,唇口翻折多由泵送压力不匹配、工作压力差过大造成,较为多发。
另外,由于安装方式及结构本身缺陷造成的密封失效也时有发生,如VD密封脱离断裂,具体破坏原因如下[9]: VD密封一般采用胶粘安装形式,存在局部粘接强度不均匀的情况; 而密封衬套与密封相对旋转滑动时,会对密封产生沿圆周方向的切向拉伸力,在拉伸力的作用下,密封粘接强度较低的部位将逐步开胶,然后形成应力集中,从而导致密封断裂失效[10]。

(a) 密封局部破损(b) 密封整体撕裂 (c) 密封唇口翻折
2 密封优化研究
2.1 盾构主驱动密封面临的主要问题
目前盾构主驱动密封面临的主要问题包括: 1)由于渣土含砂量高、密封承受的水土压力高等恶劣的工作环境,导致密封性能不足[11]; 2)由于密封结构设计、安装方式及配套结构不合理,导致密封性能不足; 3)由于密封的材料性能限制导致密封耐高压能力不足; 4)由于现场使用不当,导致密封性能下降[12]。
2.2 增设和优化迷宫密封
在盾构施工条件恶劣的环境下,可在第1道密封前增设迷宫密封; 对已设置迷宫密封的情况,可采用密封性和稳定性更高的迷宫形式,并在迷宫密封中注入适合的油脂,如通过延长迷宫长度、增设油脂缓冲腔等方式提高密封性能。
2.3 安装方式优化
2.3.1 VD密封安装优化
针对前文中提到的VD密封由于粘接不牢导致的断裂失效,文献[9]提出采用压板法替代胶粘法,2种安装方式对比如图3所示。
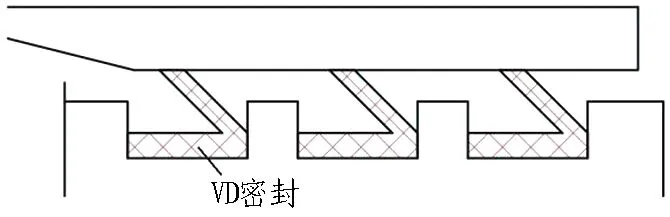
(a) 胶粘法
(b) 压板法
改用压板法后,螺栓孔的加工和压板的设计可根据具体结构考虑。为了保证密封效果和可靠性,应注意以下方面的质量控制:
1)安装后,应防止润滑油脂从VD密封的背面间隙回流,可采用在安装面均匀涂抹粘接剂的方式[13];
2)安装时,压板紧固件预紧力应进行计算校核,保证紧固时用力均匀,避免压板变形;
3)防止压板螺栓松脱,可采用防松垫片或螺纹紧固胶的方式,在防松的同时也便于后期的检修。
2.3.2 单唇密封安装优化
为提高单唇密封的性能,安装时可采用带支撑结构的隔环。有无支撑结构的隔环对比如图4所示。

(a) 带支撑结构 (b) 无支撑结构
相较于传统无支撑结构的隔环,带支撑结构的隔环具有2个优势:
1)可在压力较大时为唇口提供有效支撑,提高唇口在高压工况下的稳定性,有效防止唇口翻转和破坏,能够保证密封在注油压力异常的情况下正常工作,保护密封件不被破坏;
2)改善唇口与密封跑道的接触状态,在相同压力下能有效减小接触面积,有效缓解密封磨损和老化,增加密封结构的整体使用寿命。
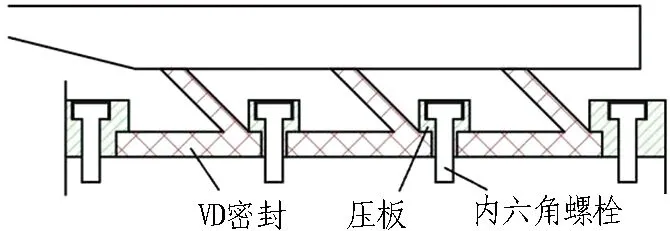
为了分析单唇密封的耐压能力、对比验证带支撑结构隔环的作用效果,在现有研究建立的单唇密封-隔环有限元模型及计算结果的基础上[14],对比分析了在0.3 MPa、0.5 MPa和0.7 MPa 3种工作压力下单唇密封唇口的变形情况,如图5所示。
