车轴连续式热处理炉热处理曲线测定与分析
2021-06-28王皓,吴昊
王 皓,吴 昊
(中车齐齐哈尔车辆有限公司,黑龙江 齐齐哈尔 161002)
车轴作为铁路货车的关键走行部件,其制造质量直接影响铁路货车运行安全可靠性。随着铁路货车载重量的增加,对车轴的制造质量提出了越来越高的要求。车轴的制造质量除了与原材料质量相关外,与车轴的热处理质量也密切相关,而热处理过程的温度一致性是保证车轴制造质量一致性的重要因素[1-4]。
目前,为提高铁路货车车轴的性能一致性和制造效率,行业已普遍采用电加热连续式热处理进行车轴热处理[5-6]。通过车轴真实热处理曲线的测定及相应车轴的性能来评价和分析车轴制造质量,车轴热处理过程中真实热处理曲线的测定是热处理工艺制定的重要保障。
1 车轴连续式热处理装备
由于连续式热处理炉具有炉膛截面积小,炉温控制精度高,加热均匀性高、能耗低;节拍化连续生产,生产效率高,制造成本低;少量产品分批冷却,冷却均匀、产品性能高、质量一致性好;自动化程度高,劳动强度低,作业环境较好等优点,因此,铁路货车行业的车轴热处理已普遍采用悬挂链式电加热连续式热处理炉。我国长期使用的铁路货车车轴材料为LZ50钢和AAR M101F级车轴钢,两种车轴材质的热处理工艺均为两次正火+一次回火,两次正火后均为风冷。因此,该连续式热处理炉按车轴的热处理工艺和车轴的走行顺序,将连续炉分为一次正火炉(8个加热区)+风冷室+二次正火炉(6个区)+风冷室+回火炉(6个区)+风冷室的结构,将炉体的截面分为上、中、下三个控温和加热区,以保证炉膛截面的温度均匀性,见图1。

图1 车轴电加热连续式热处理炉Fig.1 Electric heating continuous heat treatment furnace for axle
2 热处理曲线测定
为更好地评估车轴的性能一致性,本文将车轴划分为五个部分,分别为上下轴颈、上下轴座和轴身。为实现车轴相应部位力学性能和实际热处理温度的对应,本文利用加装热电偶和外部测温装置的方式来测量车轴的实际温度。为更好地测量车轴的实际温度,在车轴相应部位钻孔,孔深直达车轴心部,在孔中预埋热电偶,然后将孔口用玻璃纤维塞住,以此方式进行托偶试验来获得车轴相应部位的温度数据,并将电偶进行相应的编号,托偶轴见图2。

图2 托偶轴图Fig.2 Axle with couple
2.1 初始测定
应用对应软件分析初始测定的数据,如图3、4、5分别为一次正火炉曲线、二次正火炉曲线和回火炉曲线,均为热处理炉后四区保温段曲线。从图3可以看出,一次正火炉7区温度呈锯齿状波动,炉膛上侧温度在5~7区均较低,仅在8区勉强达到设定温度。因此,车轴上部的实际温度很难达到工艺要求。
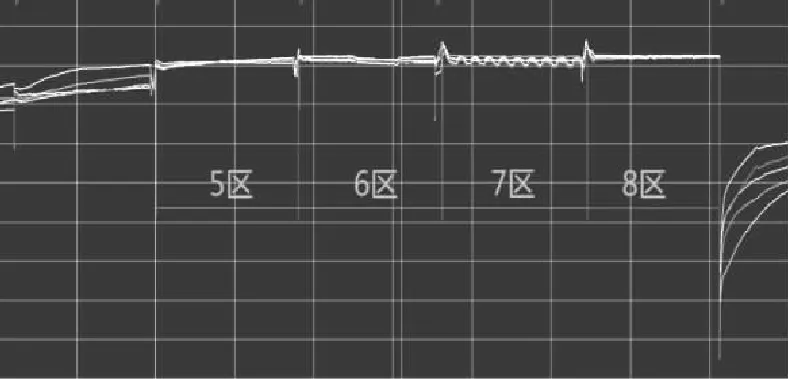
图3 一次正火炉托偶曲线Fig.3 Couple curve of primary normalizing furnace
从图4可以看出,二次正火炉后四区保温段的温差较大,在4区和5区的炉膛上侧与中部温度相差30 ℃,6区温差为12 ℃。

