基于模糊PID的机器人恒力磨抛控制研究
2021-06-30王红平熊梦强马国庆
王红平,熊梦强,马国庆
(长春理工大学 机电工程学院,长春 130022)
近年来,随着现代制造技术的发展,人们对各种产品的外观需求越来越高,如:卫浴产品、生活电器外壳、工艺品等,传统手工打磨加工的产品表面质量稳定性无法保证。同时加工环境非常恶劣,对工人身体有严重的危害[1]。对于企业而言,传统手工打磨不仅管理成本高,工人工资成本高,并且加工效率和加工质量也得不到保证,严重影响了企业的经济效益。所以,需要一种高效的打磨抛光方式来代替手工打磨。传统数控加工技术虽然应用更加成熟,但是通常采用刚性磨削,导致磨抛一致性比较差的工件时会出现比较大的轮廓偏差,并且对复杂轮廓加工的适应性比较差。而机器人打磨更加灵活,可以通过与各种类型的打磨工具结合来完美的避免这一情况的发生。将工业机器人与打磨工艺相结合实现全自动打磨加工是目前工业领域的研究重点之一[2]。
Farzad Rafieian等人[3]对机器人打磨工艺过程中的循环冲击振荡进行了分析。谌鸿强等人[4]研究不同粒度的磨具在打磨过程中的粗糙度变化,建立粗糙度下降与打磨前粗糙度的模型,优化磨具粒度的选择组合方案;孔袁莉等人[5]采用PLC控制打磨机器人,实现对复杂曲面的打磨抛光,并设计控制系统实现全自动打磨抛光,极大地提高了打磨加工的效率;西安科技大学学者贺文海[6]采