袋栽食用菌液体菌种接种机智能控制系统设计
2021-06-30徐名汉景全荣马显军陈月锋黄允魁
张 晔,徐名汉,景全荣,马显军,陈月锋,崔 亮,黄允魁
(1.中国包装和食品机械有限公司,北京 100083; 2.中国农业机械化科学研究院,北京 100083;3.北京金轮坤天特种机械有限公司,北京 100083)
0 引言
我国食用菌种类丰富,种植食用历史悠久。食用菌富含蛋白质、氨基酸,低脂、低热、易消化,符合现代人们健康饮食的需求。目前,我国食用菌产值占比在农业中仅次于粮油果蔬,居第5位[1-3]。2000年全国食用菌总产量为660多万t(鲜品,下同),2019年发展到3 933.87万t。按品种统计,产量在前3位的品种依次是香菇、黑木耳和平菇,成为我国食用菌3大种植品种。袋栽食用菌已占我国食用菌栽培总量的70%以上,成为我国食用菌产业的主要栽培方式[4]。但袋栽设备的技术发展还相对滞后,特别是液体菌种接种环节,尚处在人工接种状态,机械化程度较低,很难保证接种时的清洁度,极易造成杂菌感染,而液体菌种具有纯度高、活力强和繁殖力快,以及接入到培养基内具有流动性好、萌发快、发菌质量高和出菇周期短的特点,有着固体菌种不可比拟的优越性,成为食用菌行业的菌种发展方向,因此开发袋栽食用菌液体菌种高效接种技术与装备是食用菌规模化发展和安全生产的必然要求,开展液体菌种接种机智能控制系统研究是当务之急[5-7]。
食用菌自动化设备在控制上广泛采用可编程逻辑控制器(PLC)及伺服控制系统[8-9]。PLC在工厂化生产中抗干扰性强、稳定性高,友好的人机交互平台及多样的通讯接口为生产提供了更加智能化的操作体验。伺服控制系统通过通讯接口与PLC互联,可增强机械动作的精准性[10]。本文研究设计一种以PLC为核心的袋栽香菇液体菌种接种机智能控制系统,实现对不规则形态的袋栽香菇菌棒的上料、打孔、接种、贴膜四位一体功能。实践表明,装备本智能控制系统的袋栽香菇液体菌种接种机运行稳定、可操作性强、接种量准确、接种效率高,种穴贴膜成功率高达95%以上,可以满足袋栽香菇规模化生产液体接种的需要。
1 工作原理与控制要求
袋栽香菇液体菌种接种机结构如图1所示。从左往右依次为上料工位、打孔工位、接种工位和贴膜工位。
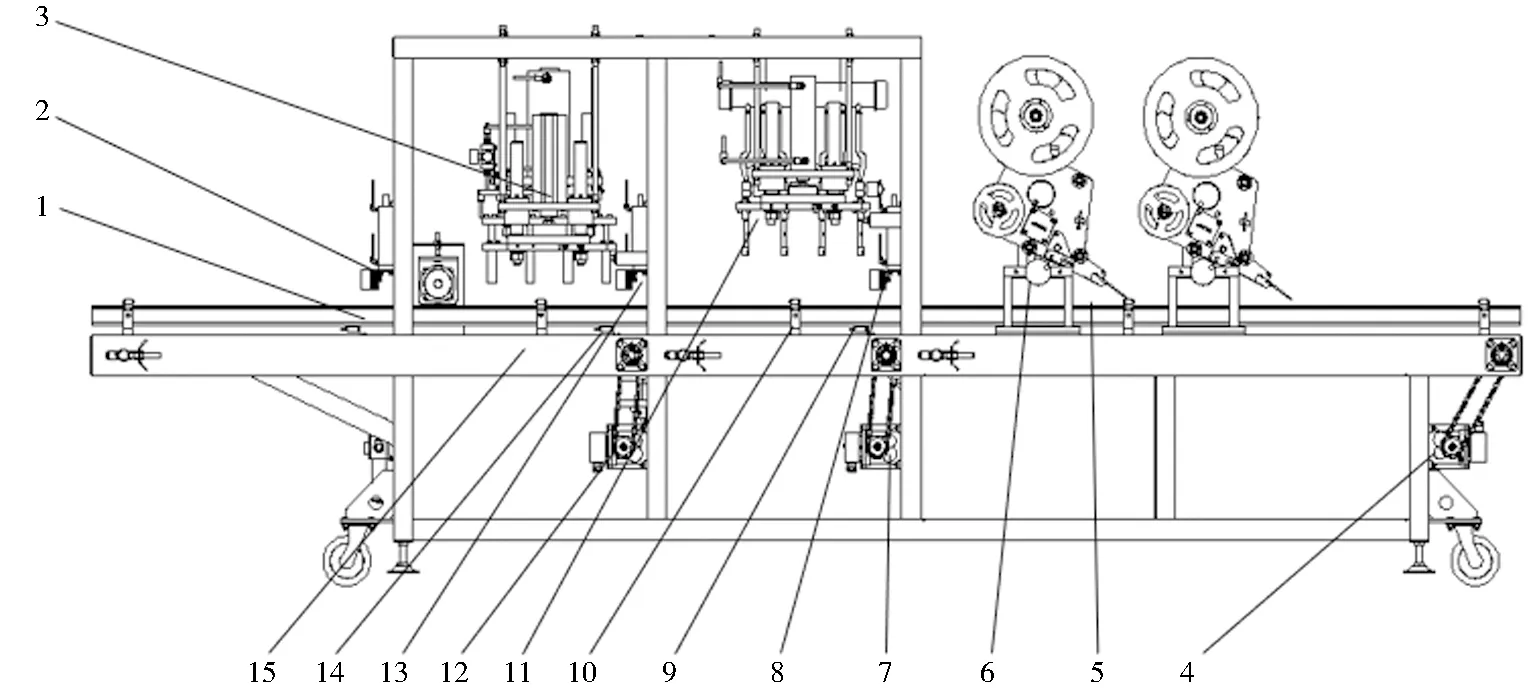
1.上料检测传感器 2.上料挡板 3.打孔气缸 4.输送带3电机 5.贴膜光纤传感器 6.贴膜步进电机 7.接种挡板 8.输送带2电机 9.接种工位检测传感器 10.接种工位夹板 11.接种气缸 12.输送带1电机 13.打孔挡板 14 .打孔工位检测传感器 15.打孔工位夹板图1 接种机结构Fig.1 Structure of inoculator
