山药淀粉凝胶的3D打印特性
2021-06-30武敬楠冯蕾宋江峰李大婧李鸣张钟元张培通刘春泉
武敬楠,冯蕾,宋江峰,李大婧,李鸣,张钟元,张培通,刘春泉
(1.江苏省农业科学院农产品加工研究所,江苏南京 210014)(2.南京农业大学食品科技学院,江苏南京
210095)(3.江苏省农业科学院经济作物研究所,江苏南京 210014)
山药是日常生活中一种常见的食物,也是药食同源之物,它口感细腻顺滑,其中还含有丰富的蛋白质、维生素等营养成分,具有增强免疫力、抗氧化、降血糖等多种药理功能[1],深受广大人们的喜爱。山药中除了含有大量的水分外,还有一部分淀粉,其中淀粉占山药干物质的60%以上[2],山药淀粉含量和营养成分因品种不同而异,山药淀粉颗粒多为圆形、卵圆形,起糊温度高,热稳定性好[3],淀粉糊化后呈屈服-假塑性流体且易剪切稀化[4],且具有很强的胶凝能力,Freitas[5]等人研究发现山药淀粉形成的凝胶强度要高于木薯淀粉,同时所需的活化能也较高。淮山药淀粉良好的热稳定性以及凝胶能力等理化性质,可以作为增稠剂、稳定剂等应用在食品中,也可经后期的改性应用于黏稠食品、低透明度饮料、果冻、软糖、乳制品等加工领域[6]。
3D打印又称为增材制造(FDM),是一种基于计算机(CAD)数学模型将原材料进行分层叠加堆积的新兴技术[7]。近年来,3D打印技术已经广泛应用于工程设计、医药医学、航空航天等领域,在食品制造领域也已崭露头角。食品3D打印技术具有食品个性化设计[8]、特殊人群膳食定制[9]、操作简便[10]等优点,不需模具或工具便可打印出心仪的三维物体,既能简化生产工艺又能减少能源使用[11]。然而,食品3D打印技术还处于初步发展阶段,材料的选择也成为亟待解决的问题之一。