用模糊PID控制与模糊控制相结合的方法,对掘进机恒功率控制系统进行了设计,相比于传统PID控制具有更好的动态性能和鲁棒性;杨益兴[7]进行了模糊PID控制的Simulink仿真,验证其控制灵活的特点。
本文针对机器人打磨过程中的力和位置控制进行了研究,基于对力和位置的双闭环控制,设计了相应的模糊PID控制器,将模糊算法同传统的PID相结合,利用MATLAB进行了控制仿真,最后利用机器人离线编程软件实际进行机器人恒力打磨加工实验。
1 机器人打磨系统整体方案
1.1 打磨系统工作原理
本文采用了机器人加气动打磨头的自适应打磨系统,通过上位机编写算法控制力位执行器并非完全依靠机器人的定位精度来实现压力控制,同时在上位机上利用离线编程软件对打磨路径进行规划。从而使系统具有一定的柔性。其结构原理图如图1所示。
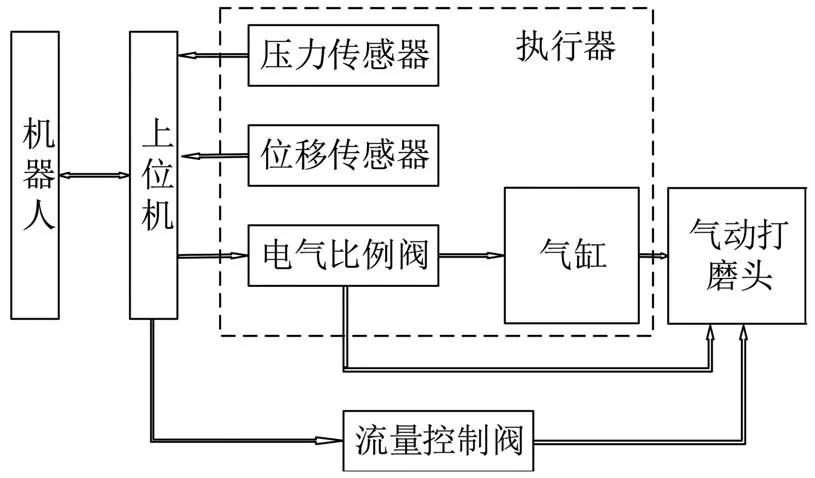
图1 系统结构原理图
由图1可以看出机器人与上位机控制器实时通讯,根据预先规划的轨迹,对打磨压力、打磨速度、执行器行程等参数的调控。上位机根据压力和位置传感器反馈的数据,控制比例阀,调节气缸的进出压力,从而对打磨压力进行控制,通过比例流量阀调节气动打磨头的转速,进一步保证了打磨质量。
1.2 系统方案设计
