下片铺纸包装设备设计及应用
2021-06-29杨丽萍林江平竺肖君冯达贤俞晓彬
杨丽萍 ,林江平,竺肖君 ,杨 乐 ,冯达贤,俞晓彬
(1.中建材智能自动化研究院有限公司,杭州 310015;2.中建材(宜兴)新能源有限公司,宜兴 214200)
目前光伏玻璃深加工的生产过程中,产品铺纸包装直接影响产线的产能和产品质量。现有技术中与机器人配合的铺纸机一般由机架、装料机构、铺纸机构、堆垛机构和升降机构组成,铺纸机构安装在升降机构上,堆垛机构安装在机架内部与铺纸机构的下方,这种铺纸机在工作时,纸张经装料、铺纸机构送出,铺纸机构上设有用于辅助纸张铺平的吹气机构,即在气流的辅助下纸张可铺设在叠合玻璃片上,随着叠合玻璃片数量的累积,叠合玻璃片的高度不断增加,与之相对应的升降机构会随之调整,即整个铺纸机构会随着叠合玻璃片的高度变化而上下调整,当叠合玻璃片到达预设高度时,铺纸机停止动作。此时,需要人工操作物料搬运车从铺纸机正面将堆垛系统中已经堆好的叠合玻璃片运走,此后,铺纸机才能继续工作。上述过程存在如下缺陷:铺纸机构及吹气机构均需随着纸张堆垛上升下降,吹气出纸工艺也限制了纸张必须具备一定的厚度及环境的要求,采购和使用成本高,操作步骤繁琐,导致铺纸效率较低[1]。
1 总体设计
1.1 总体结构设计
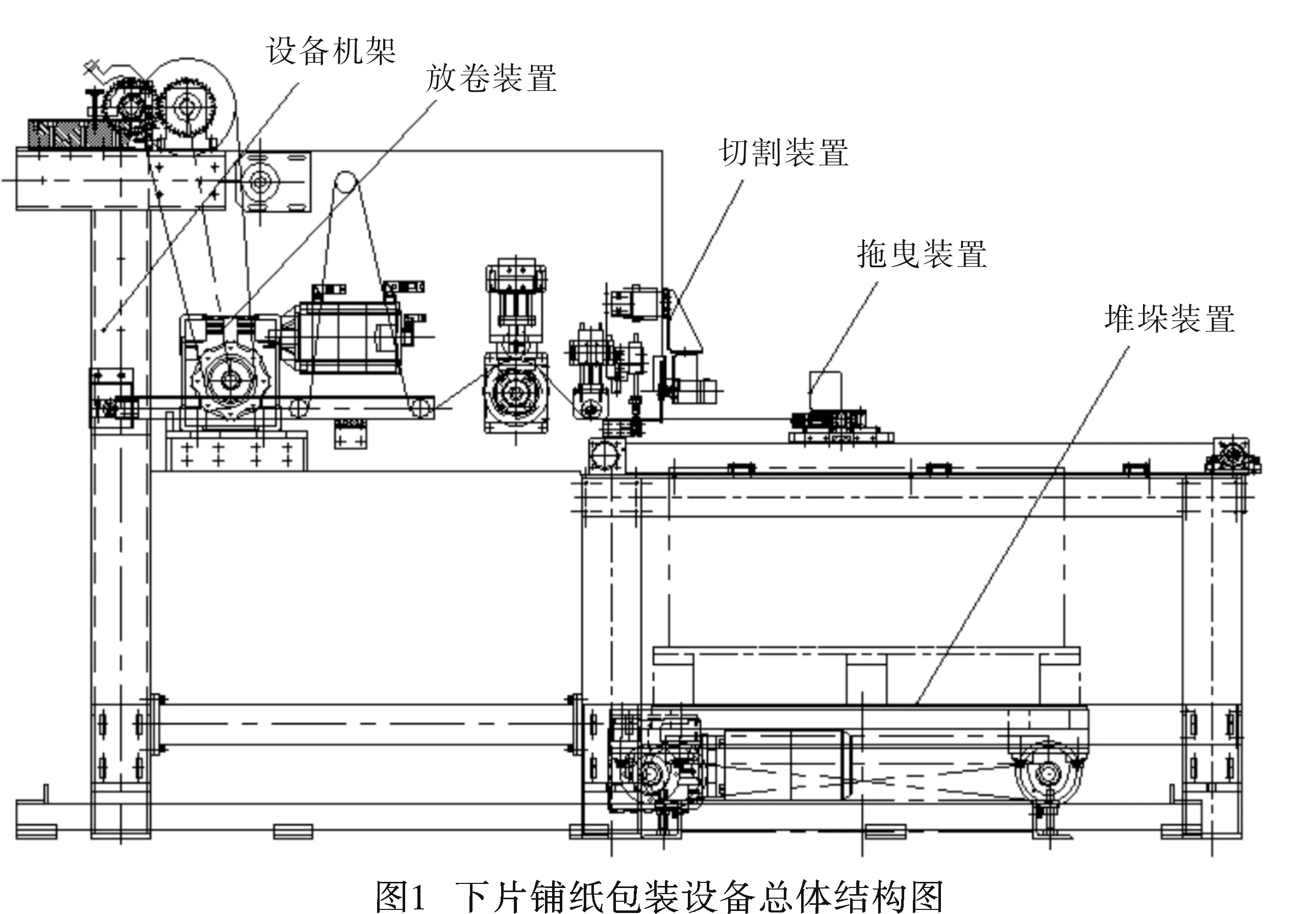
下片铺纸包装设备包括:设备机架、放卷装置、切割装置、拖曳装置、堆垛装置和控制器;放卷装置、切割装置和拖曳装置依次固定设置在铺纸机的机架上,堆垛装置用于放置玻璃,放卷装置用于装载纸卷并释放纸张,拖曳装置通过伺服定长牵引输送相结合将纸张铺设至堆垛台,切割装置用于切割纸张以得到定长纸张,放卷装置、切割装置、拖曳装置和堆垛装置均与控制器电连接。下片铺纸包装设备总体结构如图1所示。
1.2 工作原理
