棒材轧机减速器滚动轴承的失效原因分析及对策
2021-07-01王珍宁平华潘小波张庆丰
王珍,宁平华,潘小波,张庆丰
棒材轧机减速器滚动轴承的失效原因分析及对策
王珍1,2,宁平华1,潘小波1,张庆丰1
(1.马鞍山职业技术学院,安徽 马鞍山 243031;2.安徽马鞍山技师学院,安徽 马鞍山 243031)
该文针对某钢铁公司棒材生产线中轧机减速器的轴承失效问题,从应力数据和工作环境进行分析,得出其失效的原因。重点从轴承的选型、游隙的调整、润滑、减速器伞箱的轴承压盖改进、运行与监测等方面,提出预防轧机减速器中滚动轴承过早失效的改进措施,进而消除了减速器滚动轴承失效的隐患。改造后的生产运行结果表明,改进后的轴承使用寿命明显增加,使减速器的正常工作时间大大提高,达到降本增效的目的。
滚动轴承;轴承失效;受力分析;监测
某公司引进的棒材轧机生产线最为重要的设备是轧机,而减速器是轧机的关键零部件。由于棒材生产线产能大、载荷重和速度高,设备长期超负荷运行,生产现场高温高湿环境恶劣,且棒材轧机减速器在设计上安全系数较低,轴承选型也存在一定的问题,从而导致滚动轴承破坏和失效,运转时振动和噪音都增大数倍。若轴承的故障发现不及时并继续运转,则会损坏其他零部件,甚至造成更大的设备事故。随着生产量的逐年增加,设备的开启频率增加,棒材轧机齿轮减速箱的高速轴上的轴承、部分二级传动轴上的轴承、伞箱中的轴承严重损坏,故障的频次较高。为避免安全事故的发生和临时停机抢修造成的经济损失,对轴承破坏和失效的原因进行分析并且有针对性地提出解决措施。
1 滚动轴承在本设备通常工况下的常见失效形式
滚动轴承常见失效形式有以下几种:接触疲劳失效、塑性变形失效、磨损失效、游隙变化失效[1]。滚动轴承对游隙有严格的技术要求,只有控制在规定范围内才能保证运转精度和寿命。在实际应用中,如果轴承上的温度有变化,存在轴承金属膨胀不均,或者金属组织不稳定致使轴承零件的实际尺寸发生变化,都会引起轴承的游隙发生变化,从而导致轴承失效。
滚动轴承的失效往往是某几种失效形式的复合或转化。例如:轴承表面点蚀和腐蚀都可能引发剥落失效,轴承的磨损可能引起游隙变大失效等。因此,在对轴承失效分析时,就要对失效的滚动轴承作全面的分析,才能找到诱发失效的直接原因,进行正确处理。
2 理论分析
原设备由于采用的深沟球轴承,承载能力在满负荷及连续运转过程中容易损坏。经过理论分析和改型前后实际使用效果对比确定将其改为圆锥滚子轴承效果更好,现将分析过程阐述如下。
2.1 滚动轴承的静力学分析
2.1.1 深沟球滚子轴承静力学分析
按轴承的接触理论分析,首先假设滚子轴承的游隙为0,深沟球滚子轴承在受外载荷作用时,载荷的分布如图1所示,根据公式计算和推导出r是作用在该轴承上最大载荷,其与滚子受力i(i=1,2,3,…)之间的关系为

式中,γ为钢球之间的夹角。