该接种机适用于香菇菌袋尺寸为170 mm×550 mm(折径×长度),充填扎口后尺寸为108 mm×420 mm(直径×长度)的香菇菌棒,传送带上可供4根菌棒同时作业,每根菌棒可接种4个孔穴,完成一次作业共接种16孔穴。香菇菌棒液体接种工艺由打孔、接种和贴膜3个工序组成,每道工序之间为连续作业。打孔工序作用是为菌棒接种菌液提供种穴,包括菌棒上料、菌棒输送、菌棒定位、菌棒夹持和菌棒打孔动作,接种过程时序如图2所示。接种工序作用是在菌棒上打好的孔内接种菌液,包括菌棒输送、菌棒定位、菌棒夹持和菌棒接种动作。贴膜工序作用是保证接种的菌液不受外界细菌感染,包括菌棒输送、信号检测和菌棒贴膜动作。
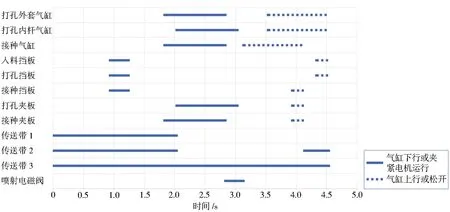
图2 接种时序Fig.2 Timing of inoculation
打孔子程序包括上料和打孔两个工位的控制,两个工位共用一条传送带。上料工位位于设备最前端,可由人工手动上料,也可由机械手自动上料,但无论人工或机械上料,4个菌棒不可能整齐归一,为防止个别菌棒没有对齐造成的打孔、接种和贴膜工作错乱,上料工位采用全通道光电检测智能识别,特在挡板前端每个菌棒通道上分别设有1个光电传感器,对每个菌棒到达位置进行检测,当4个光电传感器全部得电,则说明4个菌棒全部到位,进行上料等待。待打孔工位已完成上一组菌棒打孔作业发出指令后,上料挡板抬起,后续菌棒方可进入打孔工序。当菌棒全部离开上料工位,即4个光电传感器全部失电后,挡板下降,等待下一批菌棒上料。
打孔工位位于上料工位之后。由于菌棒打孔时,培养基料挤压易变形,因此在打孔工位左右设有对中夹板,打孔时夹板夹紧菌棒,防止菌棒因打孔变形过大而产生错位。菌棒到达打孔工位后,位于打孔挡板前的光电传感器得电,传送带1停止运行,打孔夹板夹紧,打孔气缸下降并完成打孔。打孔气缸运行至中位,且接种工位空闲时,打孔挡板上升、传送带1运行,菌棒进入接种工位。当菌棒全部离开打孔工位,挡板下降,等待下一批菌棒到达打孔工位。
接种子程序包含接种工位的控制。接种工位位于打孔工位之后,和打孔工位一样,接种工位也设置了挡板和左右夹板,以确保接种定位准确。接种装置上方设有菌液缓冲压力罐,接种时保证压力均衡,工作一次可完成4根菌棒共16孔的均匀喷射接种。
贴膜子程序包含贴膜工位的控制。贴膜是接种机自动化难度最大的部分,其控制难点在于菌棒前端形状不规则、外径尺寸不一致,导致位置检测难度增大。一组4孔位连续贴膜,对贴膜精度要求较高。采用光纤传感器,通过检测菌棒高度与接种孔的高度差异,判断接种孔的位置,控制步进电机位移,完成贴膜,步进电机的位移由PLC发出高速脉冲数控制。
