整体立铣刀圆弧刃前刀面的磨削轨迹算法
2021-06-27张潇然陈思远程雪峰
张潇然,罗 斌,陈思远,程雪峰
(西南交通大学机械工程学院,四川 成都 610031)
1 引言
圆弧头立铣刀是目前常见的高速切削刀具,具有制造成本低、材料切除率大等特点。在加工工件圆弧角时,圆弧头立铣刀比球头立铣刀刚性更大,加工效率更高;在高硬材料加工、高速大进给加工、深雕三维加工时,比直角头立铣刀的抗缺损性能更高[1]。
立铣刀的工作部分主要包括周齿和端齿两大部分,而圆弧刃则是端齿的重要组成部分。设计圆弧刃部分首先需要建立其刀刃曲线的数学建模,再针对圆弧后刀面或圆弧前刀面进行磨削工艺设定。目前,关于立铣刀端齿部分磨削技术的研究较多[2-10],但是针对端齿前刀面的磨削过渡问题,国内外均鲜有研究,且没有较通用的圆弧刃前刀面磨削设计方式,这使得国内在制造圆弧头立铣刀时,对圆弧刃前刀面常常凭经验进行磨削加工。虽然圆弧刃前刀面面积很小,亦会影响刀具制造及生产加工的稳定性和精确性,在高速精密加工中起到不可忽视的作用。
基于立铣刀的几何结构特征,以切深磨削点轨迹曲线为约束,控制了圆弧刃前刀面宽度和角度,对圆弧立铣刀的圆弧前刀面建立了一套通用的磨削模型,计算了砂轮在加工中的姿态和运动轨迹。弥补了该磨削工艺的理论不足,为实际磨削加工提供理论参考,为进一步完善立铣刀设计仿真系统提供依据。
2 圆弧刃前刀面工艺定义
在工艺中,采用锥形砂轮进行磨削。建立工件坐标系OXYZ,如图1所示。
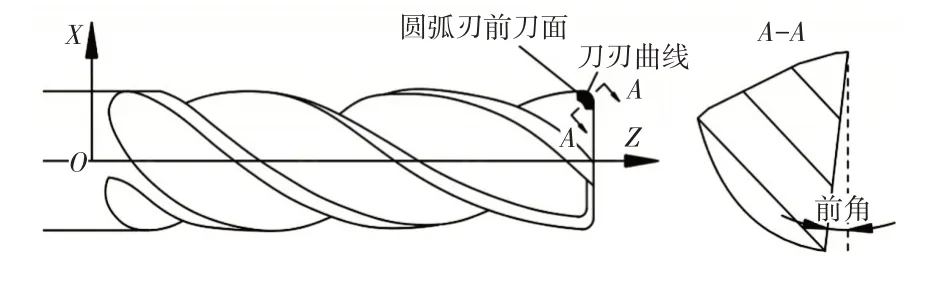
图1 圆弧刃前刀面示意图Fig.1 Schematic Diagram of the Rake Face of the Arc
在确定刀刃曲线的情况下,通过宽度及前角对前刀面进行约束。在本算法中,给定任意圆弧刃曲线的刃线公式,均能计算相应的砂轮磨削轨迹姿态,因此将圆弧刃刃线视为已知曲线。磨削过程中砂轮与刀体之间呈空间位置关系,难以直接确定砂轮姿态,本算法将磨削过程投影至圆弧刃瞬时前刀面进行计算,并通过切深磨削点轨迹曲线约束磨削最低点。
2.1 瞬时前刀面定义
圆弧刃瞬时前刀面是圆弧刃线所在的圆弧回转面被某一时刻刃线处磨削点P和刀具中心轴线所构成的平面所截而形成的二维平面,并建立圆弧坐标系Or-XrYrZr,如图2所示。设φ为磨削点P处的回转角,即在XOY平面内,磨削点与X轴的夹角。瞬时前刀面随着刃线处磨削点的移动而变化。

图2 瞬时前刀面示意图Fig.2 Schematic Diagram of the Instantaneous Rake Face
2.2 切深曲线模型
切深曲线是指砂轮磨削过程中在圆弧坐标系Or-XrYrZr下的径向最低切深位置的磨削点轨迹曲线,用于约束刀面宽度。采用如图2所示的方式,在瞬时前刀面上对切深曲线进行定义,分为直线和圆弧两部分。定义纬度角θ为在XrOrZr平面内,磨削点与Xr轴的夹角。
(1)切深曲线直线段为砂轮的切入引导线,其末点与圆弧部分起点C0处重合并相切,即直线部分与Zr轴方向夹角为θ0,亦等于周齿锥度角k。在坐标系Or-XrYrZr下,该段切深磨削点轨迹曲线方程为:

