相控阵技术在爆炸焊接钛/钢复合板检测中的应用
2021-06-28樊科社吴江涛王礼营
王 茹,樊科社,吴江涛,汪 洋,王礼营
(西安天力金属复合材料股份有限公司,陕西 西安 710201)
爆炸焊接钛/钢金属复合板既有钛的耐蚀性,又有普通钢板作为结构件的强度和塑性,是应用最广泛的爆炸焊接层状金属复合材料之一。在生产制造过程中,钛/钢复合板常见的结合界面缺陷有分层、边部弱结合[1-3]。结合界面缺陷主要采用超声方法进行检测。目前,钛/钢复合板超声检测方法与验收标准,国标执行的是NB/T47013.3—2015《承压设备无损检测 第3部分:超声检测》,美标执行的是ASTM B898—2019《活性难熔金属复合板技术规范》,且国内、国外标准均规定采用的超声检测方法是常规的超声脉冲回波法,其对于分层类缺陷较容易检出,对于弱结合缺陷却较难检出。由于钛/钢复合板中钛覆层厚度往往较薄,所以对弱结合的缺陷波形评判有一定的困难,对操作者的技能要求较高,需要非常高的波形变化评判经验水平。后续对钛/钢复合板进行钻孔、焊接支撑件等加工过程中,弱结合部位会产生一定的质量隐患,因此对需要进行机加工部位存在的弱结合缺陷的有效检出至关重要。目前,常规的超声C扫方法虽然可以对结合界面波纹成像,但是需要水浸耦合,将整张复合板放置水中,操作受限,对板材有锈蚀污染,而且扫查方式是二维、逐点扫描[4],检测效率低,难以满足批量工业化生产需求。随着国内爆炸金属复合板生产加工技术的快速发展,国外一些大型化工设备制造商也在国内采购爆炸金属复合板,并提出较高的质量要求。
为了提高钛/钢复合板超声检测效率,满足国外厂商的要求,西安天力金属复合材料股份有限公司引进了相控阵超声检测设备,这对于保障产品质量、提升钛/钢复合板检测水平具有重要意义。
1 相控阵超声检测基本原理
常规超声检测多采用单晶探头,超声波声束以一定发射角沿声束轴线传播。与此不同的是,超声相控阵检测的核心技术是基于惠更斯原理的相位控制。相控阵探头由多个相互独立的压电晶片按照一定形状排列而成,每个晶片均可视为超声波源,通过电子系统控制各个晶片阵元,按一定延迟时间激发各个阵元,各个阵元的波阵面相互叠加,形成一个新的波阵面,可以达到改变聚焦特性、声束偏转、声束位移等相控效果[5-8]。
相控阵探头由多个晶片按一定的规律分布排列,常用的是线阵列,通过软件可以单独控制每个晶片的激发时间,从而控制发射超声波束的形状和方向,实现超声波束的扫描、偏转、聚焦。相控阵的线性扫查,也叫电子扫描,相控阵探头的晶片总数为N,晶片间距为d,一次激励的晶片数量为A,如第1次激励的晶片序列为1至A,第2次激励的晶片序列为2至A+1,依次类推,第n次激励晶片序列为n至A+n-1。由此可推导出,采用电子扫描时相控阵超声波束总数为N-A+1,进行1次扫查,相控阵探头声束有效覆盖宽度为d(N-A+1)。常规超声C扫需要通过单晶探头做锯齿形轨迹的二维扫查,相控阵C扫只需要做单轴直线扫查,因此,根据扫查原理和路径,相控阵扫查方式的效率明显提高很多,根据相控阵探头移动的距离L,则可计算出工件1次扫查的面积为dL(N-A+1)[9,10]。
2 相控阵超声检测有效性分析
