一种易切削白铜精密线材生产工艺
2021-06-28罗继华罗鑫宇叶东皇黄少星
罗继华,罗鑫宇,叶东皇,黄少星
(1.安徽鑫科新材料股份有限公司,安徽 芜湖 241000;2.安徽科瑞咨询服务有限公司,安徽 芜湖 241000;3.安徽工程大学,安徽 芜湖 241000)
据相关数据统计发现,目前全球范围内共有近300条高速线材轧机,年产线材约7000万吨,线材产量占钢材总量的10%左右。美国是世界上最大的线材输入国,年均线材消费量大概为800万吨,其国内年生产量约为400万吨,线材输入量占50%左右。世界上线材产量最大的国家是中国,线材的生产工艺直接决定线材产量。此次主要研究线材为白铜线材。易切削白铜具有美丽的银白色金属光泽,易切削,耐腐蚀和较高的强度,被广泛用于眼镜配件、圆珠笔笔头和仪表零配件制造业。易切削白铜作为白铜棒线材的一个细分品种,附加值远远高于一般白铜棒线材,高端产品主要靠国外进口,国内仅有极少数厂家生产。根据客户需求,本文详述C79200易切削白铜线材生产工艺的摸索。
1 化学成分设计
C79200线材化学成分在ASTM B 151/B 151M基础上,根据合金属性和成分设计原则,制定了内控范围,见表1。

表1 C79200线材试验产品化学成分控制范围
2 熔炼配料
白铜角料、光亮线、铅锭、锌锭。
3 水平连铸
由于C79200含有低熔点的Pb元素,且Cu含量很高,属于α单相合金,因此不宜采用热挤压法生产,该产品冷加工性能良好,由于常用规格大多在Φ12以下,因此适合采用水平连铸开坯、冷拉的方法生产。
C79200牵引试验在水平连铸炉进行,经过多次参数摸索试验,根据不同参数下杆坯的拉力试验结果和金相测试结果,最终确定C79200Ф12杆坯牵引参数(表2)。

表2 C79200 Ф12杆坯水平连铸试验牵引参数
牵引出来的杆坯表面光滑,无任何宏观铸造缺陷,拉断后断面结晶较致密,有明显缩颈,拉断后坯料表面无裂纹,杆坯实际直径Φ11.8左右。实测性能:抗拉强度360Mpa、延伸率27%,塑性良好,能满足后道冷加工要求,铸态金相组织见图1。

图1 C79200 Ф12铸态组织
C79200铸态组织为粗大的树枝晶,黑点为Pb颗粒,分布较为均匀。
4 后道加工
4.1 工艺摸索
C79200 Pb含量达到1%,Pb几乎不溶于铜,以单质形式存在于晶内和晶界上,降低了材料的冷加工性能,经过多次工艺摸索试验,最终确定C79200Φ12杆坯拉伸总加工率适宜控制在30%~50%;退火再结晶后坯料总加工率适宜控制在30%~60%,并绘制了加工硬化曲线(图2),确定了中间退火工艺:井式炉退火(750℃/1h/3.5h),罩式炉退火(700℃/3h/3h),退火组织见图3。