有限元分析结果显示: 相同压力状态下,采用带支撑结构的隔环时,密封唇口接触面积更小,整体变形更稳定,特别是在高压工况下,较不带支撑结构的隔环,稳定性改善明显。采用不带支撑结构的隔环时,伴随工作压力不断增加,唇口变形及翻折趋势越发明显; 而采用带支撑结构的隔环时,唇口在不同工作压力下变形趋势变化不大,均能保持结构稳定。可见,增加隔环支撑结构能有效提高唇口稳定性和耐高压能力,能有效防止唇口翻折。
(a) 0.3 MPa,无支撑结构 (b) 0.3 MPa,带支撑结构
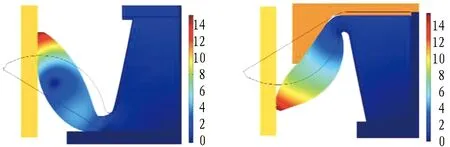
(c) 0.5 MPa,无支撑结构 (d) 0.5 MPa,带支撑结构
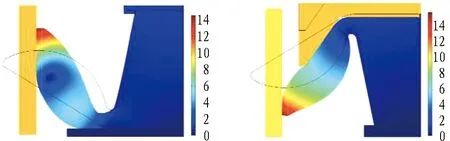
(e) 0.7 MPa,无支撑结构 (f) 0.7 MPa,带支撑结构
2016年至2019年间,中铁工程服务有限公司生产的4台盾构的主驱动密封隔环均采用带支撑结构设计,这4台盾构先后在郑州(平均土压0.21 MPa)、杭州(平均土压0.26 MPa)、武汉(平均土压0.17 MPa)等地服役。目前,最长的服役里程超4 km,主驱动密封性能依旧十分可靠,保压试验数据也无异常。
2.4 密封耐压优化
目前常见的密封形式由于安装结构的限制,压力传递较为直接,高压易引起密封失效。一方面,密封唇口承受工作压力差的能力有限,压差过大会带来唇口磨损严重、翻折失效、撕裂破坏等一系列问题;另一方面,当外载压力达到一定值后可能造成密封翻转,导致所有密封失效。目前,越来越多的工程项目要求盾构能够承受更高的压力,如何提高密封的耐压能力是亟待解决的问题。
2.4.1 工作压力对密封的影响分析
主驱动密封耐高压体现在2个方面: 1)对密封系统整体而言的外载压力,即土仓压力; 2)对单个密封件而言的工作压力,即直接作用于密封件两侧的压力。以下以唇形密封为例进行分析。
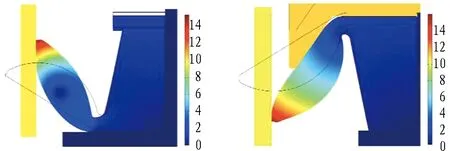
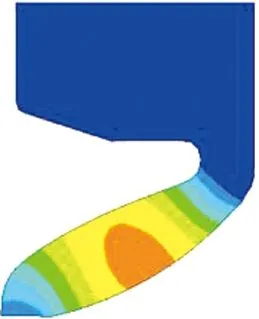
传统的安装结构为隔环-密封件串联结构,外载压力会通过隔环完全作用于密封内圈。构建唇形密封有限元模型,以压缩量表征外载压力大小,对比分析密封内圈的变形趋势,如图6所示。根据通常使用条件,设置压缩量d分别为0.4、0.8、1.2、1.6 mm进行仿真分析,不考虑唇口工作压力,仿真结果如图7所示。
变形结果显示: 伴随压缩量增大,密封件显现出逆时针旋转趋势。根据该趋势可以预见,伴随外载压力不断增大,密封件与安装面分离的趋势越发显著,并有出现整体翻转的可能性。可见,外载压力对密封件整体稳定性具有较大影响。
密封件唇口的承压能力直接关系到系统的密封性能。为分析工作压力对唇口的影响规律,根据通常使用条件,不考虑内圈预压缩量,设置2组共6个分析工况:
1)第1组唇口左侧压力p1为0.5 MPa,右侧压力p2分别为0.15、0.25、0.35 MPa,即唇口工作压力差△分别为0.35、0.25、0.15 MPa;