根据系统结构原理分析,进行整体系统设计。如图2所示,打磨机器人系统主要分为5个部分,包括机器人本体、上位机控制器、末端执行器(包含力传感器、位置传感器、气缸等元器件)、打磨工具、动力源。机器人采用发那科公司的六自由度关节型机器人,型号为M20-iA,负载能力为20 kg。

图2 打磨机器人系统构成
2 模糊PID控制器设计
2.1 机器人打磨系统控制原理
根据设计打磨的打磨机器人系统,将打磨装置简化为如图3所示的力平衡模型。
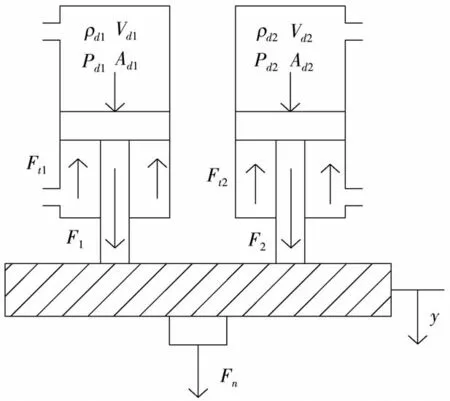
图3 打磨头执行器系统简化模型
建立力平衡方程:
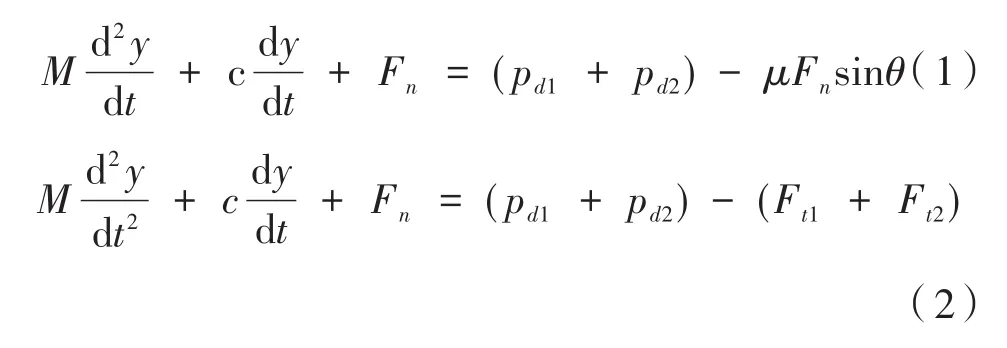
式中,M为气缸的质量;c为粘性阻尼系数;Fn为打磨头机构输出力;Ft1、Ft2为两气缸所受摩擦力;y为气缸伸缩行程;pd1、pd2表示两气缸内气体压力[8]。
将式(1)拉普拉斯变换后得到:

式中,Ad表示缸内无杆腔一侧的横截面积。在力Fn作用下,打磨头产生位移量y。等效的刚度系数设为Ke,则有:

联立方程可得机器人打磨系统输入气体压力与输出打磨力之间的关系为:

由此建立机器人打磨系统的控制方案,如图4所示。
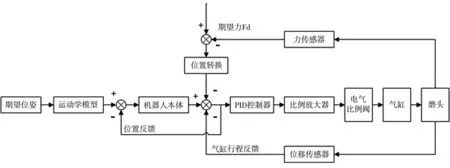
图4 基于位置控制的力/位混合控制系统框图
2.2 模糊PID控制原理
