薄壁弱刚性大尺寸框一体化精密加工技术研究
2021-06-22王熙杰蔡慧林张贝贝
王熙杰 蔡慧林 张贝贝
(湖南铁路科技职业技术学院 铁道机车学院,湖南 株洲 412006)
1 前言
铝合金材料因其密度小、强度高、耐腐蚀、韧性好、加工性 能优异、成本低等诸多优点[1-4],在航空航天与民用工业领域中得到广泛应用。我国几乎所有航空航天产品都要用到铝合金材料,特别是在通讯卫星等型号中的支架类、壁板类零件产品几乎都是铝合金材料,但这些复杂、精密的铝合金零件由于整体结构框架件尺寸大、结构复杂、壁薄、刚度差、多孔、多转角、厚度跨度大等原因,在生产制造过程中加工质量和精度很难控制,容易发生变形,给加工带来许多困难。而随着航天技术的飞速发展,零件的设计精度越来越高,这对航天制造技术及制造精度提出了更高的要求。
门框是密封客体的关键构件,其质量与精度直接决定客体的密封性能。本文中门框采用一体化空间曲线薄壁壳体结构(如图1及图2),材料为5A06铝合金,其力学性能与物理性能如表1所示。门框最大外径为Φ2500mm,内圈尺寸为1500mmx1600mmx200mm,重量约80kg。最小壁厚为3±0.15mm,内圈呈放射状环槽结构。零件加工过程中材料去除率高达90%,端面垂直度0.2mm,端面平面度0.1mm,端面表面粗糙度Ra0.8,尺寸公差为0.2mm,是典型的薄壁弱刚性大尺寸壳体零件。具有加工过程中材料易粘刀、结构易变形,密封面粗糙度极易超差等特点。详见表1铝合金5A06材料性能。

图1 门窗内表面示意图

图2 门窗外形示意图

表1 铝合金5A06材料性能
本文针对该类零件结构特点,以薄壁弱刚性大尺寸高精度铝合金门框零件为研究对象,分析产品加工的工艺性,针对该类产品加工工艺技术进行研究。
2 工艺难点分析
1.门框是一种薄壁弱刚性大尺寸壳体零件,其最大外径尺寸为Φ2500mm。外表面为球冠面大底结构,面积较大,且具有较高的尺寸精度和形位精度,采用一体化加工技术,零件刚性差,在加工过程中易发生弹性变形,引起实际切削量小于理论切削量,在发生弹性变形剧烈的位置会出现凸起或者卷角的现象,影响门框的加工精度。如图3所示,为立铣刀铣削加工薄壁零件的让刀产生误差的示意图,按切削理论零件被切除的部分应该是ABCD,但是在实际加工过程中,由于刀具和工件的相互挤压变形导致如上图所示的A'C'D'的滑移现象,所以实际的被切除部分为A'BC'D,而DC'CD'未被切除,从而产生加工误差。因此在加工过程中,需要采用高速加工控制变形,提高加工效率。