2.1.2 圆锥滚子轴承静力学分析[2]
圆锥滚子轴承的接触理论分析:首先设圆锥滚子轴承的游隙为0,设定圆锥滚子与内、外圈滚道和内圈挡边的受力分别为i,e,f,其接触角分别为ief,滚子在i,e,f和离心力c的作用下处于平衡状态,其受力示意图如图2所示。

图2 圆锥滚子轴承受力分布情况
由于圆锥滚子处于平衡状态,可列出受力平衡方程式:

由图2可知,滚子与轴承外圈之间只有一个接触载荷e,其与轴承内圈有两个接触载荷,则在作受力分析时就需要把滚子与内圈作为力学分析的隔离体,并求得e后推导出式(3)和式(4)得出滚子与内圈滚道和挡边的载荷。

2.2 轴承在不同游隙下的载荷分布[4]
轴承所承受载荷的大小不仅与轴承的结构尺寸有关,还与轴承的游隙存在密切的关系。
正确选择轴承的游隙直接影响到滚动轴承的使用寿命。滚动轴承游隙分为径向游隙和轴向游隙。由于滚动轴承在实际运转状态时的工作游隙大小与滚动轴承的使用寿命有着密切关系,了解轴承在不同游隙状态下的载荷分布情况显得尤为重要。
本文假设滚子为弹性变形体,轴承的内、外圈为刚性体;当游隙为零时,此时滚子与内、外圈刚好接触;当游隙大于零时,轴承滚子与内、外圈间存在一定的间隙;当游隙小于零时,轴承滚子在未承受到初始载荷之前,存在一定的预紧力,从而使其产生初始变形。现根据静力学原理对3种不同游隙情况下的轴承载荷分布情况进行分析。
2.2.1 轴向游隙等于零[5]
图4表示轴承轴向游隙为零时的状态,轴承在承受径向载荷r时的轴承的位移和变形情况。
由公式推导出,轴承滚子受力平衡方程:
2.2.2 轴向游隙大于零
图5表示的是轴向间隙>0时,轴承在承受径向载荷r时的轴承内圈及滚动体整体位移变形情况。根据滚道法向变形量,与径向载荷取得平衡,通过公式推导得到轴承游隙>0时的受力平衡方程为
式中,0为作用在滚子上径向力方向与法向力方向间夹角;为轴承接触方式为线接触系数,一般取0.9;K为滚滚道接触刚度系数;δ为A处滚子变形量;u为径向游隙。
径向载荷r取6000N,轴向游隙a从0mm增大到+0.05mm时,对轴承的载荷分布进行计算,得出图6。

图5 轴向间隙大于零时轴承变形示意图
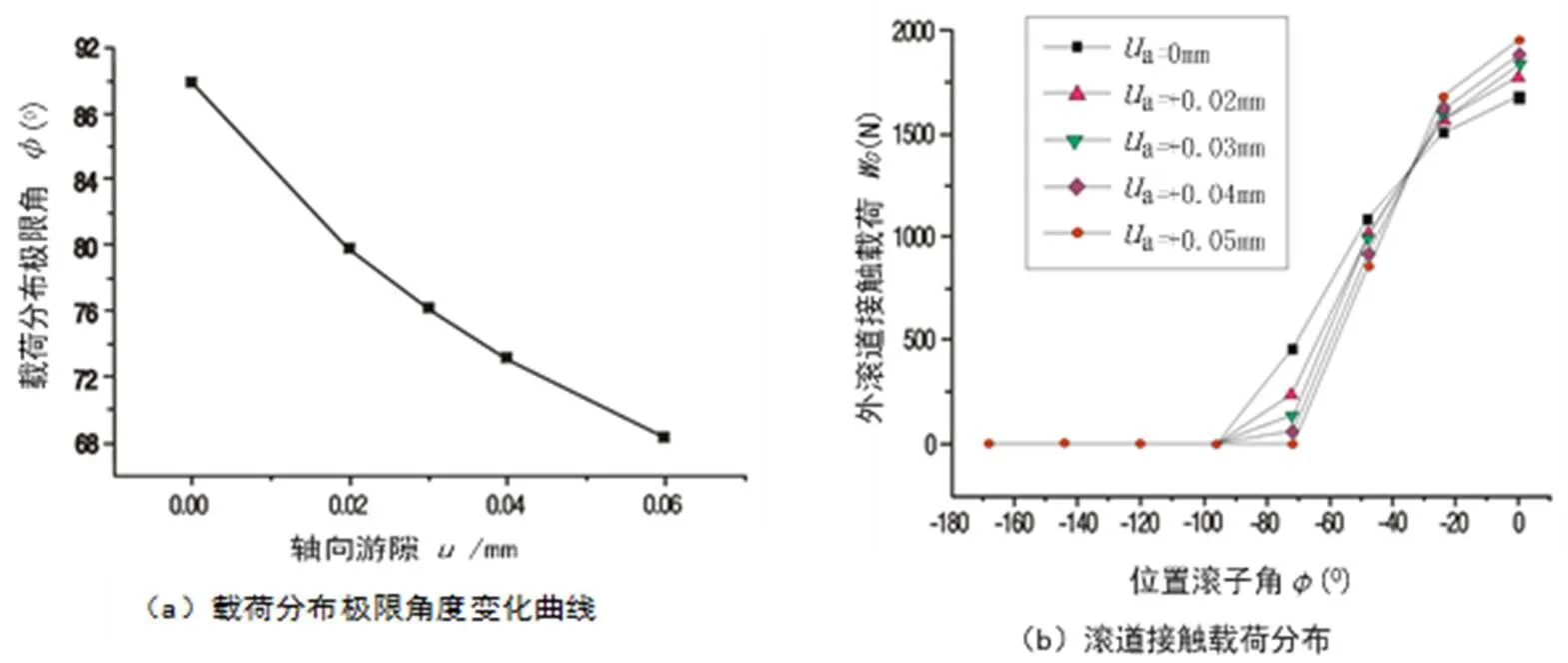
图6 轴向游隙大于零时的轴承载荷分布
2.2.3 轴向游隙小于零
图7表示的轴向游隙<0时,圆锥滚子轴承在承受径向载荷r时的整体位移变形情况。
根据滚道法向变形量,与径向载荷取得平衡,通过公式推导得到轴承游隙<0时的受力平衡方程为

式中,0作用在滚子上径向力方向与法向力方向间夹角;轴承接触方式为线接触系数,一般取0.9;K滚滚道接触刚度系数;AA处滚子变形量。

图7 轴向游隙小于零时的轴承变形示意图
径向载荷r取6000N,轴向游隙从0mm减小到-0.05mm时,对轴承的载荷分布进行计算,得出图8。