模糊PID控制器的结构如图5所示,结合实际要求,以系统反馈的压力与压力设定值的偏差e、压力偏差变化率ec为模糊PID控制器的输入变量,通过模糊推理,输出 ΔKp、ΔKi、ΔKd用来调整PID控制器中Kp、Ki、Kd的值,进而调节压缩气缸的伸缩行程,从而使系统更加稳定[9]。
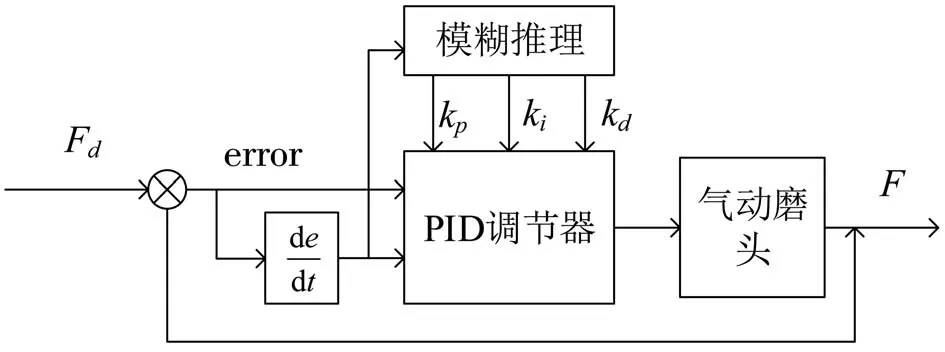
图5 模糊PID控制器结构框图
2.3 隶属度函数与模糊规则表的制定
定义压力偏差e、压力偏差变化率ec、和ΔKp、ΔKi、ΔKd的模糊子集为{NB,NM,NS,ZO,PS,PM,PB},子集中元素从左到右分别表示负大、负中、负小、零、正小、正中、正大。经实验采集相关数据分析后,可知输入偏差e和偏差变化率在[-3 3]范围内变化,所以取模糊论域为[-3,3],即e,ec={-3,-2,-1,0,1,2,3},输出值Kp、Ki、Kd物理论域为{-2,-1,0,1,2},各变量的隶属度函数为三角函数,如图6所示。

图6 隶属度函数曲线
根据压力偏差和偏差变化率综合确定模糊规则,建立 ΔKp、ΔKi、ΔKd的模糊规则,如表 1 所示。
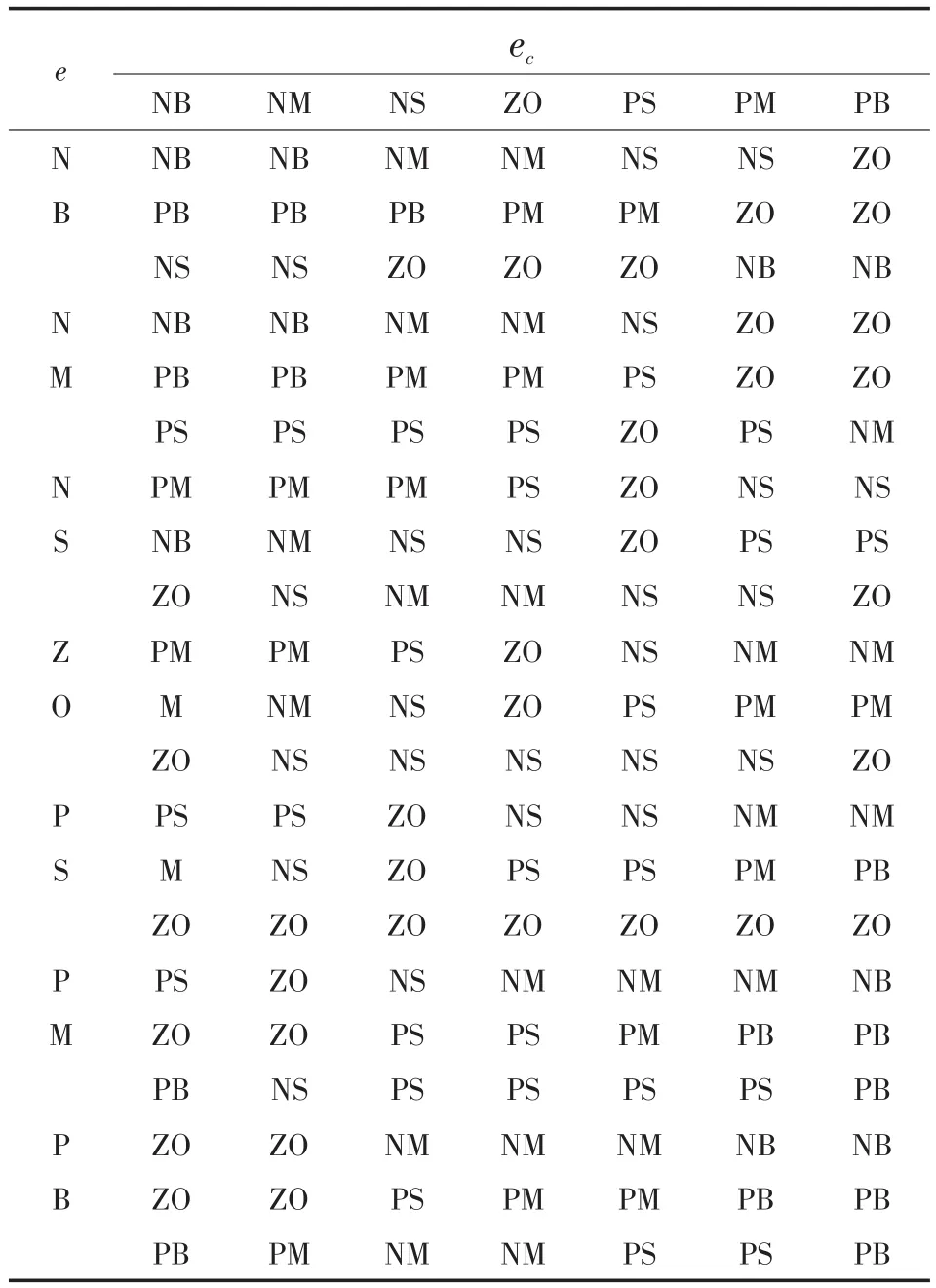
表1 模糊控制规则表
根据 ΔKp、ΔKi、ΔKd的模糊规则表动态整定PID参数,计算公式如下:

式中,K′p,K′i,K′d为上一次整定的PID参数。在线运行过程中,控制系统通过对模糊逻辑规则的结果处理、查表和运算,完成对PID参数的在线自校正[10]。