Zhu[12]等人探索了材料的流变特性与打印适用性的相互关系,结果表明物料的流动应力,零剪切粘度和相应的印刷稳定性之间存在线性关系,物料的流动应力可以为打印物料的选择作指导,也为打印水分含量高的食物打奠定了基础。
淀粉是3D打印中应用最广泛的原料之一,本实验主要以山药淀粉为原料,探究不同浓度山药淀粉凝胶体系的3D打印特性,分析3D打印成型效果、打印精度、稳定性、色泽、质构特性、流变学特性、微观结构,为3D打印食品的开发提供理论依据。
1 材料与方法
1.1 实验材料
新鲜的淮山药,购于孝陵卫菜市场;根据王丽霞[13]等人描述的碱式提取法提取的山药淀粉。山药淀粉含量89.27±7.50 g/100 g,直链淀粉占30.32%±1.15%。
1.2 仪器与设备
食品3D打印机,杭州时印科技有限公司;HH-8数显恒温水浴锅,上海红星仪器有限公司;CT-3质构仪,美国博力飞公司;WSC-S型色差仪,上海精密科学仪器有限公司;EVO-LS10扫描电子显微镜,德国卡尔·蔡司股份公司;MAS60显微红外流变联用仪,美国赛默飞世尔科技公司。
1.3 样品制备
将山药淀粉分别按照10%、12%、14%、16%、18%、20%的质量比混合均匀,在85 ℃下搅拌糊化30 min,冷却至室温,装入料筒进行打印。
1.4 3D打印
打印过程中选取的指标分别为塑料喷头0.6 mm、挤出温度24 ℃(室温)、单层高度0.6 mm、喷头移动速度15 mm/s,内部填充密度50%,顶部和底部三层填充密度100%。打印模型是经CAD软件建立的一个高、直径均为15 mm的圆柱体。
1.5 打印精度及稳定性