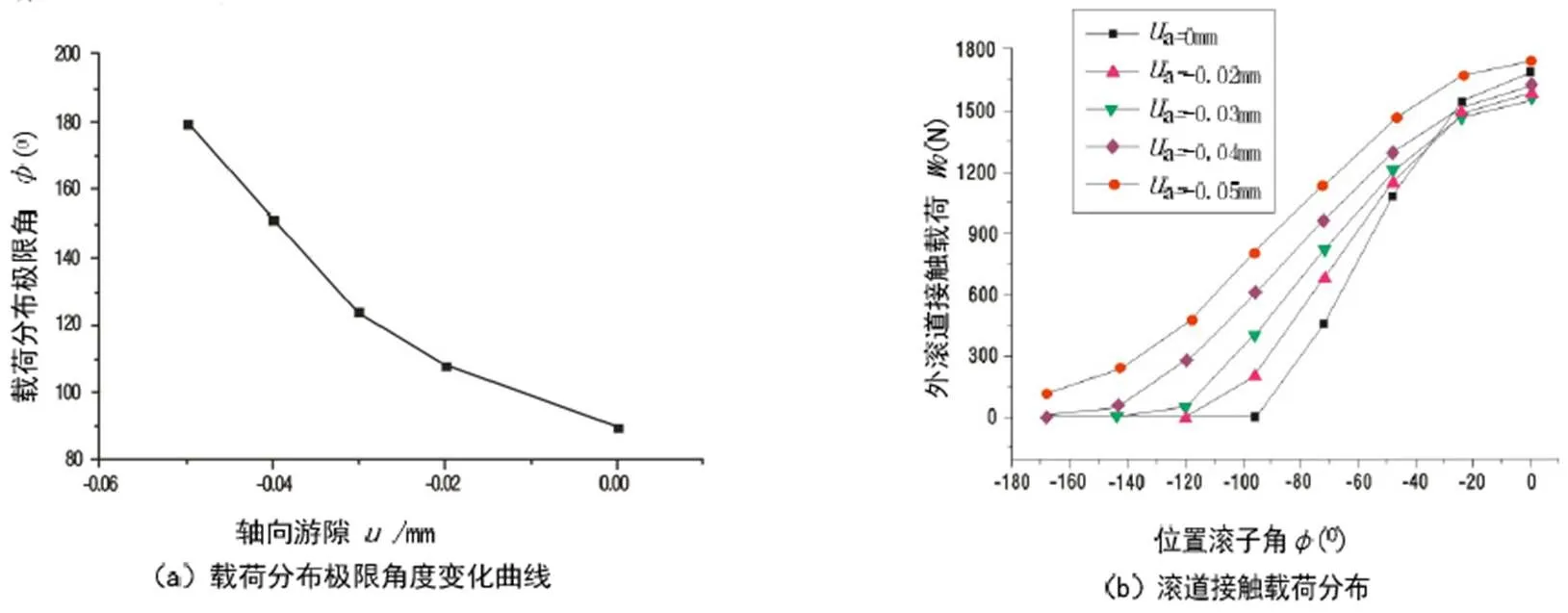
图8 轴向游隙小于零时的轴承载荷分布
2.2.4 游隙与轴承载荷分布之间的关系[6]
通过对轴承游隙的三种情况下外滚道接触载荷分析与计算,得出了轴承游隙与载荷分布之间的关系。
(1)滚动轴承游隙等于零的情况下,滚子的位置角为零的位置,该处的滚子始终承受最大的载荷,在径向载荷的不断增加,但是承受载荷的滚子个数并未变化,轴承所有滚子的接触载荷也在均匀地不断增大。
(2)滚动轴承游隙大于零的情况下,在施加的外界径向载荷不发生变化下,其载荷分布极限角会随轴向游隙的增大而减小,从而导致承受载荷的滚子个数也在减少,轴承在这种情况下都是不利于正常工作的,所以在轴承的安装过程中要尽量避免此类情况。
(3)滚动轴承游隙小于零的情况下,即在轴承上施加预载荷。在外界施加的径向载荷不变,当轴承游隙不断减小时,滚动轴承所承受的接触载荷在一定范围不断减小。当游隙减小到一定值时,接触载荷反而增大;因此,可以通过施加一定的初始预紧力来调节滚动轴承的游隙,以提高滚动轴承的承载能力。
3 减速器轴承损坏的主要原因和改进措施
3.1 减速器轴承损坏的主要原因
根据以上理论分析和现场实际情况可知,造成减速器轴承损坏的原因主要有:轴承质量问题和选型不配套,润滑油污染和异物进入轴承,轴承制造间隙过大,轴承的安装不当和润滑不良等。
3.2 改进措施
3.2.1 轴承选型与产品替代
由于TIMKEN轴承与同型号SKF轴承相比承受的轴向力相对较小,而且轴承外圈的几何设计形状承受载荷时,因中位进油孔和分油槽是薄弱环节,使外圈滚道上产生很大的应力集中。在轧制力和咬钢冲击力等交变外力的作用下,外圈易形成宏观裂纹而断裂,也出现保持架断裂、疲劳损坏和磨损等。根据前面的理论分析与论证以及实际生产应用情况。由此决定采用SKF双列圆柱滚子轴承作为替代TIMKEN轴承的双列深沟球产品。
3.2.2 减速器双列圆锥滚子轴承游隙的调整
根据理论分析,轴承游隙过大容易造成轴承内外圈不均匀的局部磨损,导致运转中轴承滚子与保持架框面的剧烈碰击,从而磨损和断裂。减速器斜齿轮产生的单向轴向力会使轴承拥向一侧,此时轴承游隙较大时,会使双列轴承背向轴向力的一列产生近双倍的间隙。由于减速器频繁启动、变速,轧制中咬钢时的冲击力和高速旋转的齿轮啮合过程中会使轴承产生较大的冲击力和振动。正常情况下,保持架属于非工作部件,仅起分隔滚子的作用。现在间隙较大的一侧保持架将受到较大冲击和振动,造成双列轴承的单列保持架磨损和断裂。
避免保持架断裂通过调整轴承游隙实现,把轴承出厂游隙调整为0.015mm,磨削双列轴承隔圈来调整保证游隙。将轴承内调整隔圈厚度磨去0.006mm来保证游隙,提高了轴承运动精度。
3.2.3 改进装配和润滑状况