图3 加工过程示意图
2.门框有两处密封端面,一处为中间方形的密封端面,尺寸为500mmx1600mmx200mm。另一处为最外圈圆形的密封端面,最大外径尺寸为Φ2500mm。两处密封端面的表面粗糙度Ra精度均要求0.8,密封端面尺寸较大且表面粗糙度要求高。门框密封端面处的粗糙度直接影响着其耐腐蚀性、安装密封性、磨损状态以及疲劳强度等。在实际加工中,选择合理的加工刀具和参数有利于提高零件的表面质量。
3.半精/精加工阶段,由于门框结构的薄壁弱刚性,装夹力、夹紧位置及作用顺序等影响引起工件变形。过大的装夹力会使工件产生较大局部变形,当切削完成撤除装夹工件回弹后导致装夹误差:过小的装夹力则使工件不能稳固装夹,在加工过程中工件容易出现滑移、振动甚至脱落的现象,严重情况下甚至导致工件报废和刀具损坏。因此需要根据结构特点设计专用的工装减小装夹方式对零件变形的影响。
4.门框内圈圆角位置处减轻槽星放射状,减轻槽宽度最大处60mm,减轻槽宽度最小处50mm,槽深40mm,越靠近门框中心加强筋之间的间距越窄,加工空间受限(图4)。因此需要设计合理的进刀方式和走刀策略,提高加工质量。
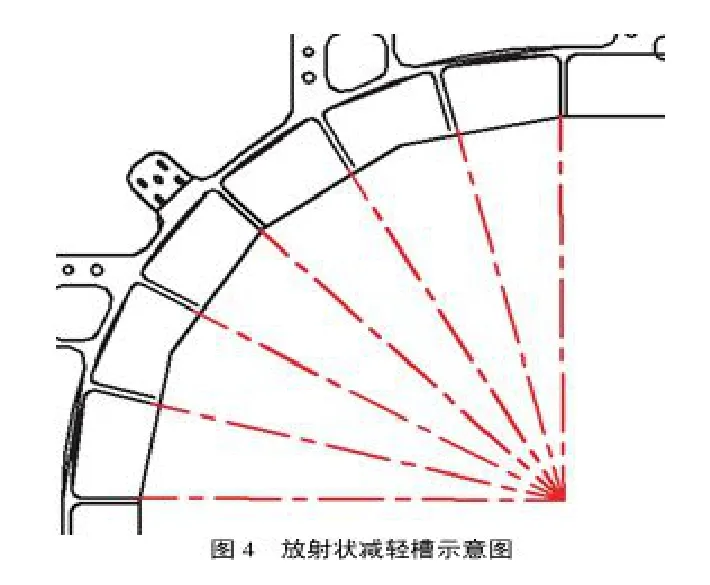
图4 放射状减轻槽示意图
5.门框外表面端面为密封面,表面粗糙度Ra1.6,密封面存在两圈密封槽,密封槽为空间曲面构型,倒内圆角R0.3mm,其剖视图如图5所示,密封槽内底面粗糙度同样要求Ra1.6。标准刀具无法满足该构型的铣削加工,且一般铣削方法难以达到产品表面质量要求,所以设计专用刀具、试验合理的加工参数是必须攻克的难点。
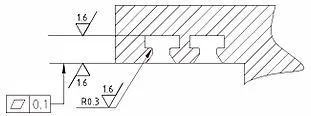
图5 密封槽示意图
3 门框的加工工艺分析研究
3.1 一体化工艺流程的设计
机械加工工艺流程的合理安排对于保证加工质量、提高加工效率、减小零件变形等有很大影响,根据薄壁大尺寸铝合金门框零件结构的特点,制定具体的加工工艺流程如图6所示。

图6 门框加工工艺流程图
为减小变形,采取了如下措施:优化加工进给量、车床底盘转速或加工中心主轴头转速、加工速度等参数组合,采用小切深、低进给量、逐层去除,提高加工尺寸精度和表面质量:合理设置去应力时效的工序,在加工过程中逐步消减加工及结构内应力,确保后续加工的精准及最终的精度;设计高精度工装平台作为加工平台,采用压板定位装夹异性台阶面,并辅以速干胶粘接方式对加工的零件进行侧向固定,降低加工零件的固有频率,提高加工的尺寸精准性和表面质量:设置若干过程中形位尺寸特征点检测(如端框外圆、对接平面、外型面等),使用激光跟踪仪对其进行实时监测,及时获取变形情况并修正加工参数。
3.2 采用高速加工控制变形
门框外:表面为球冠面大底结构,面积较大,结构复杂,鉴于铝合金的薄壁、弱钢性特点,采用高速加工可有效降低加工过程中的切削力,提高了零件表面质量。为增加刀具系统的刚性,门框的粗加工使用直径为15mm的整体合金端铣刀,采用分层加工的方式。精加工使用直径为15mm的整体合金球头铣刀,刀具强度较好。粗加工转速为13000r/min,进给4000mm/min,切削线速度为900m/min,大大增加了加工效率。精加工转速13000r/min,进给200mm/min,步距为0.30mm,获得了较高的表面质量。
3.3 优化走刀轨迹及加工参数
鉴于门框的外表面为球冠面大底结构,且面积较大,表面粗糙度要求高等特点。为提高加工效率,需设计比较不同走刀轨迹在相同切削参数下的加工质量和效率,得到最优走刀轨迹。周向走刀相比于径向走刀,刀轨简洁,切削时间短,整体表面质量均匀而光滑。周向走刀又可以分为等距环切和等距螺旋两种,如图7、图8所示。