用游标卡尺对打印完成及放置1 h后的圆柱体进行高和直径的测量,每个圆柱分别选取不同的方向测量三次,计算圆柱的高及直径的偏差。
1.6 流变学特性
采用流变仪(MAS60)来测试淀粉凝胶的流变性能。测试温度25 ℃,使用小振幅扫描的形式对凝胶的整个线性粘弹区进行扫描,频率从0.1到100 rad/s振荡,所有测量均在确定的线性粘弹性区域内进行,并在0.1%应变下进行,所有样品在0.1至100 s-1的剪切速率下测量弹性模量(G'),损耗模量(G")和损耗角正切(tanδ=G"/G'),每一组样品都进行三次平行。
1.7 色泽
采用手持式全自动色差计(CM-700d)对淀粉凝胶及打印圆柱分别进行色泽测定,记录样品的L*、a*及b*值,每个样品重复测量10次。
1.8 质构特性
用质构仪(CT3)对淀粉糊化后及打印后进行全质构分析,测定淀粉糊化后采用的圆柱形探头(TA5),打印后采用圆柱形探头(TA11/1000),压缩形变量为50%,测定时速度1 mm/s,循环两个周期,间隔5 s,记录硬度、内聚性、胶着性、咀嚼性指标,每个批次进行3次平行。
1.9 微观结构扫描电镜
采用扫描电子显微镜(EVO-LS10)对打印样品微观结构进行观察,将打印样品冷冻干燥,取少量样品放置在样品座上,真空镀膜仪喷镀导电层,在加压状态5 kV的作用下放大500倍进行观察。
1.10 数据处理
数据结果采用SPSS 18.0及Origin 8.0软件分别进行显著性分析和绘制图形。
2 结果与讨论
2.1 山药淀粉浓度对凝胶打印成型效果的影响