轴承在设备中装配位置不对和润滑状况不符要求时,会对轴承使用寿命产生很重要的影响。以前安装时由于没有正确认识轴承外圈中间进油孔和分油槽的作用,可能造成轴承供油不足。
在减速器箱体封箱打胶时,操作不规范容易导致密封胶进入分油槽,如果进油孔又没有对正,就会使轴承润滑造成供油不足。润滑不好易使轴承产生发热,从而破坏油膜,金属与金属的直接接触而引起擦伤,造成“粘结”和过热损伤、烧坏轴承。故此,每次装配时都认真对正轴承进油孔位置,封箱时清除轴承分油槽内的密封胶,并由点检员检查确认,彻底避免了轴承安装错误的发生[7]。
良好的润滑也是轴承正常运行的关键,据统计滚动轴承损坏的因素中有35%左右都是因为轴承的润滑不良造成的。所以滚动轴承保持良好润滑,是减少轴承磨损失效的最有效的措施。具体措施如下:
(1)选择正确的润滑油种类,按照减速器的转速、工作环境温度以及载荷大小进行选用。主要是对于油液粘度选择。(2)定期检查减速器的润滑油的油面高度与润滑油的品质。从观察窗查看,若油液是清亮洁净的这是正常情况,如果发现油液已经发黑变脏含有磨损的微粒和污染物或者散发异味,说明油液已经变质。润滑油的更换周期随减速器的工作条件和油量而定,要保证在运行过程中要保持油液的正常,保证轴承具有良好的润滑条件,根据实际工作环境制定出合理的润滑油更换周期,并且严格遵照执行。(3)减速器维修装配过程中提高滚动轴承安装质量将直接影响到轴承的工作精度、性能和使用寿命。首先在拆装时应使用套筒扳手、开口扳手和扭力扳手等专用工具。在安装轴承内圈和外圈在轴与座孔上时需要过盈量较大时,可以用温差法装配或液压机压入,以免装配的结合面受到损伤。绝对不允许用手锤直接敲击滚动轴承或强力冲压配合面,也不允许利用轴承的滚动体来传递压力。轴承安装结束后,应先检查轴上零件运转是否灵活,其次要检查润滑油能否到达轴承的滚动体内。再次利用百分表或千分表检查轴承的径向和轴向游隙是否达到标准值,若不在合格范围内,需要调整到标准范围内[8]。
3.2.4 工作状态监测
设备工作状态监测是预防滚动轴承早期失效的有效手段之一,通过工作状态监测能发现早期滚动轴承和减速器工作时的潜在问题,从而避免因滚动轴承失效损坏而所造成的非计划性保养期间的设备停机。工作状态监测主要是对轴承异常振动和温度进行监测。常用的监测方法除人耳朵倾听、手触摸和视觉观察外,还可以利用测声器、振动检测仪等精密仪器进行实时监测。
(1)轴承噪声监测。除了利用人耳听还可用测声器对运转中滚动轴承的滚动产生的噪声大小进行检查,以便及时发现轴承工作的异常情况。(2)轴承振动监测。振动是对滚动轴承的损伤最剧烈的形式,主要表现为轴承滚道及滚动体的剥落、压痕、裂纹、磨损。利用振动测量仪可以直接测出轴承振动的大小与频率,可以准确地判断出振源与失效位置。(3)轴承温度监测。温度对金属的力学性能和物理性能影响非常大,高温会直接降低轴承的硬度和耐磨性,直接影响使用寿命。滚动轴承的温度监测及严格控制轴承温升是非常必要的。可以使用非接触式的红外温度探测器,定时监测温度变化。保证良好的润滑是降低轴承工作温升的直接和有效的方法。