实验设备为OmniScan X3相控阵探伤仪。探头型号为10L128,与楔块配合使用。将探头和编码器固定在手持扫查架上,构成一套完整的相控阵C扫描快速成像检测系统。采用直接接触方式,以水作为耦合剂,压紧探头使其与板面耦合良好,移动探头,相控阵C扫图像实时呈现。
选取不同工艺爆炸焊接的1#、2#、3#钛/钢复合板试板为实验对象,复合板覆层、基层的材质与厚度见表1。覆板材料均满足ASME SB265《钛及钛合金条、薄板、板规范》要求,基板材料均满足ASME SA516《中、低温压力容器用碳钢板》要求。

表1 钛/钢复合板材质与和厚度
图1a为爆炸焊接钛/钢复合板1#试板的相控阵C扫描像。从图1可以看出,界面波纹清晰直观,波纹形貌整体连续均匀。对被检区域钛层与基层进行机械分离处理,观察界面真实形貌,如图1b所示。对比图1a与图1b可以看出,界面的相控阵C扫描像与实物形貌高度吻合,相控阵C扫描像反映

图1 1#试板的界面相控阵C扫描像和钛层机械分离后 的真实界面形貌Fig.1 Interface phased array C-scan image (a) and real interface morphology after mechanical separation (b) of titanium layer of 1# test plate
界面形貌的真实度较高,满足对波纹走向和特征的判断。需要说明的是,机械分离去除覆层金属过程中,难免会对复合界面造成机械损伤,例如铲刀的痕迹,但这并不影响对波纹形貌的整体判断。
2#试板为通过特殊爆炸焊接工艺使其产生缺陷的钛/钢复合板。图2a为2#试板相控阵C扫描像。从图2a可以看出,界面波纹清晰直观,大部分区域波纹整体连续均匀,还有部分区域呈白色,观察不到波纹。对被检区域钛层与基层进行机械分离处理,观察界面真实形貌,如图2b所示。对比图2a与图2b可以看出,在图2a中观察不到波纹的位置对应图2b真实界面也未见波纹,因此相控阵C扫描像反映该类型弱结合位置界面形貌的真实度较高,满足对弱结合波纹特征的判断。
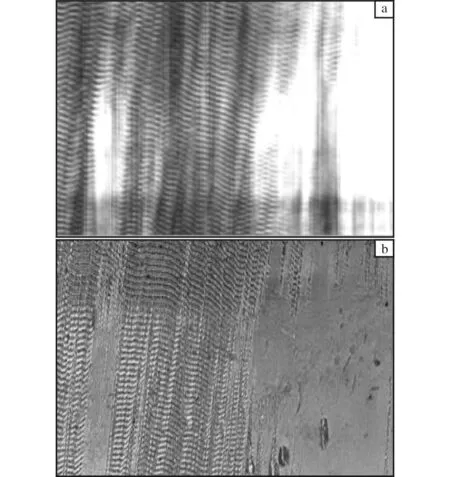
图2 2#试板界面相控阵C扫描像和钛层机械分离后 的真实界面形貌Fig.2 Interface phased array C-scan image (a) and real interface morphology after mechanical separation (b) of titanium layer of 2# test plate
3#试板也是通过特殊爆炸焊接工艺使其产生缺陷的钛/钢复合板。图3a为3#试板的相控阵C扫描像。从图3a可以看出,界面波纹清晰直观,大部分区域波纹整体连续均匀,但存在一段波纹断续的区域。对被检区域钛层与基层进行机械分离处理,观察界面真实形貌,如图3b所示。对比图3a与图3b,图3a中波纹断续的区域对应图3b真实界面的波纹也是断续的,因此相控阵C扫描像反映该类型弱结合位置界面形貌的真实度也较高,满足对弱结合波纹特征的判断。

图3 3#试板界面相控阵C扫描像和钛层机械分离后 的真实界面形貌Fig.3 Interface phased array C-scan image (a) and real interface morphology after mechanical separation (b) of titanium layer of 3# test plate