图1 为10%、12%、14%、16%、18%、20%的山药淀粉凝胶打印效果图。从图中可以看出,低淀粉浓度的凝胶体系较稀,打印出来的圆柱体不成形,纹路不清晰,相互黏连,10%的山药淀粉浓度下尤为明显;随着山药淀粉浓度逐渐增加,3D打印样品纹路逐渐清晰,成型效果越来越好,当淀粉浓度为16%和18%时呈现出较好的打印效果,条纹清晰且圆柱体完整;当淀粉浓度达到20%时,淀粉凝胶的硬度较大导致凝胶挤出困难,出现断裂不成型等现象,即材料的可挤出性与凝胶强度成反比[14]。
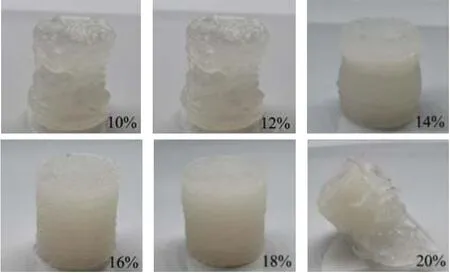
图1 山药淀粉打印成型效果图Fig.1 Effect of yam starch on printability of gel system
2.2 3D山药淀粉浓度对打印精度和稳定性的影响
打印样品的精度和稳定性能进一步分析样品的质量好坏程度,3D打印模型为直径和高均为15 mm的圆柱体。从表1可知,不同淀粉浓度的凝胶打印高度与偏差差异不显著(p>0.05),淀粉浓度为12%、14%及16%的凝胶打印直径与偏差差异不显著,但显著低于淀粉浓度为18%的凝胶样品。从表2中可知,表2的结果表明,不同淀粉浓度的凝胶打印样品放置1 h后高度差异不显著,淀粉浓度为16%时,打印样品静置1 h后的高度偏差及直径偏差较小,其中高度偏差显著小于淀粉浓度为18%的打印样品。这可能是由于淀粉浓度较低时,凝胶水分含量较大,凝胶强度较低,打印样品不易成型,且容易相互黏连,坍塌,精度及稳定性较差。这与李琳[15]等人的研究结果一致,淀粉浓度越高,形成的内部凝胶结构的持水性越强,失水率降低,因此,低浓度样品的稳定性相对较差。综上所述,当淀粉浓度为16%时,山药淀粉的打印效果最好。
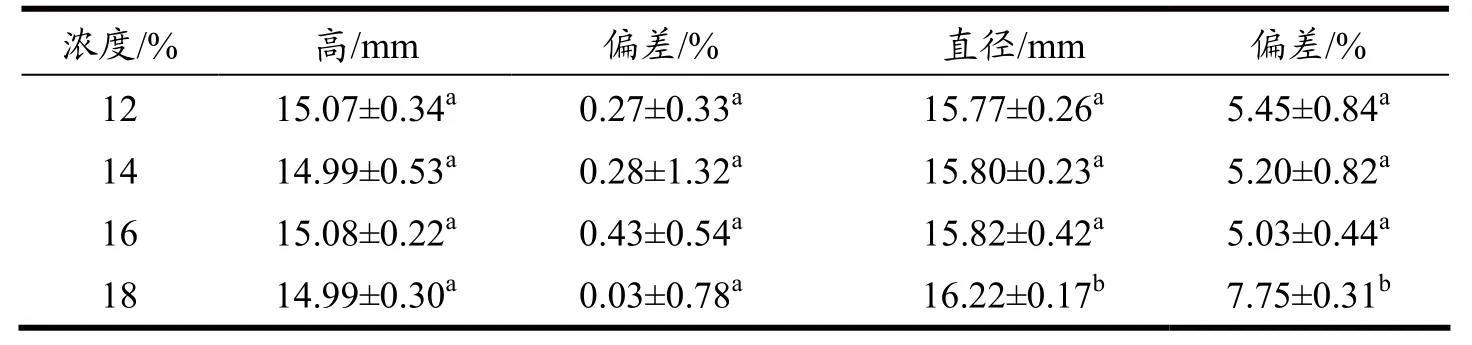