3.2.5 减速器伞箱密封装置的改造
轧钢过程中水和杂质是无法避免的,由于减速器伞箱的输入端密封原设计存在不足之处,所以实际的密封效果不理想。由于生产环境中大量的污水和氧化物等杂质进入到润滑系统中污染润滑油,会造成轴承的润滑效果不良。大量杂质随油进入轴承中,极易造成轴承擦伤和磨损,从而使轴承失效。通过对减速器伞箱结构分析,找出了零部件设计存在的缺陷:主要是伞箱的中空轴密封和窥视孔设计不合理。
首先,改造密封透盖;增加一组密封,以提高防水和杂质能力,如图9所示。把原透盖密封装配处的宽度由原来的18mm改造成36mm,并安装两组密封件,并在密封件上增加防尘压盖,既提高了防水与防脏性能又延长密封圈的使用寿命。
其次,改造减速器伞箱窥视孔盖。原有设计为平面密封,此结构容易使密封垫损坏,造成油箱进水导致润滑油乳化。把伞箱视孔盖改为带定位台结构,并增加O型环密封,杜绝了伞箱视孔盖进水的问题,其改造结构如图10所示。

图9 伞箱透盖

图10 伞箱窥视孔盖
4 改进后的效果
通过对棒材轧机生产线减速器上轴承的失效形式进行分析,彻底找到了轴承失效的根源并提出对策,通过轴承改型和减速器密封结构技术改造、优化减速器内外部工作环境以及进行有效的监测轴承的润滑情况等措施,能做到及时发现隐患并消除,确保设备处于良好的运行状态。通过技术改造,减速器轴承损坏故障由以前每年十余次下降为两起左右,大大减少减速器轴承的故障率,减少了设备停机检修时间和备件费用消耗,为公司的安全生产和降本增效做出了贡献。
[1] 王腾. 热—应力耦合作用下的深沟球轴承疲劳寿命研究[D]. 南京:南京航空航天大学,2012.
[2] 鄢闯. 四列圆柱滚子轴承故障状态下动力学分析[D]. 太原:太原科技大学,2007.
[3] 孟庆晓. 中厚板轧机滚动轴承失效分析与预防方法[J]. 设备管理与维修,2012(1): 25-26.
[4] 胡广存,魏铁建,邓四二,等. 双列圆锥滚子轴承动力学分析[J]. 河南科技大学学报,2014, 12(6): 14-19.
[5] 宋博峰. 圆锥滚子轴承力学性能及疲劳寿命分析[D]. 西安:西安理工大学,2018.
[6] 李云峰,程亚兵. 交叉圆柱滚子转盘轴承的滚子偏载分析及修形[J]. 机械工程学报,2015, 51(1): 161-166.
[7] 石玉君,张合山. 磨机主轴承失效原因分析及改进措施[J]. 黄金,2018, 12: 45-47, 51.
[8] 彭德迟,余良旺. 离心泵滚动轴承失效分析及对策[J]. 给水排水,2007, 3: 94-96.
Failure analysis and countermeasure of rolling bearing in reducer of bar mill
