基于S7-1200 PLC 的电除尘低压控制系统设计
2021-06-22孔艳艳
孔艳艳
(闽江师范高等专科学校, 福建 福州 350108)
0 引言
随着科技的发展和社会进步, 人们日益意识到环境保护的重要性, 电除尘器作为一种高效除尘装置广泛应用于含尘气体的处理[1-2]。 目前市场上静电除尘器的低压控制系统多是采用继电器、接触器和单片机为控制核心。由于单片机在工作环境恶劣时, 易受到干扰而出现程序跑飞、死机等现象。 因此,本电除尘控制系统设计时采用西门子S7-1200PLC 为控制核心,通过触摸屏(HMI)进行人机交互,提高运行的可靠性。
1 电除尘器的基本原理
电除尘器是一种烟气净化设备, 主要由高压电源装置、低压控制系统、阳极板、阴极线、振打装置和清灰装置等组成[3]。 它的工作原理是:高压电源装置在阳极板和阴极线间施加负高压直流电,阴阳极之间将产生高压电场,阴极线附近产生电晕放电,形成大量的正离子、负离子和电子。 烟气中灰尘尘粒通过高压静电场时,与正负离子和电子发生碰撞而荷电,带上电子和离子的尘粒在电场力的作用下向异性电极运动并积附在异性电极上,当粉尘达到一定厚度时,通过振打将灰尘落入收集灰斗中,使通过电除尘器的烟气得到净化,达到保护大气,保护环境的目的。
2 电除尘低压控制系统结构
如图1 所示, 温度传感器采集各控制装置现场的温度信号, 输入到模拟模块6ES7231, 进行A/D 转换,经PLC 处理,并结合电除尘工艺流程,控制电机、加热器、报警器等控制信号输出到相应的外部设备, 实现阴阳极振打、保温箱电加热、温度检测、仓振和卸灰控制、故障报警等。 同时,PLC 和组态软件实现对静电除尘控制系统的实时监控,可以在HMI 上启动现场设备,设定和修改设备运行参数,具有安全登录,实时数据采集,现场监控,历史数据保存等功能。
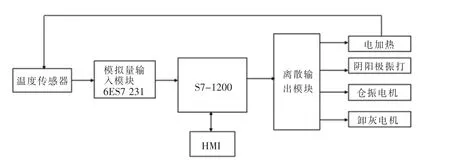
图1 控制系统框图
3 电除尘低压控制系统设计
3.1 I/O 口分配
电除尘低压控制系统主要包括四个阳极振打电机、八个灰斗加热控制器、八个仓振电机、八个卸灰电机等部件。 根据控制要求, 选择西门子S7-1200 PLC 作为控制器,并包含离散输入模块、离散输出模块和模拟量输入模块。 PLC 的部分I/O 口资源分配如表1 所示。
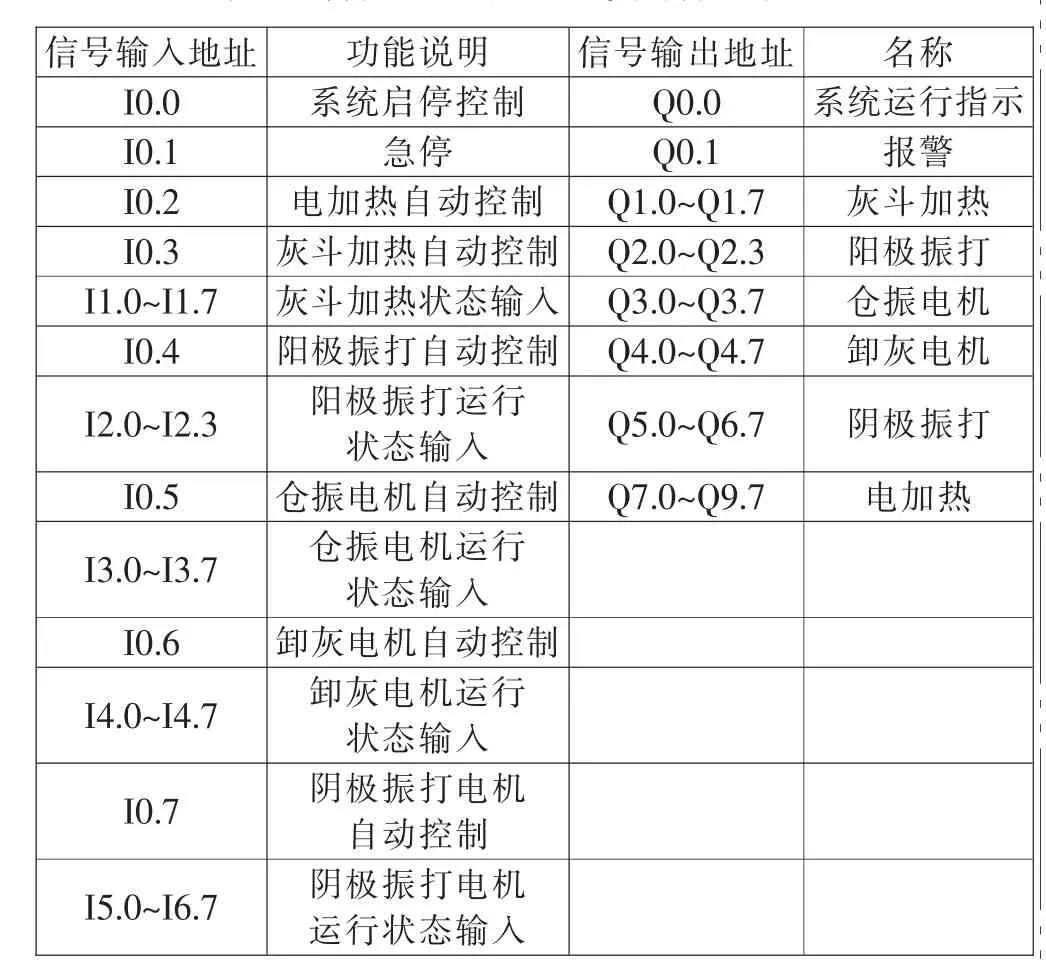
表1 部分PLC 的I/O 口资源分配表
3.2 电加热控制系统
电加热控制系统的控制对象包括保温箱电加热器和灰斗电加热器。控制系统的主回路采用交流接触器控制,辅助回路采用中间继电器、 开关和PLC 控制交流接触器动作,实现电加热的手动/自动控制。 手动控制模式时,转换开关控制各路电加热系统。 自动控制模式时, 根据Ptl00 铂电阻温度传感器检测的温度,经PLC 处理,当温度低于下限时,启动电加热器加热;温度高于上限时,停止电加热器加热,实现电加热器恒温控制。