表1 不同浓度山药淀粉凝胶的打印精度Table 1 Effect of yam starch on printing accuracy of gel system
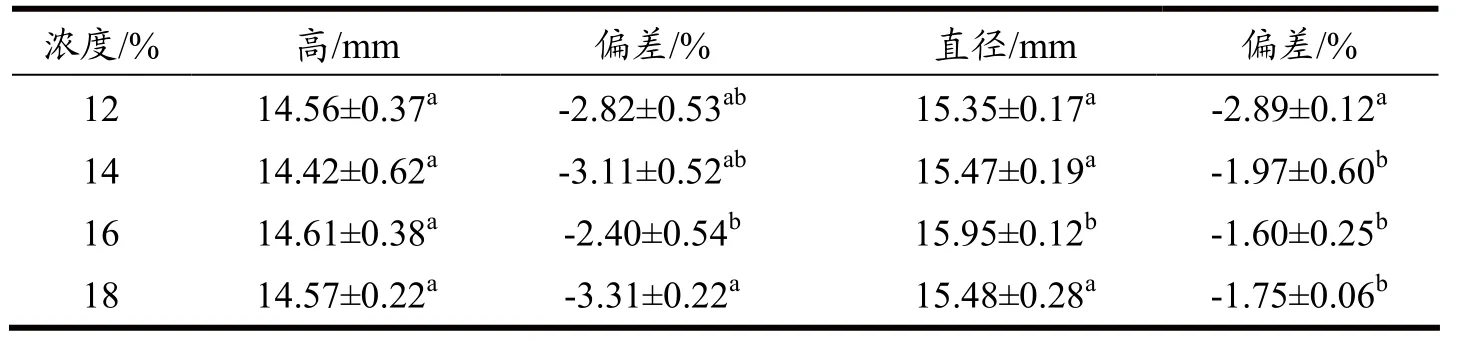
表2 不同浓度山药淀粉凝胶的打印稳定性Table 2 Effect of yam starch on printing stability of gel system
2.3 山药淀粉浓度对凝胶流变特性的影响
图2 显示了不同山药淀粉浓度对凝胶动态流变学特性的影响。从图中可知,随着剪切速率的增加,凝胶样品的表观黏度均逐渐降低,表明山药淀粉凝胶属于假塑性流体体系,具有剪切稀化行为,且随着淀粉浓度的逐渐增加,凝胶的表观粘度逐渐增加。在相同角频率下,凝胶的储能模量(G')均大于损耗模量(G"),即tanδ(损耗因子)<1,说明该体系属于典型的弱凝胶动态流变学体系,表现出更多的弹性行为,适合进行3D打印[16]。此外,随着淀粉浓度的增加,凝胶G'和G"逐渐增大,说明凝胶结构越来越强[17],同时也符合质构得出的结果。
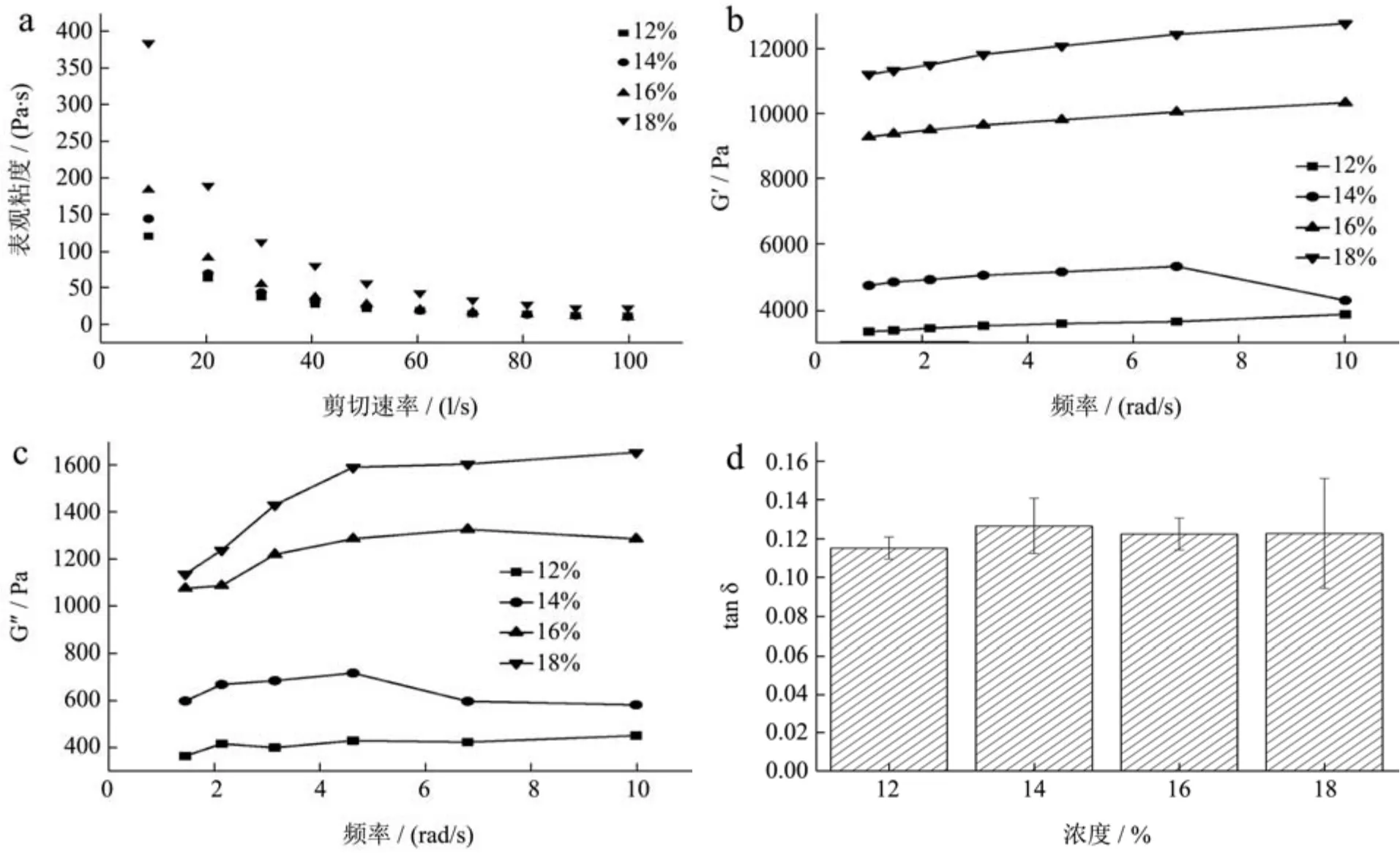
图2 不同浓度山药淀粉凝胶流变特性Fig.2 Effect of yam starch on rheological properties of gel system
2.4 山药淀粉浓度对打印样品色泽的影响
表3 为不同浓度山药淀粉凝胶以及打印样品的色泽变化,从表中可以得到,山药淀粉凝胶和打印后样品的L*、a*和b*值具有显著性差异(p<0.05),淀粉浓度越大,参与糊化的淀粉分子越多,形成的凝胶结构越强,透明度越低;另一方面,山药淀粉凝胶中存在的不易回生的淀粉分子增加,浑浊度上升[18],因此,淀粉凝胶和打印样品的L*值均减小,打印样品的L*值较打印前变小,可能是由于挤压过程中山药淀粉凝胶水分释放导致[19]。