2)第2组唇口左侧压力p1为0.3 MPa,右侧压力p2分别为0.05、0.15、0.25 MPa,即唇口工作压力差△分别为0.25、0.15、0.05 MPa。
仿真结果如图8和图9所示,分析发现:
1)在单侧最大压力相同时,压力差△越大,对唇口受力变形情况越不利;
2)在单侧最大压力不相同而压力差△相同时,唇口变形情况基本一致。
综合以上规律可以发现,唇口变形主要受压力差影响,而最大单侧压力对唇口变形影响不大。

2.4.2 密封系统耐压优化
针对最常见的唇形密封结构,提高密封系统耐压能力的主流方法有3种:
1)增加密封组合数,延长密封跑道;
2)改用强度更高的密封材料;
3)构建背压,并结合自动控制,根据负载压力及时调整背压,保证密封的压力差维持在正常合理范围内。
3种方案的特点对比见表2。

表2 提高密封耐压能力方案对比
2.4.3 构建合理背压,提高系统耐压能力
考虑到保证密封稳定性和使用寿命,建议通过构建合理背压的方式提高密封系统耐高压能力,同时加强迷宫密封并优化密封安装。该方法也易于实现对现有密封系统的增压改造。
该方法可有效降低唇口两侧的压力差,避免唇口翻折失效,但并未有效改善密封件内圈的受力,仍存在密封整体翻转的风险。针对该情况,可采用一种优化的安装结构,如图10所示。传统安装结构为隔环-密封件串联结构;优化安装结构在传统安装结构基础上增加与密封件并联的中间环(中间环可与隔环设计为一体结构),中间环的长度设置为密封件安装预紧到位后的宽度。
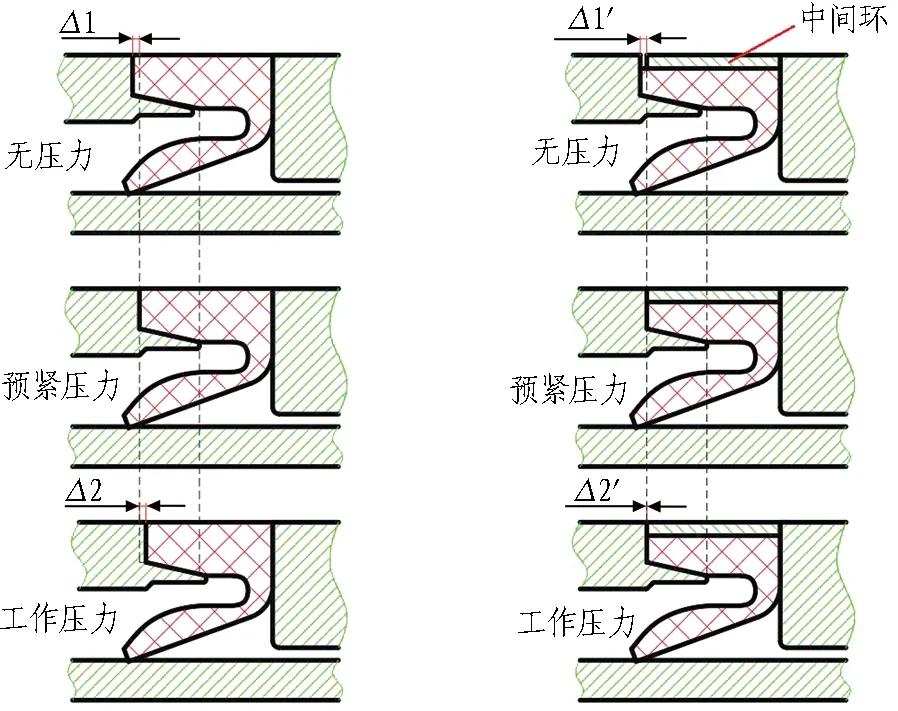
(a) 传统结构 (b) 优化结构
在传统安装结构下,当工作压力超过预紧压力时,橡胶密封件会继续压缩,所有压力都将作用于密封件,当工作压力持续增加时,密封件的翻转风险将急剧增加;而在优化安装结构下,当工作压力超过预紧压力后,额外增加的压力将通过中间环直接从上一级隔环传递到下一级隔环,作用于密封件的压力会一直维持在预紧压力附近,不存在翻转风险。在优化安装结构下,既能保证密封件的预紧密封性能,又能有效避免密封件因压力过高而出现翻转失效。
3 结论与讨论
本文在分析盾构主驱动密封常见失效形式和原因的基础上,针对现有密封系统的不足和缺陷,总结提出了密封优化的方向和具体措施。特别针对常见的单唇密封结构,在分析工作压力对密封件影响规律的基础上,提出通过构建背压和并联安装中间环的方式来提高系统的耐高压能力。但构建背压的方式需要增加一套油压自动控制系统,会增加部分成本;并联安装方式需要增加中间隔环,零部件数量增加,会少量增加制造成本和装配工作量。
针对目前主驱动密封的失效问题,设计采用更新的密封结构和密封材料固然是解决问题的有效方式,但通过优化现有安装结构和增加主动控制技术来改善和提高密封性能也是途径之一,而且见效快、成本低、推广性强。盾构主驱动密封的发展应该遵循技术革新与结构创新并重的原则。本文提出的优化措施将在合适的新机或大修项目中进行进一步的验证。