基于1#、2#、3#试板的相控阵C扫查结果以及与真实结合界面形貌的对比,表明相控阵C扫成像方法在爆炸焊接钛/钢复合板界面波纹检测上应用是有效的,能够清晰、直观地判断界面波纹的连续区域、无波纹区域和波纹断续区域,且相控阵C扫结果与真实界面相比较吻合度较高,满足对波纹连续性和波纹异常特征的有效判断。此外,利用常规超声检测方法对于图2、图3中的弱结合位置进行检测,发现其超声反射波形与复合板结合完好区的超声反射波形并无明显差异,说明常规超声检测方法难以发现该类弱结合区域。相控阵C扫检测方法通过图像直观地显示出弱结合特征,准确可靠,是对复合板常规超声检测手段的有效补充。
3 应 用
某化工项目用钛/钢复合板的覆层材质为SB265 Gr1,厚度3.3~4.6 mm,基层材质为SA516 Gr70,厚度66~72 mm,单张面积为23~30 m2。该批化工项目用钛/钢复合板产品执行的技术标准为ASTM B898—2019《活性难熔金属复合板技术规范》,交货状态为退火态。项目验收主要指标为:① 满足标准ASTM B898—2019,A级,结合面积大于99%,单个未结合区域长度小于25 mm;② 结合界面抗剪切强度≥180 MPa;③ 结合界面波纹整体连续均匀。对于第3项,要求采用相控阵C扫描超声成像方法进行检测。图4为采用相控阵C扫描超声成像方法对复合板进行检测,其边部和中部的界面扫描结果。从图4可以看出,爆炸波纹整体连续均匀,反映出钛/钢复合板覆层与基层结合较好。
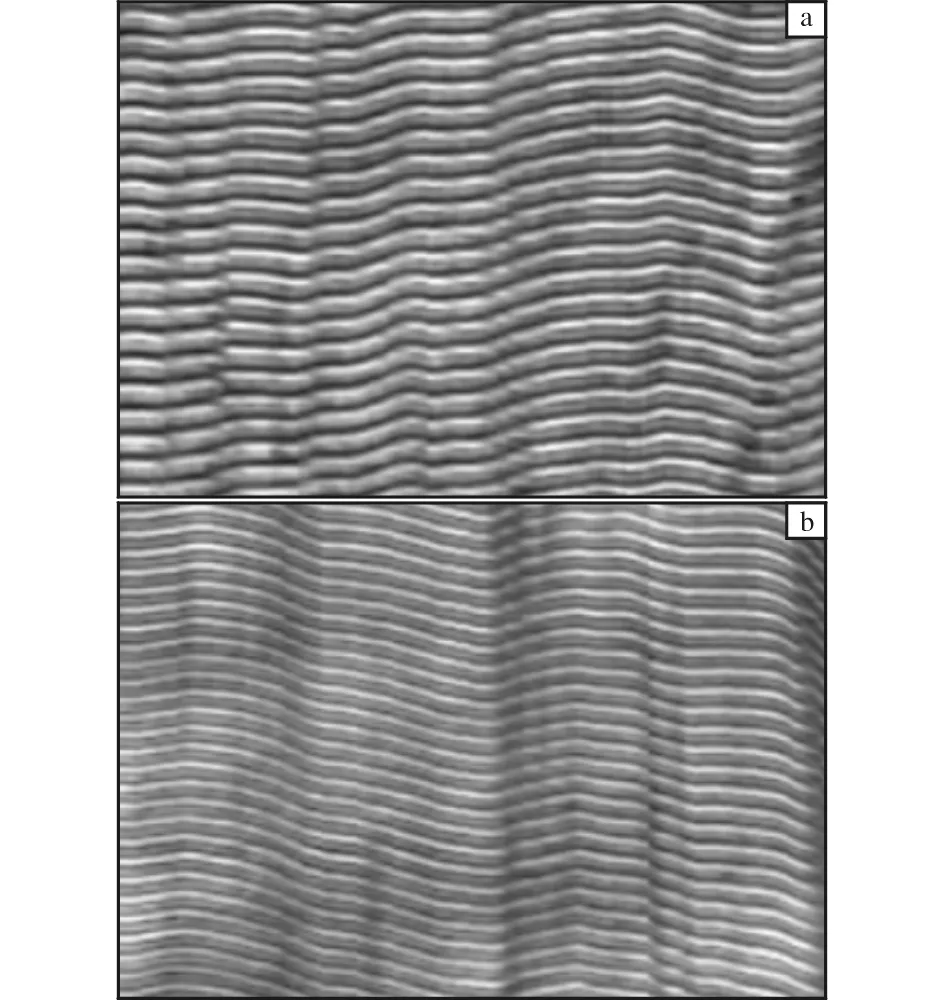
图4 化工用复合板边部和中部界面相控阵C扫描像Fig.4 Interface phased array C-scan images at the edge (a) and middle (b) of clad plate for a chemical project
按照ASTM B898—2019标准,在复合板边部不同位置取样18件进行剪切性能测试,结果见表2。从表2可见,剪切数值均在200 MPa以上,说明复合板边部结合强度较高。一般来说,复合板边部位置是爆炸焊接相对薄弱的区域[11,12],根据板材内部的波纹整体连续均匀的形貌特征,可以推断复合板中部的结合强度也较高,并且优于复合板边部。
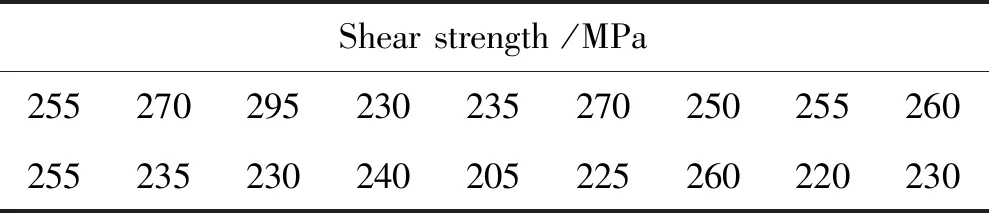
表2 钛/钢复合板抗剪切强度
该化工项目是国内首个应用相控阵C扫成像检测方法进行钛/钢复合板检测的项目,并得到客户的高度认可。实践证明,相控阵C扫成像检测方法操作简单便捷,检测效率高,界面波纹成像直观。同时,也验证了相控阵C扫检测方法是目前钛/钢复合板工业化检测的好方法。
4 结 论
(1)相控阵C扫成像方法可用于爆炸焊接钛/钢复合板界面波纹检测,能够清晰、直观地判断界面波纹的连续区域、无波纹区域和波纹断续区域,且相控阵C扫结果与真实界面相比较吻合度较高,满足对波纹连续性和波纹异常特征的有效判断。
(2)相控阵C扫成像检测方法首次在国内某化工项目用钛/钢复合板检测上应用,并得到客户的高度认可。相控阵C扫成像检测方法操作简单便捷,检测效率高,界面波纹成像直观。