a*值和b*值均为负值,说明形成的淀粉凝胶偏蓝绿色,浓度越大,颜色越深,相比较淀粉凝胶,打印后样品a*和b*值均降低更倾向于蓝绿色,说明打印过程对物料的色泽具有一定程度上的影响,与Guo[20]等人的打印荞麦面团色泽变化规律相同。
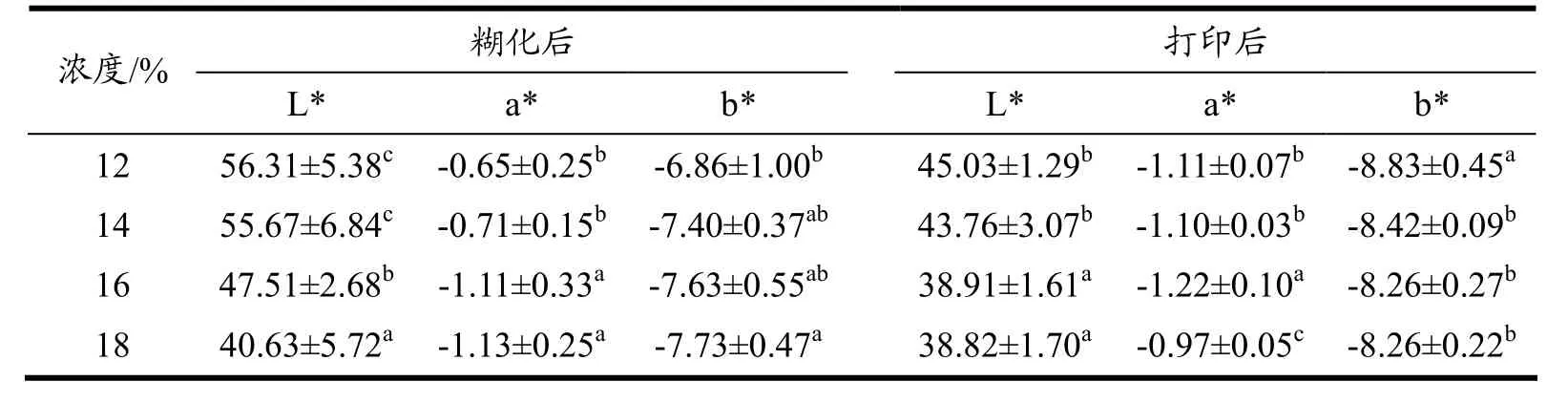
表3 不同浓度山药淀粉凝胶打印色泽Table 3 Effect of yam starch on color of gel system and printing samples
2.5 山药淀粉浓度对打印样品质构特性的影响
图3 为不同浓度的山药淀粉凝胶和打印样品的质构特性。选取了硬度、胶着性、咀嚼性、内聚性四个指标。淀粉浓度越大,形成的凝胶强度越大,淀粉凝胶及打印样品的硬度、胶着性、咀嚼性、内聚性逐渐增大。相比较淀粉凝胶,打印样品的硬度、胶着性、咀嚼性、内聚性均低于淀粉凝胶,表明打印过程对物料的质构特性影响较大,这与冯传兴等人的马铃薯淀粉打印结论一致[21]。内聚性是指内部淀粉颗粒之间的黏合力,其表现出与黏度的相关性[19],物料的黏度与打印有密切联系,黏度较大有利于打印物体层与层之间的粘连堆积,打印物体精确度更高,挤出时外力作用会破坏淀粉溶胶的网络结构,导致黏度下降,内聚性也降低[22]。
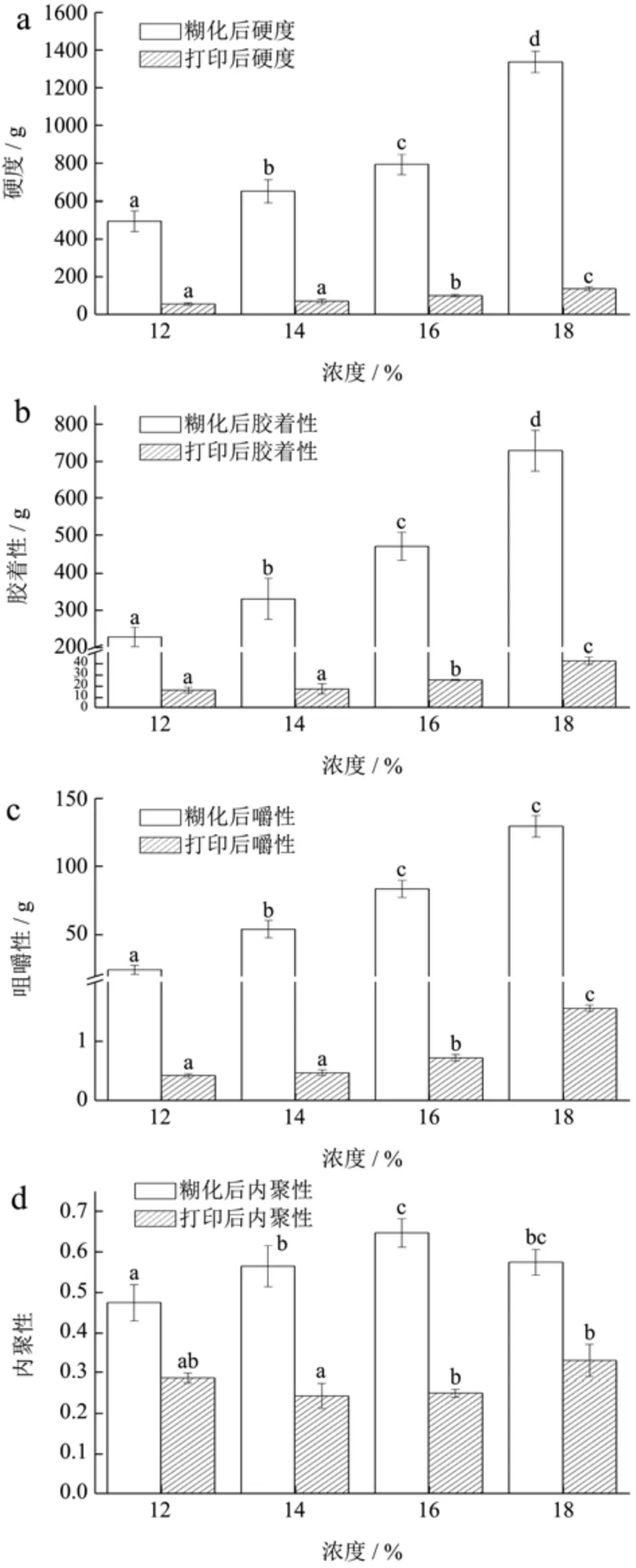