3.2.1 电加热温度转换原理及编程方法
在模拟量输入模块外接温度传感器, 传感器将测得的数据转换为0~10V 的连续电压信号输入给PLC, 经过PLC 内部的A/D 转换成0~27648 的数字量, 存储在指定的寄存器中。 再根据A/D 转换的数字量与对应的温度值成线性关系,换算出各点的温度,包含:进出口温度、电加热各处的加热温度,其通用公式是:
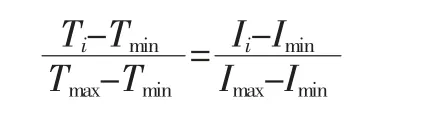
式中:Ti—各点的温度;Ii—换算对象, 模拟量模块采集上来的值;Tmax—温度最大值;Tmin—温度最小值;Imax—换算对象的最大值27648;Imin—换算对象的最小值0;
在编程方法上, 西门子S7-1200 采用转换指令(CONVERT)和数学函数中的计算指令(CALCULATE)实现。 其中,转换指令(CONVERT)将模拟量模块采集的数据Ii(0~27648 ),从整数类型(int)转化为实数类型(Real)。 数学运算(CALCULATE)是将转化后的实数,按照模拟量的转换公式,进行数学计算。
3.2.2 保温箱电加热控制
为了避免爬电等现象,降低设备故障率,保温箱必须恒温控制在110~130℃之间, 再根据各点的实时温度,采用比较指令, 实现加热器的恒温控制, 即: 当温度低于110℃时启动保温箱加热器, 当温度高于130℃时停止加热,循环往复。 同时,触摸屏可手动/自动控制和实时监控。 保温箱电加热模块PLC 程序,如图2 所示。
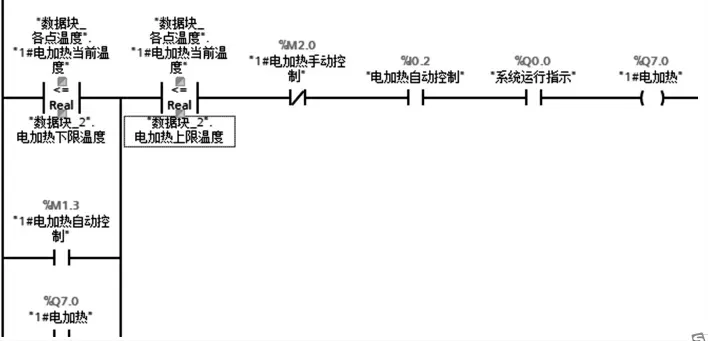
图2 保温箱电加热块程序
3.2.3 灰斗电加热控制
该低压控制系统共有八路灰斗电加热器, 温度控制在90~110℃之间, 编程方法与保温箱低压控制系统的实现相似,根据各点的实时温度,采用比较指令实现。即:温度传感器检测实际温度, 经过A/D 转换后送至PLC,由PLC 实现恒温控制。 同时, 触摸屏可手动/自动控制和实时监控。
3.3 阴阳级振打控制系统
当极板上粉尘不易清除时, 容易误认为是振打次数太少或振打加速度太小[4]。实际上,除了振打,粉尘沉积厚度也是一个重要因素,把粉尘沉积一定厚度再打,用很小的振打力,粉尘会成片状下落,这样,不仅保证粉尘清除干净,更能降低振打机构噪音,防止击碎粉尘出现二次飞扬。 所以,振打控制系统的设计重点就是:通过改变电除尘阴阳极板振打时间和方式,优化振打周期。
3.3.1 阳级振打
一般而言,一电场的收尘率占烟尘总量的80%,二电场的收率占烟尘总量的20%以下。所以,各电场沉积在阳极板上的烟尘厚度达到需要振打的时间就差别非常大,为避免二次飞扬,1#~4# 阳极板在顺序循环振打时,每个周期按1#-1#-2#-1#-2#-3#-1#-2#-3#-4# 的方式, 依次启停,加大一电场阳极板的振打次数。 图3 所示是2# 阳极振打程序。