(2)切深曲线圆弧段采用平面圆弧,圆心为圆弧坐标系原点,半径为r0,起点C0和末点C1的纬度角与圆弧刃线的起止纬度角相等,分别设为θ0和θ1。在坐标系Or-XrYrZr下,该段切深曲线方程为:

3 磨削轨迹计算模型

图3 磨削步骤Fig.3 Grinding Step
为保证圆弧刃前刀面与周齿前刀面光滑连接,由临界纬度角θt将磨削过程分为切入和圆弧两部分,最低磨削点分别由切深曲线的两段进行约束。刃线处磨削点均用P表示,不同位置下标不同,如图3所示。设砂轮半径为Rg,圆弧刃半径为r。
3.1 临界纬度角
如图3所示,当砂轮大端圆圆心位于Ogt时即为磨削过程中的临界位置,此时砂轮与切深曲线相切于点C0,临界刃线磨削点Pt的纬度角即为临界纬度角θt。在该位置,圆弧坐标系Or-XrYrZr下的砂轮圆心点Ogt坐标值为:

设临界位置的刃线磨削点Pt坐标值为:

点Ogt与点Pt之间距离为Rg,又据式(3)、式(4)可得:

3.2 切入部分轨迹
3.2.1 圆弧坐标系下的砂轮圆心坐标
该部分最低磨削点沿切深曲线直线段运动,刃线磨削点的纬度角范围为θ0≤θ≤θt,如图3(a)所示。
在圆弧坐标系Or-XrYrZr下,任一纬度角θ对应刃线磨削点P坐标值为:

砂轮大端圆与引导切入线相切;砂轮大端圆心Og与引导切入线距离为Rg;点Og与点P之间距离为Rg。可解得圆弧坐标系Or-XrYrZr下的砂轮圆心Og坐标为:

3.2.2 圆弧坐标系下的砂轮轴矢
由图3可知,在该坐标系下的砂轮轴矢方向沿Yr轴正方向,即轴矢量Fg的参数值为[0 1 0]。
3.2.3 前角约束后的砂轮坐标轴矢
为准确约束前刀面前角,在刃线磨削点P处建立法截面坐标系On-XnYnZn,把砂轮的坐标和轴矢转换至法截面坐标系下,并将砂轮在P点绕Zn轴旋转前刀面前角μ,如图4所示。

图4 前角约束示意图Fig.4 Schematic Diagram of the Front Angle Constraint
从圆弧坐标系Or-XrYrZr转换至法截面坐标系On-XnYnZn的变换关系为:

式中:Mn、Tn—旋转和平移矩阵。
然后在坐标系On-XnYnZn下绕Zn轴旋转角度μ,得到经过前角变换后的砂轮大端圆圆心点坐标O’g及轴矢量F’g,变换关系为:

式中:Mzn—绕Zn轴的旋转矩阵。
3.3 圆弧部分轨迹姿态
该部分最低磨削点沿切深曲线圆弧段运动,刃线磨削点的纬度角范围为θt≤θ≤θ1,如图3(b)所示。
砂轮大端圆心点Og与磨削点P之间距离为Rg;点Og与切深曲线圆弧圆心点Or之间的距离为Rg+r0;根据约束条件即可解得圆弧坐标系Or-XrYrZr中的砂轮圆心点Og坐标。
砂轮圆心坐标的计算方式、砂轮的轴矢及前角约束方式与上一小节一致,此处不再赘述。
4 转换至工件坐标系
上述的磨削轨迹是在法截面坐标系下得出的结果。为将计算结果用于三维仿真和实际加工,还需把砂轮大端圆心点坐标和砂轮轴矢量转换至工件坐标系下,计算步骤如下:
(1)将经过上述计算得出的砂轮大端圆心点坐标O’g及轴矢量值F’g绕Xn轴旋转圆弧刃线螺旋角β;
(2)将第(1)步中计算得到的砂轮大端圆心点及轴矢量值绕Yn轴旋转纬度角θ;
(3)将第(2)步中计算得到的砂轮大端圆心点及轴矢量值绕Zn轴旋转回转角φ;
(4)将端齿法截面坐标原点位移至工件坐标系原点处,位移量是该处纬度角θ对应的刃线磨削点P在工件坐标系下的坐标值(xP,yP,zP),而砂轮轴矢量值保持不变。
综上,最终的砂轮运动轨迹与姿态为:

5 算法验证
基于上述磨削算法,在VC++环境开发了一套算法模块,输入表1所示的相关参数以后,即可得到刀位轨迹,部分运算结果,如表2所示。将刀位轨迹输入VERICUT仿真模拟,并使用五轴数控磨床进行实际加工验证。在VERICUT中的仿真结果,如图5所示。实际加工后得到的刀具,如图6所示。