WANG Zhen1,2,NING Ping-hua1,PAN Xiao-bo1,ZHANG Qing-feng1
(1.Maanshan Technical College, Anhui Maanshan 243031, China;2.Maanshan Technician Institute, Anhui Maanshan 243031, China)
Based on the analysis of stress data and working environment, the reason of bearing failure of rolling mill reducer in bar production line of an iron and Steel Company is obtained. From the aspects of bearing type selection, clearance adjustment, lubrication, improvement of bearing gland of gearbox, operation and monitoring, the improvement measures to prevent premature failure of rolling bearing in rolling mill reducer are put forward, thereby the hidden trouble of the failure of the rolling bearing of the reducer is eliminated. The operation results show that the service life of the improved bearing is obviously increased, and the normal working time of the reducer is greatly increased.
rolling bearing;bearing failure;stress analysis;monitoring
2021-03-23
安徽省省级质量工程项目(2018jyxm0791,2020mooc497);2017年度安徽省高校学科(专业)拔尖人才学术资助项目(gxbjZD59);安徽省高校省级自然科学研究重点资助项目(KJ2019A1244);安徽省高校学科(专业)拔尖人才学术资助项目(gxbjZD2020045)
王珍(1984-),男,安徽马鞍山人,高级实习指导教师,硕士,主要从事机电技术应用研究,602965168@qq.com。
TH133.33
A
1007-984X(2021)05-0038-06