2.4 控制变量的解模糊
对模糊推理的结果 ΔKp、ΔKi、ΔKd的模糊量进行解模糊化操作,本文采用的解模糊方法为重心法,其表达式为:
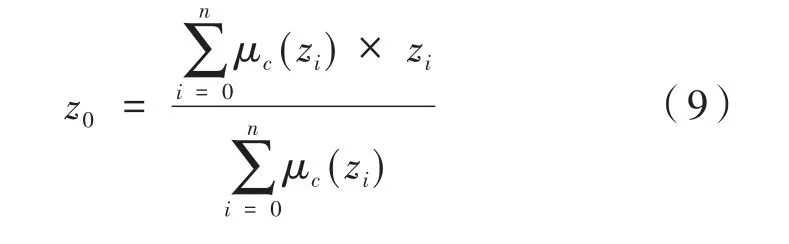
式中,z0为模糊控制器变量解模糊后的精确值;zi为模糊控制量论域内的值;μc(zi)为zi的隶属度值。
模糊PID参数整定是找出PID三个参数与e和ec之间的模糊关系,在运行中通过不断检测e和ec,根据模糊控制原理对三个参数进行在线修改,以满足不同e和ec时对控制参数的不同要求,而使被控压力有良好的动、静态性能[11]。
2.5 算法流程
机器人打磨过程中工作流程图如图7所示。
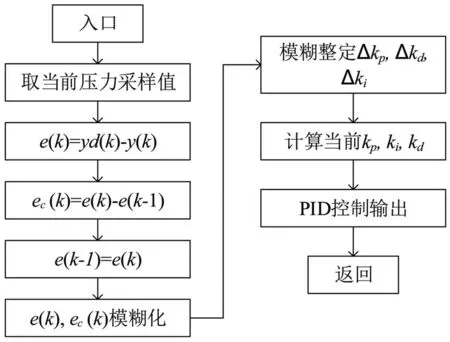
图7 模糊PID算法流程
3 仿真分析
Simulink中搭建相应的控制系统模型,如图8所示,将传统PID控制与模糊PID控制同时仿真进行输出曲线对比。结果如图8所示。对磨抛加工过程中采用的模糊PID控制系统进行仿真分析。结果表明参数自整定模糊PID控制系统响应速度提高,超调量降低,稳定性更好。仿真效果如图9所示。
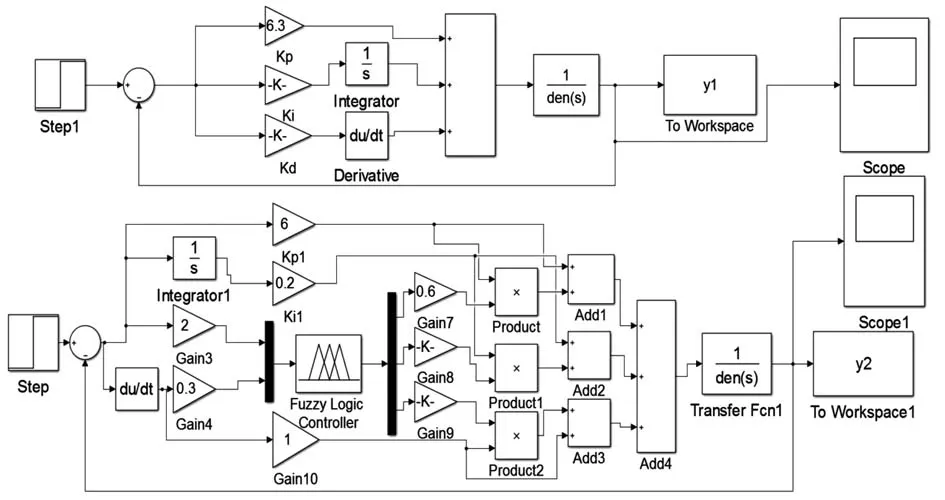
图8 系统控制模型
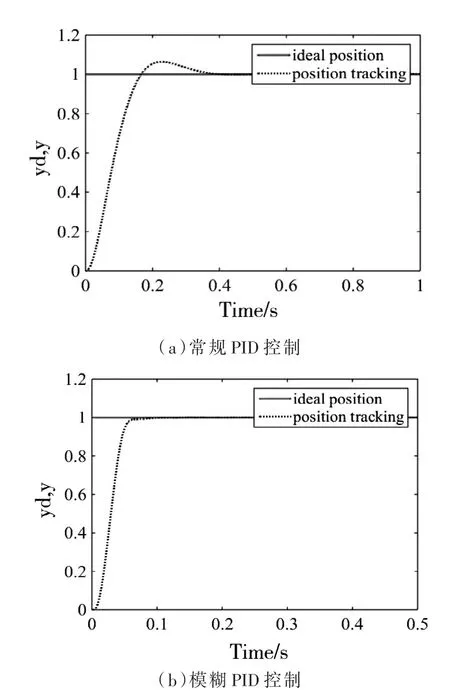