图3 2# 阳极振打程序
3.3.2 阴极振打
阴极振打为顶部式振打,用电机作驱动,当线圈通电时,线圈周围产生磁场,抬升振打棒,当线圈断电时,磁场消失,振打棒在重力作用下下落,撞击振打杆,由振打杆将振打力传递到电除尘器内部,从而振掉积灰。由于振打装置在除尘器顶部,并隔离于烟尘之外,具有不占电场内部空间、运行安全可靠、后期维护方便等优点。
此外, 仓振控制和卸灰控制的编程方法与振打控制相似,用计时器、计数器和比较指令等实现,均有手动、自动两种控制方式,根据实地操作需要,除了远程监控,还对电机等电动设备设计现场就地控制方式。
3.4 故障报警
故障报警程序是PLC 控制程序中非常重要的组成部分。当电除尘低压控制系统运行过程中,实时检测设备运行的异常,并将其输出警示,以提示操作人员。
本电除尘低压控制系统主要是控制各种电机启停和电加热,因此,报警类型有两种:电机控制故障报警和热故障报警。
电机控制报警常见的就是跳闸,如图4 所示,采用电机输出Q 与输入运行状态的比较实现,当某处电机跳闸,延时3S 后,声光报警,触摸屏上对应的故障灯点亮,故障排除后,报警系统复位。
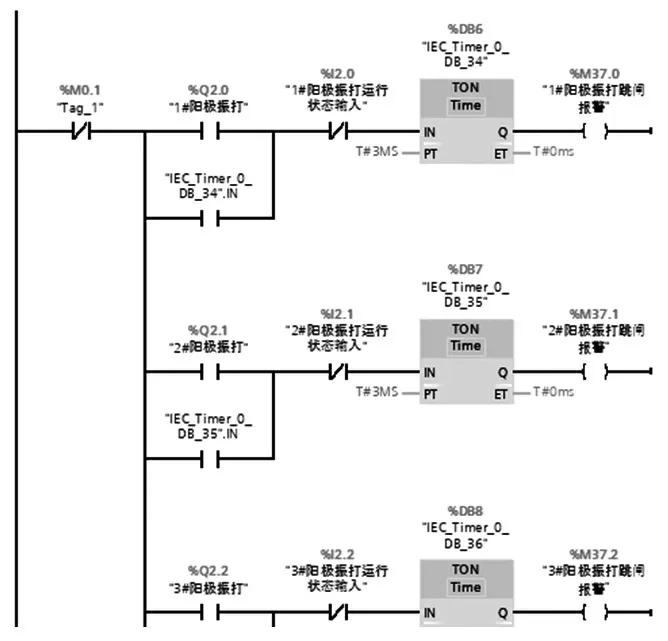
图4 部分阳极振打报警程序
热故障报警常见的是跳闸和热电阻断路。 跳闸报警编程实现方法与电机报警相似。 热电阻断路报警是根据PT100 的工作原理实现的, 当出现热电阻丝断或连接导线虚接、折断、都会造成测量仪表测量值无穷大。 所以利用热电阻感温其阻值改变,用显示仪表测量电阻的变化,从而达到测温的目的。PLC 编程时采用比较指令实现。判断故障是否排除,采用比较指令,故障排除后,用MOVE指令恢复报警系统。
4 触摸屏控制界面
电除尘的低压控制界面,主要包括:主界面、电加热控制界面、进出口温度检测界面、仓振电机控制界面、卸灰电机控制界面、报警界面、操作说明界面等。
如图5 所示,系统启动后,进入主界面, 包含温度检测、控制区域和其他三大模块。 如图6 所示是振打控制界面,振打控制分为手动/自动两种, 调试阶段手动控制整个工艺,正常工作后, 再次触发“手动”按钮,按钮变为“自动”,切换为自动控制模式。 振打电机工作时, 按钮显示绿色, 电机处于停止状态时,按钮是红色,从而实现手动/自动控制和实时监控。

图5 电除尘控制系统主界面

图6 振打控制界面
5 结束语
本文利用西门子S7-1200PLC 和触摸屏等实现了对电除尘器的阴阳极振打、保温箱加热、灰斗加热等功能的自动控制。 实际应用表明,控制系统运行稳定可靠,除尘系统运行良好,对粉尘大于3mg/m3的除尘效率达到99%以上,符合环保要求,达到了实际应用的目的。