图3 山药淀粉糊化及打印后的质构变化Fig.3 Effects of yam starch on textural properties of gel system and printing samples
2.6 山药淀粉浓度对3D打印样品微观结构的影响
图4 为不同浓度山药淀粉凝胶体系3D打印样品的微观结构图。凝胶的形成是淀粉分子吸水膨胀后又重新以氢键的形式组成的网络结构[23],从图中可以明显看到,不同浓度山药淀粉凝胶都呈现出多孔网状结构,12%浓度的山药淀粉凝胶呈现出较大的孔状结构且凌乱松散,随着淀粉浓度增加,参与形成凝胶的淀粉分子越来越多,凝胶强度逐渐增大,因此网络结构更加致密,孔径逐渐减小,当山药淀粉浓度为16%时可以明显的观察到孔隙结构变得均匀紧凑,浓度为18%时,孔隙更加细小,这与黄峻榕[24]等人研究薯类淀粉凝胶特性的结果一致。
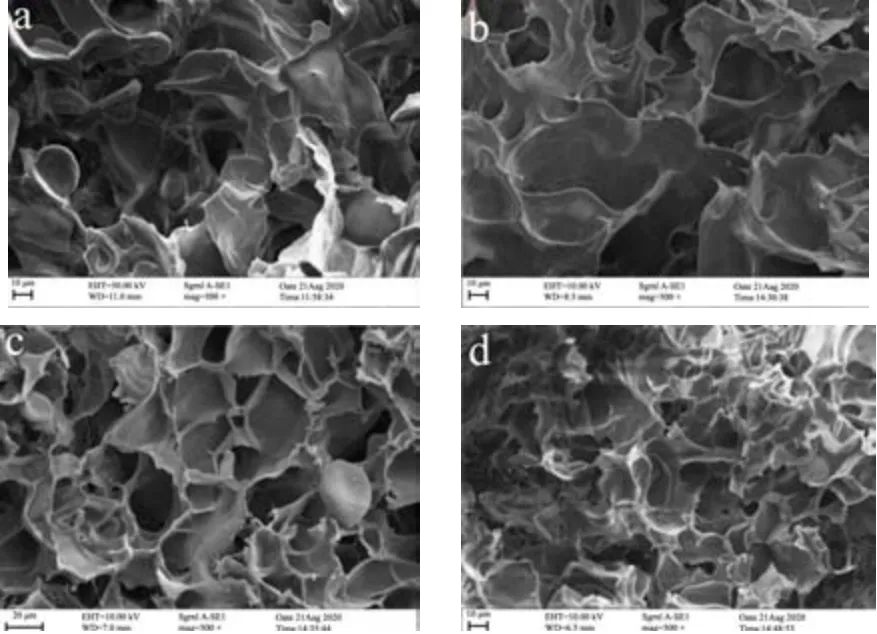
图4 山药淀粉凝胶3D打印样品的微观结构图Fig.4 Effect of yam starch on microstructure of printing samples
3 结论
山药淀粉凝胶的流变结果表明其属于假塑性流体体系,打印成型效果进一步证实了山药淀粉凝胶适用于3D打印,其中12%~18%的凝胶可以打印成型,10%和20%的凝胶因为浓度偏稀、硬度偏大而无法正常打印;随着山药淀粉浓度的增加,凝胶体系的表观粘度、储能模量(G′)及损耗模量(G″)逐渐增加,硬度、胶着性、咀嚼性逐渐增大,L*、a*、b*值逐渐减小,3D打印成型效果、打印精度及稳定性增加,凝胶内部网孔结构更加紧凑,孔洞尺寸减小。当山药淀粉浓度达16%时,凝胶体系的3D打印成型效果最好,内聚性最大,打印样品稳定性较高。