图9 系统仿真对比图
4 实验验证
根据设计的打磨机器人系统方案实际构建的打磨平台如图10所示。

图10 机器人恒力打磨平台图
对平面进行打磨实验,预设输出压力为10 N,打磨头进给速度为10 mm/s,通过上位机离线编程软件对平面加工路径经行规划,得到现场机器人工作时打磨头的实时受力曲线和位置曲线如图11和图12所示。
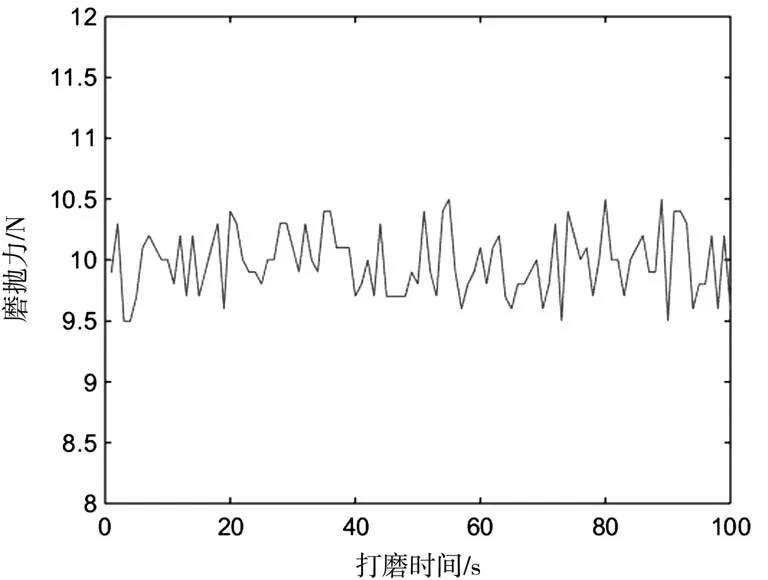
图11 上位机实际打磨时力输出曲线图
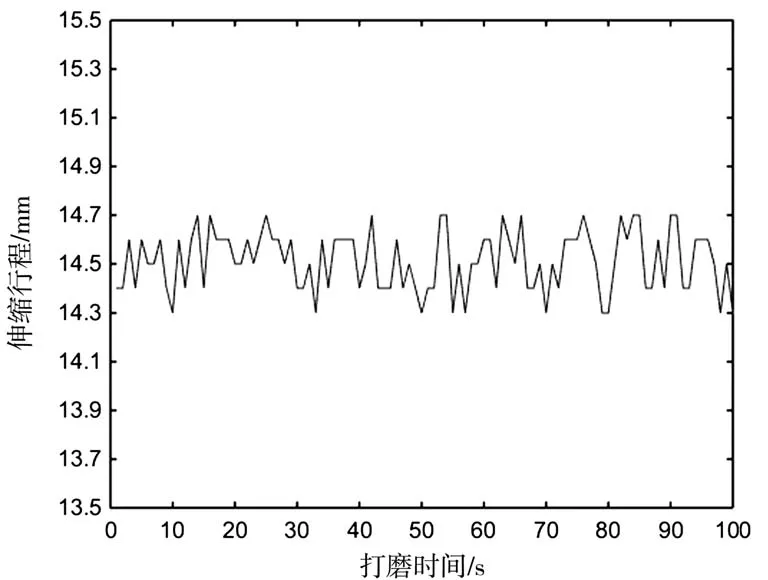
图12 上位机实际打磨时位置输出曲线图
观察上位机监控软件得知实际加工时打磨压力在9.5~10.5 N之内波动,气缸的伸缩行程在14.3~14.7 mm之内波动。两者精度都满足实际加工的控制要求,实现了很好的平面和曲面打磨。打磨后的工件表面对照如图13所示。
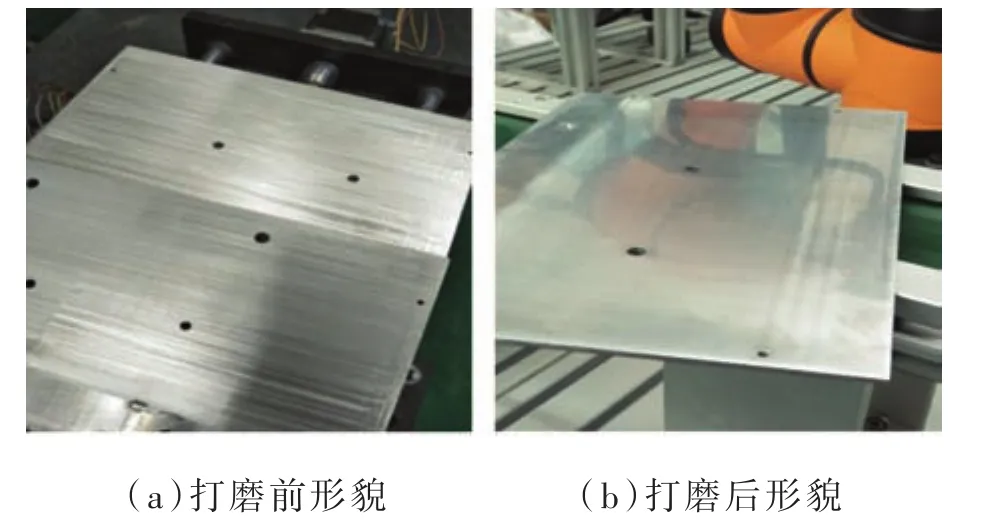
图13 工件打磨前后对比图
明显可见打磨过的表面几乎看不见划痕且比较光亮,而未加工的表面划痕很明显。
在打磨后的工件表面随机取30个点进行表面粗糙度测量,测量结果如图14所示。粗糙度Ra测量结果在0.18~0.21μm区间波动,平均粗糙度为0.20μm,工件表面质量得到了极大地提升,可见恒力打磨的精度是符合预期要求的。