铺纸包装设备安装就位于玻璃深加工线的下片工位离线侧,所需规格的纸卷由操作工穿入气胀轴后经叉车抬高放置在设备的装料导轨上,人工推动气胀轴两端的轴承滚动至其一端的齿轮与主动放卷动力设置的齿轮相啮合为止[2],人工牵引纸张经恒张力机构的摆辊、过渡辊、伺服定长输送胶辊至切割装置处的压紧机构处,完成装卷上料工序;拖曳装置中的夹爪通过直线往复运动将纸张铺设至堆垛台上,同时放卷装置也完成了后续纸张的定长输送,待液压站顶升堆垛台升至设定的叠合高度,将一下片玻璃平放叠合后,切割装置驱动无刷电机直线行走,将纸张定长切割;液压站紧接着下降设定行程,拖曳装置中的夹爪通过直线往复运动继续将纸张铺设至堆垛台上,如此反复,完成下片铺纸包装工艺。
2 主要部件设计
2.1 放卷装置设计
放卷装置主要包括装料机构、放卷驱动机构、恒张力机构、输送驱动机构、过渡机构和压紧机构,如图2所示。
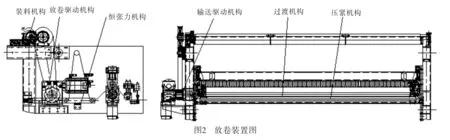
装料机构设计有气胀轴,两端分别装配有深沟球轴承,可与固定于设备机架的装料导轨相对直线位移,并通过相应的轴承紧固件作位置固定,方便纸卷更换,并省力省时。气胀轴一端通过键连接一从动齿轮,该从动齿轮与放卷驱动机构中的主动齿轮相啮合,动力由放卷电机驱动同步带传递[3]。恒张力机构有摆臂轴,摆臂及摆辊。摆臂轴一端连接有编码器。输送驱动机构设计有伺服电机驱动的定长输送胶辊,在该胶辊上方设置有可提升气缸的上压胶辊。过渡机构设计有无动力铝辊。压紧机构设计有提升气缸的铝合金压紧组件,在该组件下方设置有固定于两侧机架的不锈钢托板,该托板设计有相应的锯齿形开口[4]。纸卷上料后通过上述机构,纸张依次穿过摆辊、固定过渡辊、伺服定长输送胶辊及无动力铝辊至压紧机构处的固定不锈钢托板,通过编码器信息反馈由相应的电机驱动控制,实现纸张的恒张力,完成放卷装置的主动放卷功能。
2.2 切割装置设计
切割装置主要由圆刀、无刷电机、直线运动模组、静电棒、拖链、防护罩组成,如图3所示。

切割装置设计有一钨钢圆刀片及防护罩,该圆刀采用相嵌合的两个铝制零件通过紧定螺钉固定于无刷电机旋转轴上[2],方便圆刀拆装更换。圆刀运动组件通过安装架固定于直线运动模组的移动滑块上。该模组固定安装于机架横梁的侧面,该横梁上方安装有拖链槽,便于拖链行走。模组下方通过安装架固定有一静电棒,可实现纸张出料过程中静电的去除。在机架的两外侧设置有固定的不锈钢防护罩,避免安全事故发生。纸卷经过装料机构定长输送所需尺寸后,由切割装置中的直线运动模组带动圆刀运动组件直线行走将纸张切断。