图4 二次正火炉托偶曲线Fig.4 Couple curve of secondary normalizing furnace
从图5可以看出,回火炉也存在较大的温差,炉膛上下温差已达30 ℃,炉膛上侧温度较低。
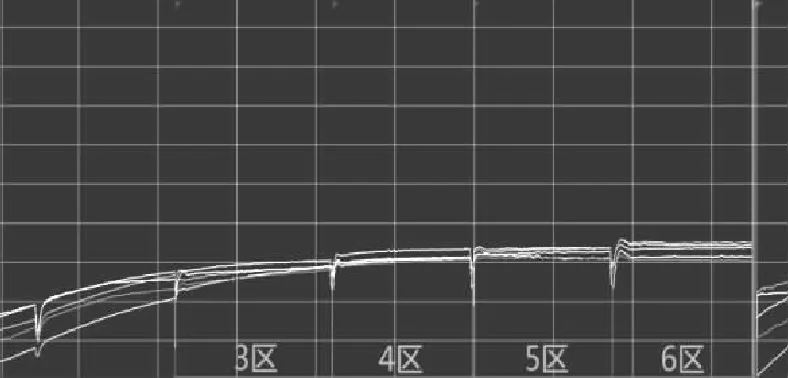
图5 回火炉托偶曲线Fig.5 Couple curve of tempering furnace
2.2 炉温调整后的测定
根据初始测定的结果,进行了炉温调整后,再次进行热处理温度测定,结果见图6、7、8。经过炉温调整,一次正火炉、二次正火和回火炉的保温段温度都满足了±10 ℃的工艺要求。
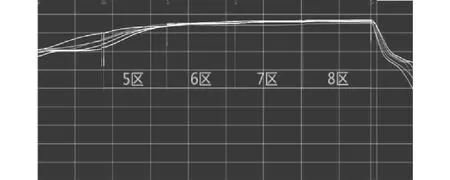
图6 调整后一次正火炉托偶曲线Fig.6 Couple curve of primary normalizing furnace after adjustment

图7 调整后二次正火炉托偶曲线Fig.7 Couple curve of secondary normalizing furnace after adjustment
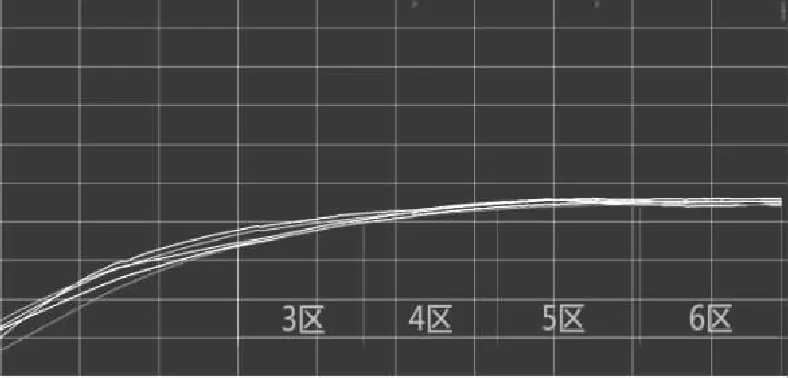
图8 调整后回火炉托偶曲线Fig.8 Couple curve of tempering furnace after adjustment
2.3 风冷速率测定
风冷速率是影响正火工件强度的重要因素,利用托偶试验实测车轴在一次风冷室和二次风冷室的冷却曲线。一次风冷室为一个区,冷却时间为一个生产节拍,一次风冷室冷却曲线如图9所示。一次风冷车轴的冷却过程明显分为三个阶段,高温段冷速较高,中温段冷速平缓,低温段冷速加快。高温段和中温段冷速最快的部位均为下轴颈,冷速最慢的部位为上轴座;低温段各部位冷速基本一致,下轴座处略低,详细数据见表1。
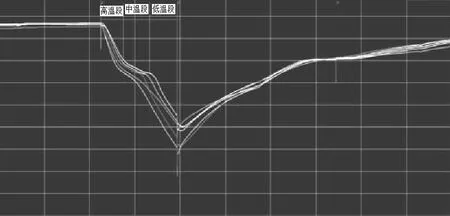
图9 一次风冷室冷却曲线Fig.9 Cooling curve of primary air cooling chamber
二次风冷室为两个区,冷却时间为两个生产节拍,二次风冷室冷却曲线如图10所示。二次风冷车轴的冷却过程分为三个阶段,冷却规律与一次风冷室大体一致。高温段和中温段冷速最快的部位均为下轴颈,冷速最慢的部位为上轴座,低温段各部位冷速基本一致,上轴座处略高,下轴座处略低,见表2。