2 控制系统设计
2.1 总体设计
液体菌种接种机共设有上料、打孔、接种和贴膜4个工位,其中上料和打孔共用一个输送电机。上料、打孔、接种和贴膜4个工序相互独立又存在关联。当任意工位出现故障时,其前段工序全部停止,后段工序可继续工作到本次作业结束。本系统涉及生产节拍控制、顺序控制、报警系统和数据整理等控制方式。控制终端:传送带变频电机;贴膜步进电机;打孔、接种、送料挡板、打孔挡板、接种挡板、打孔夹紧、接种夹紧气缸。其中挡板用于菌棒的前后定位,夹紧气缸用于菌棒的左右定位。信号发送设备:送料、打孔、接种光电传感器;全部气缸动作到位信号;贴膜定位光纤传感器。
2.2 硬件系统设计
本系统硬件设计如图3所示。PLC使用西门子公司的S7-1200系列产品。S7-1200系列产品可靠性高、支持协议多样并带有丰富的扩展模块,在生产的各个领域具有极其广泛的应用。CPU选用型号为1214C,本机带有1个IE通讯,可与变频器、触摸屏和编程电脑通讯。带有4轴控制功能,可发送4组高速脉冲,满足贴膜机4台伺服电机控制的要求。另外,该CPU可连接7个扩展模块,满足本系统数字量I/O点的要求。
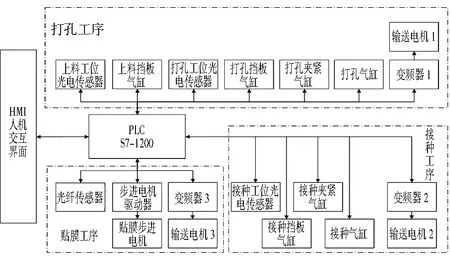
图3 硬件系统设计Fig.3 Hardware system design
目前,多数控制系统采用模拟信号控制变频器,这种方式在硬件上不但增加了AI/AO模块,而且由于模拟量信号在传输过程中存在干扰,很难达到精确控制的要求。为避免上述问题,本系统变频器选用内置有IE通讯接口的西门子公司G120C系列产品,PLC通过IE通讯端口变频器进行通信,对电机转速进行设定,同时读取变频器的相关运行参数。
选用欧姆龙小型光电传感器,其外形小巧、安装简单、检测精准,用于检测菌棒到位。选用松下FX-551系列光纤传感器,可检测菌棒孔的位置及深度,用于贴膜定位。
2.3 软件系统设计
软件设计采用西门子博途(TIA Portal V15.1)软件平台,该平台集成了STEP 7、WinCC和SINAMICS Startdrive等设计软件,在同一平台上即可完成程序编写、HMI设计及变频器的调式工作,极大地增加了设计的协同性,减轻工作量。
系统包括主程序、打孔子程序、接种子程序、贴膜子程序、报警子程序、数据统计及参数设定子程序。系统设有初始化过程,确保系统上电处于安全状态。主程序流程如图4所示。打孔子程序、接种子程序和贴膜子程序流程如图5所示。所有气缸及单机都带有手动模式,方便设备检修。当设备故障时,会触发报警,并在触摸屏上显示报警信息。数据统计功能可统计一个生产周期的产量,方便汇总。