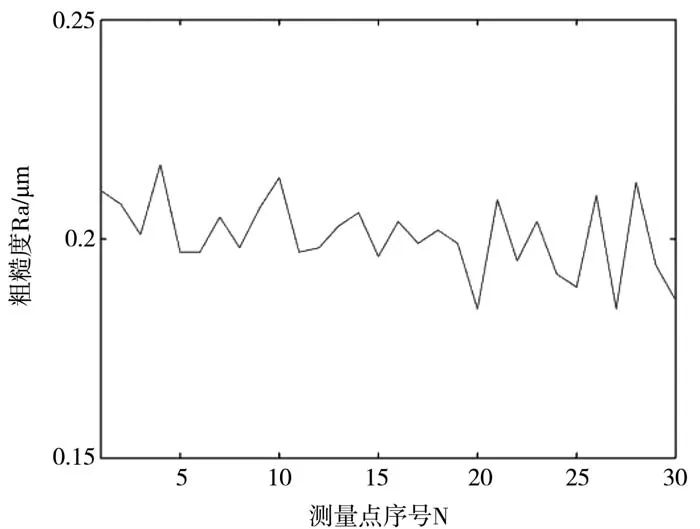
图14 打磨后工件粗糙度分布图
同时采用NT1100光栅表面粗糙度测量仪对工件打磨前后表面以及轮廓分析,得到结果如图15所示。其中打磨前(图15(a))的粗糙度平均为1.21 μm,打磨后(图15(b))的粗糙度平均为0.20μm,粗糙度得到了极大的降低。可以观察到打磨前存在明显的高度差,且存在明显沟壑;而打磨后工件表面高度差基本一致。
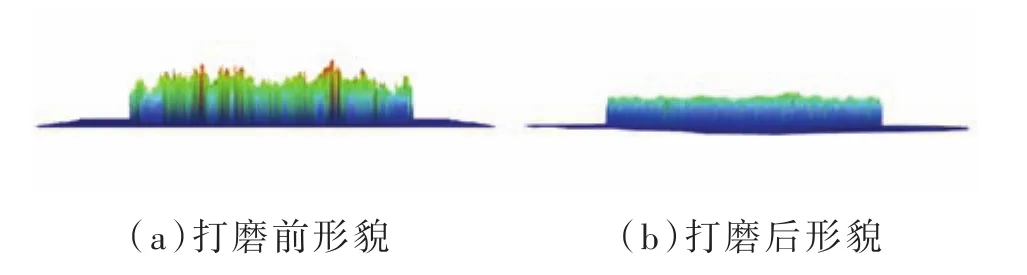
图15 打磨前后表面形貌图
5 结论
机器人打磨过程中压力的稳定性直接影响到加工后的工件表面质量。打磨过程中的压力和位置控制受到工件本身的表面形貌、磨头转速、力执行器精度、系统刚度等综合因素影响,是典型的非线性系统,很难保证力的稳定性。本文通过对打磨头的受力和位置进行混合控制,通过构建打磨平台进行实际的平面打磨实验,得到了相比于手工打磨更好的表面光洁度和更低的表面粗糙度。
(1)基于模糊PID控制算法下压力的波动范围为±0.5 N左右,位置控制精度约为±0.2 mm,且具有良好的稳定性和动态性能。
(2)相对于传统无力反馈仅仅基于机器人位置的打磨系统而言,采用模糊PID方法对机器人打磨过程中的压力进行控制,得到的工件表面平均粗糙度Ra约为0.20μm,且表面分布光亮均匀,无明显划痕。