表2 二次风冷数据表Table 2 Secondary air cooling data
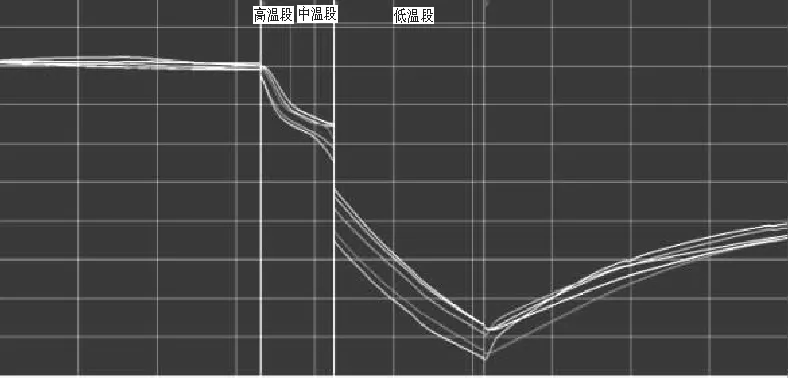
图10 二次风冷室冷却曲线Fig.10 Cooling curve of secondary air cooling chamber
3 车轴实物分析
为评估炉温调整对车轴性能的影响,分别选取炉温调整前后的车轴各一根,按照电偶的固定位置,对两根车轴相应部位的力学性能进行检验,性能对比结果见表3。炉温调整前的车轴下轴座部位屈服强度不合格,炉温调整后车轴各部位性能均合格,且有一定提升。
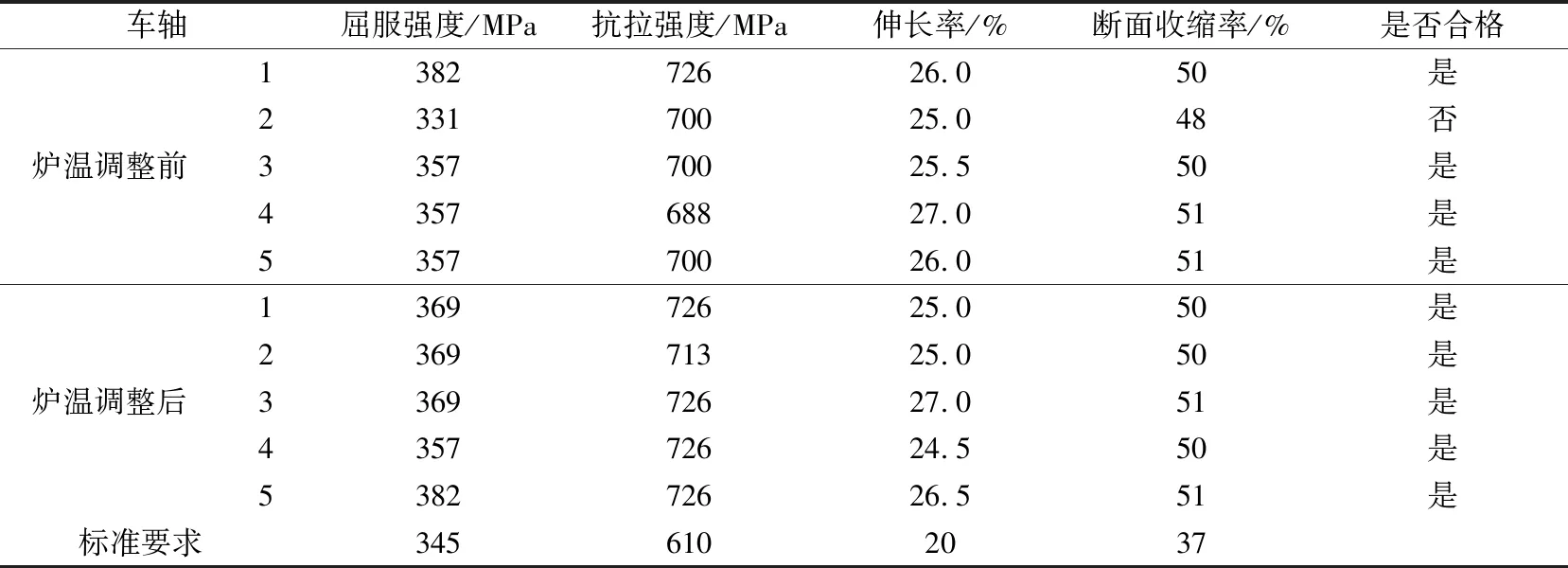
表3 车轴力学性能数据Table 3 Mechanical property data of Axle
4 结论
1)在实物车轴相应部位钻孔,预埋热电偶的温度测定方法能够较好地反映出车轴实际的热处理温度,尤其是对连续式热处理炉,对热处理工艺的评估具有重要的意义。
2)经过炉温调整,使连续式热处理炉的炉温更好地满足了工艺要求,提升了车轴产品的质量一致性。
3)测得的风冷曲线表明了车轴的实际冷却曲线,较好地体现了车轴的冷却过程,对于热处理工艺改进和产品性能提升具有较好的指导意义。
4)炉温的均匀性对车轴的制造质量至关重要,延长体的性能并不能完全代表车轴各部位的性能。