图2 C79200加工硬化曲线
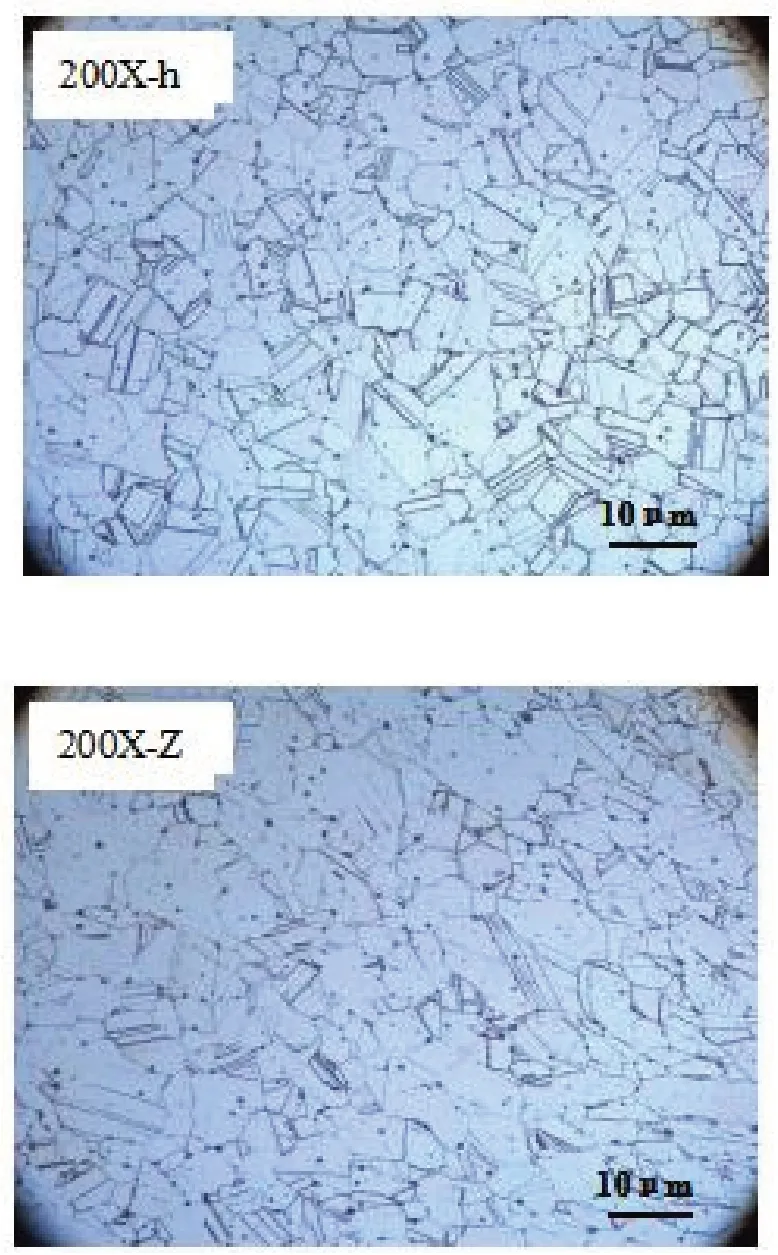
图3 C79200 Ф4.0退火组织(罩式炉700℃/3h/3h)
各道次退火再结晶充分,晶粒大小均匀,说明中间退火工艺制定是合理的,至此C79200拉伸与退火工艺参数初步摸索出来了。
4.2 Ф2.3线材试样
由于试样客户需要的C79200线材用于圆珠笔的笔头,需要在高速自动车床加工成笔头,对材料的强度和切削性能要求较高。客户具体要求见表3。

表3 C79200力学性能与公差要求
试样客户要求的抗拉强度达到700Mpa以上,属于特硬态产品,经过多次试验和工艺调整,最后确定了Φ2.3线材生产工艺:Φ12→拉刨Φ8.6→井式炉退火→拉刨Φ6.6→井式炉退火→Φ5.2→井式炉退火→Φ3.7→罩式炉退火→拉伸Φ2.3成品。
成品性能值:抗拉强度556-570MPa,延伸率3-4%,符合ASTM的要求,满足客户加工对于性能的控制要求,C79200线材退火前后丝织变化对比情况如下图所示。
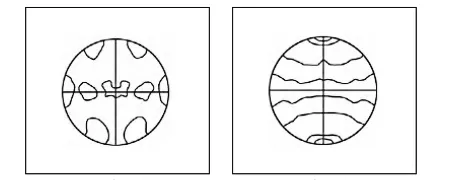
图4 C79200线材退火前后丝织变化对比
5 用户试用情况
C79200线材通过多家客户试样后,已批量投入生产,产生了较好的经济与社会效益。
(1)水平连铸—拉伸法生产小规格、易切削白铜精密线材,工艺设计合理、流程短,适宜多品种易切削白铜精密线材生产。
(2)用水平连铸—拉伸法生产出的产品,具有优良的易切削性能,能满足眼镜配件、圆珠笔笔头和仪表零配件等行业中、高档产品的需求。