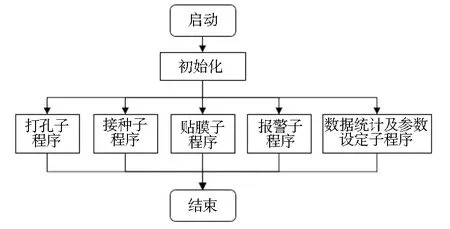
图4 PLC主程序流程Fig.4 Flow of PLC main program
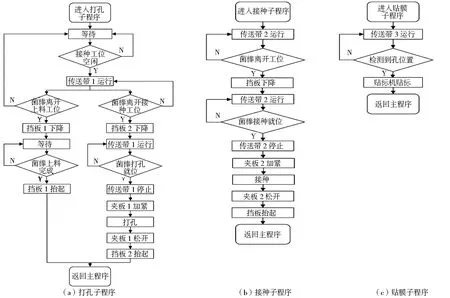
图5 PLC子程序流程Fig.5 Flow of PLC subroutine program
接种机正常工作时处于全自动运行状态,当菌棒或设备发生异常时会自动发生警报,并精确显示故障点及排除故障方式。故障排除后,用户可根据现场情况选择在当前状态下继续自动接种,也可重新初始化设备后再继续自动接种。
2.4 HMI设计
PLC与HMI的连接使用IE通讯。HMI选用西门子公司推出的SIMATIC HMI设备TP900,并使用西门子设计软件WinCC Advanced V15进行画面设计。
HMI画面包括设备总览画面、贴膜画面、参数设置画面及手动操作画面,如图6所示。总览画面可 监控接种机的运行状态,包括传送带电机、气缸位置和传感器状态等。贴膜画面可监控4个贴膜机的状态,以及参数的修改。全部系统参数均可在触摸屏上进行修改,包括各个气缸动作的延时等。实践证明,恰当地调整气缸工作时间间隔,可最大程度增加接种机的工作效率。
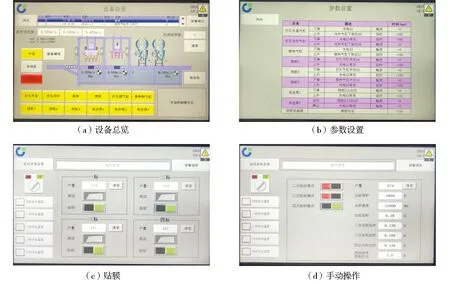
图6 触摸屏画面Fig.6 Pictures of touch screen
3 试制与试验
设计的智能控制系统安装布置在试制的接种机上,如图7所示。经负载试验,该机可在辅助上料的情况下,连续自动完成打孔、接种和贴膜作业,抗干扰能力强,故障率低。经过反复测试调整各时间参数、贴膜参数,不断优化逻辑关系参数,最终达到每组菌棒接种时间为4.5 s,实现接种效率3 200袋/h,贴膜成功率>95%。

图7 接种机样机Fig.7 Prototype of inoculation machine
4 结论
本控制系统使用Profinet工业以太网通讯技术实现了PLC、变频器和HMI间的数据传输。提供以太网接口,可加入企业内网,方便客户读取数据信息,为实现工业4.0打下基础。全部设备均可在操作屏上进行监控;全部系统参数均可在触摸屏上进行修改;设有手动/自动切换功能,方便设备维修;设有报警功能,保证安全生产;设有数据统计功能,方便企业管理。
袋栽香菇液体菌种接种机控制系统经过测试,全部信号、电机和气缸运转正常,一次作业可完成输送、打孔、接种和贴膜动作,实现产能3 200袋/h,经生产试验,设备运转平稳,开发的智能控制系统操作方便,系统稳定,该机既可单机使用,也可方 便与生产线并线联动使用,整体技术填补了国内空白,该机研制成功,将为我国袋栽食用菌产业生产模式的转型升级提供装备。