2.3 拖曳装置设计

拖曳装置主要由气爪、直线运动模组、铝型材组件、静电棒、拖链组成,如图4所示。
拖曳装置设计有两根平行放置的直线运动模组固定于机架两侧,在其中一侧安装有拖链槽,便于拖链行走。安装有多组气爪的铝型材组件的两端通过安装架分别固定于两根直线运动模组的移动滑块上,每组气爪通过可调节支架固定于铝型材一侧,气爪选用小型气动手指,手指内侧上下设计有特殊尼龙材质制作的接合块,易于纸张夹紧。铝型材组件的后侧安装有一静电棒,可实现拖曳过程中对玻璃表面静电的去除。两直线运动模组动力通过连接轴传递,确保两模组同步运动实现铝型材组件的拖曳动作。放卷装置和拖曳装置配合工作,将纸卷展开并平铺至堆垛台面上。
2.4 堆垛装置设计
堆垛装置主要由活动托盘、移动小车、行走导轨、液压站、拖链、木托组成,如图5所示。

堆垛装置设计有一碳钢矩管焊接而成的活动托盘,并设计有一定的装配关系相嵌于移动小车上,托盘的上方放置有木托。移动小车通过减速电机驱动可在铺设于地面导轨上在堆垛工位和叉车叉取工位之间做直线运动。小车的一侧地面上安装有拖链,便于小车运动过程中驱动电机和检测件电缆线的布置。在堆垛工位处的地面固定有一液压站,设定液压站的最低平台高度满足小车出料上料行走。当设备处于堆垛铺纸过程中时,小车运动到堆垛工位,处于正下方的液压站将活动托盘顶起。当设计的堆垛台面升至设定的叠合高度时,拖曳装置的气爪直线运动将纸张铺设在堆垛台上,然后液压站提升一定行程,待玻璃叠合且纸张切割后,液压站再下降一定的行程,待下一纸张的铺设。
3 结 论
随着玻璃制造技术的不断提高,玻璃深加工生产线节奏会越来越快,所需要的质量及效率也会不断提高,这就要求相应的产品加工配套设备的产能提升,运行要求可靠平稳性能更高。该文设计的下片铺纸包装设备,相比传统的铺纸设备,增加了主动放卷及拖曳功能,采用了新的堆垛装置,有效解决了现在离线铺纸设备存在的问题,缓解了工作人员操作强度,避免了以往对纸张性能及生产环境使用的苛刻要求,大大降低了该工艺的生产使用成本,现场工作人员反馈良好,具有实际应用推广价值。