表1 圆弧刃前刀面工艺参数Tab.1 Arc Edge Rake Face Process Parameters
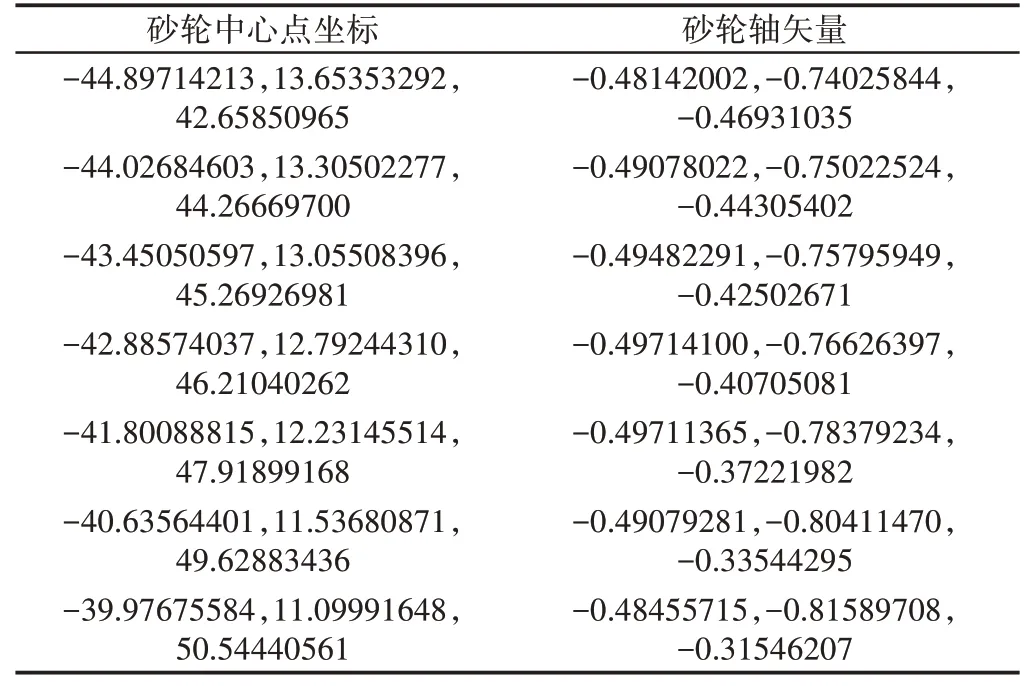
表2 部分刀位轨迹运算结果Tab.2 Partial Tool Path Calculation Result
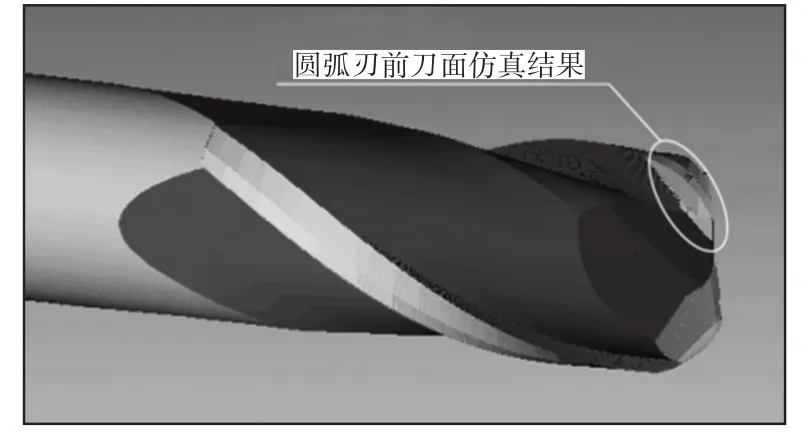
图5 磨削仿真效果图Fig.5 Grinding Simulation Rendering

图6 实际加工效果图Fig.6 Actual Processing Rendering
使用刀具测量仪对实际加工所得刀具相关参数进行测量,如表3所示。根据仿真及加工结果,可以看出圆弧刃前刀面的加工较为理想,接近设计参数和轨迹,证明本算法具有一定准确性,可用于实际加工制造。

表3 圆弧刃前刀面测量数据Tab.3 Arc Edge Rake Face Measurement Data
6 结语
针对整体立铣刀的圆弧刃前刀面磨削方法进行了深入研究,提出一套能满足光滑过渡、且能同时约束前角和宽度的圆弧前刀面磨削算法。根据仿真和加工结果表明该方法可以有效地用于刀具加工,证明了该磨削方法的准确性和可行性,为刀具的实际生产加工提供了理论参考。
