浅谈气动接头外螺纹非接触式检测
2021-06-30李祎李叶妮陈子凯
李祎,李叶妮,陈子凯
(1.厦门理工学院机械与汽车工程学院,福建 厦门 361024;2.吉利汽车研究院(宁波)有限公司,浙江 宁波 315000)
气动接头在机电一体化设备中使用非常的广泛,其螺纹的连接对于整机的稳定性和可靠性具有不可忽视的作用。根据螺纹的几何外形的不同,其检测方法也是多种多样。包括三坐标机检测、轮廓投影、激光检测、显微镜测量、螺纹千分尺等。由于螺纹在设计过程中有30多个独立的几何特征和尺寸特征。按照最严格的检测标准,螺纹的关键检测特征有11个,且据报道,螺纹的中径尺寸不合格超过中径公差的150%会导致抗拉强度降低4%。目前,基于非接触式的螺纹检测也得到了一定的发展。卜晨提出使用机器视觉的方法获得螺纹的大径、小径和螺距,检测精度达到了0.1mm。孙珂琪等一种连续自动螺纹检测系统,应用LabVIEW软件实现螺纹的高精度检测。于杨提出了一种抗干扰能力强、精度高的检测方法,完成了外螺纹的大径、中径和小径的测量。本文提出一个稳定性好可靠性高的非接触式螺纹精密检测方法。采用高分辨率的工业相机,配合LED背光源,对外螺纹的关键参数进行全面有效的高精密检测。
1 图像处理原理
1.1 外螺纹基本参数
如图1所示,为待测试气动接头螺纹部分待测量关键参数。大径:与外螺纹牙顶相重合的圆柱体直径;小径:与外螺纹牙底相切的假想圆柱的直径;中径d:螺纹是由沟槽和凸起组成,当螺纹轮廓线由高到低和由低到高变化过程中,其间距相等处,上下螺纹连线之间的距离;螺距P:相邻两牙对应位置间轴向距离。
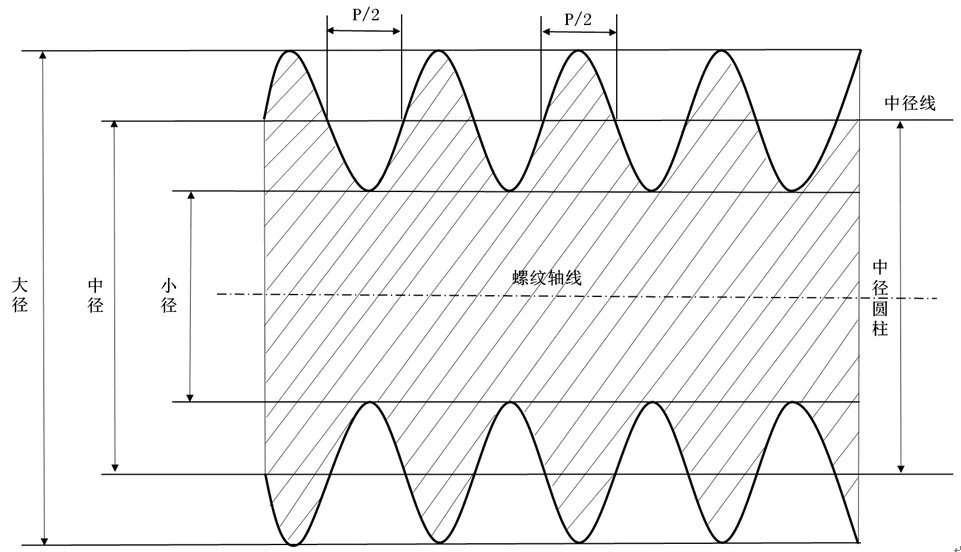
图1 螺纹参数示意图
1.2 图像处理流程
本文螺纹检测图像处理流程如下:(1)首先对图像进行剪裁,获得气动接头螺纹部分图像;(2)再进行图像的对比度和亮度的调整,颜色平面提取,将RGB图像转换为灰度图像;(3)通过查找表中指数函数进行图像增强; (4)采用图像滤波中的边缘检测Sobel算子,进行螺纹边缘提取;(5)最后进行查找表的反变换,得到提取的螺纹边缘线;(6)对相同视场下拍摄的卡尺进行尺寸标定,导入标定文件;(7)采用卡尺卡尺测量出螺纹的大径和小径尺寸,测量连续采集的20张图片。
1.3 边缘提取算法
本文经过图像预处理后,采用Sobel边缘检测算法,提取螺纹轮廓。
该算子包含水平和垂直两组矩阵,将两个卷积核与平面中的图像进行卷积运算,得到水平和垂直亮度差分的近似值。具体算法如式(1):

分别为水平和垂直边缘检测到的图像灰度值。矩阵为像素点的邻域矩阵,可以计算得到式(2)。

其中,f(x,y)像素点是点(x,y)处的灰度值。
如图2所示在边缘检测中,Canny算子和Laplacian算子背景区域的噪点较多,且边缘不够清晰,边缘灰度变化带过大,Sobel和Gradient算子边缘提取背景噪点较少,且相对于Gradient算子而言,Sobel算子的边缘非常清晰,在本文中的螺纹图像提取中可以获得更好的边缘提取,因此,采用Sobel核心算子对外螺纹边缘进行提取。
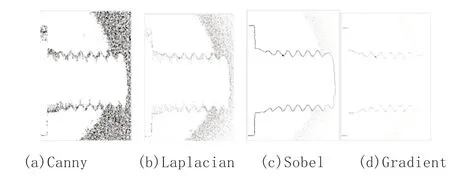
图2 典型的边缘检测算子
1.4 尺寸标定
在相同的测量环境下,测试标定尺视野大小为17.6mm×11.5mm,如图3所示为标定所用的显微卡尺在相同视场下测量得到的图像。采集图像像素大小为5496×3672,显微卡尺测量得到的尺寸为17.06×11.41mm,那么,可以计算得到图像的像素当量,根据这个标定系数可以获得外螺纹的实际测量结果。

图3 显微卡尺测得尺寸
2 实验验证
采用基恩士VHX6000超景深三维显微系统进行对比测量分析,连续采集20张图像,对20张图像进行测量后取平均值。测得型号为PC4-01气动接头的大径为4.912mm,中径大小为4.395mm,小径为3.981mm,螺距为0.833mm,测得型号为PC4-M5的气动接头的大径为9.536mm,中径为9.005mm,小径为8.381mm,螺距为0.918mm。其测量结果与本文设计的外螺纹检测系统测量结果进行对比,误差结果计算如表1所示,最大误差不超过25um,符合该螺纹加工误差最大不超过65um的设计需求。

表1 误差值对比
3 结语
本文根据气动接头外螺纹加工要求的高精密性,设计了一套快速检测其尺寸参数的自动化设备,并基于LabVIEW软件平台开发了外螺纹关键参数测量系统,通过研究图像预处理方法,获得最清晰的外螺纹图像,采用Sobel算子进行边缘提取,经过图像标定后,最后采用卡尺工具进行大径、中径、小径以及螺距的测量。整个系统检测误差较小、速度较快,能够满足实际的生产需求。