图7 等距环切走刀轨迹图

图8 等距螺旋走刀轨迹
通过加工仿真分析模拟,使用两种相同切削参数的试验比较结果如上文表2所示,发现等距螺旋走刀方式加工效率提高16%,加工的表面质量也更好。

表2 不同走刀方式两种相同切屑参数的试验比较结果
3.4 装夹方案及专用工装设计
门框在切削力和紧固力的作用下,易发生变形,为保证门框的形位公差,加工门框内表面密封面时必须保证无装夹应力,并且由于精密加工工件的精度要求高,需要“一刀下”来保证各加工精度。针对该零件特点,设计了下凹式支撑工装,零件在进行铣削加工时采用如下装夹方式:门框放置于工装内,用销钉将门框固定在工装顶盘内,为防止零件轴向转动,中心孔处用压板定位装夹。并辅以速干胶粘接方式对加工的零件进行侧向固定,降低加工零件的固有频率,采用高速铣削的加工方式有效的保证激振频率远离零件的固有频率,提高加工的尺寸精准性和表面质量,门框球冠内部填满切削液以提高零件的工艺刚性。
此方法利用切削液填充辅助装夹手段,即将切削液填充到工装与门框形成的区域内来提高整体零件的固有频率,进而提高薄壁零件的整体刚度,达到减少刀具变形与颤振的目的。实现门框壁厚公差优于0.15,门框端面平面度优于0.1,垂直度优于0.2 的指标,解决其因刚性差而产生的影响工件表面质量的问题,从而保证薄壁件的加工质量要求。(如图9所示)

图9 门框工装设计
3.5 放射状减轻槽的加工
门框方形内腔侧面有一圈放射状减轻槽(如图10所示),进刀空间受限,因此加工放射状减轻槽时采用斜线进刀方式,刀具切入角与工件平面的夹角取为15°,夹角角度越小在进刀时的切削力就越小。同时采用由外到内的环形走刀和回路切削,可避免因侧壁刚度的急剧减小导致的“让刀”现象。

图10 放射状减轻槽局部示意图
3.6 T型密封槽加工及刀具选用
加工T型密封槽时选用自制T型铣刀(如图11)。自制T型铣刀区别于传统T型刀刃口锋利,切削轻快。底齿的切削刃能够很好的保证密封槽底面到密封面上表面的距离尺寸公差0.1及表面粗糙度Ra1.6要求。
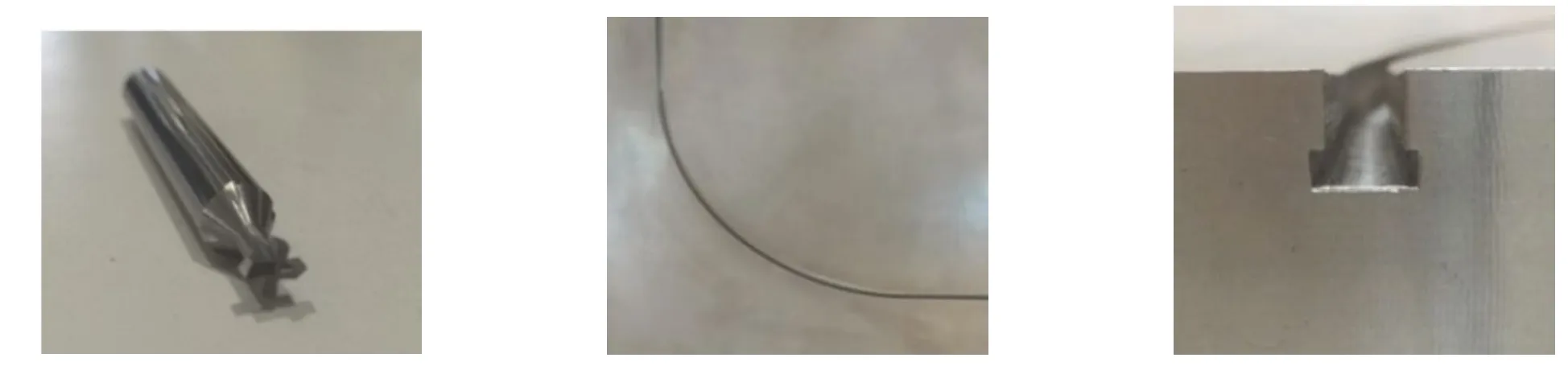
图11 T型刀加工密封槽
T型槽的加工过程如下:立铣刀开槽清侧壁,底部留0.05mm余量待加工;T型刀先去除中部大量,顶部、侧壁、底部均留0.05mm余量;选择合理的刀具长度补偿和半径补偿值,T型刀一次走刀去除所有余量,保证零件尺寸公差。
此外,由于大型铝合金结构件对温度变化非常敏感。为了保证密封槽平面度0.1μm,在机床上同时装夹并加工T型槽精加工试验件,实时测量并选取准确的刀具长度和半径补偿值来保证加工精度。
3.7 在线测量与离线测量的误差补偿
精铣过程中采用非接触式超声波测厚仪对零件壁厚进行无损检测。实时测量零件壁厚的加工余量,严格控制壁厚在3±0.15mm。但因量具、测量方法及加工环境温度与最终检测的不一致,会导致测量误差,为消除在线测量与精密测量间的误差,操作时要求加工者在精加工与精密检测之间要反复进行,即每次加工0.1~0.2的余量时进行精测,通过这种方式掌握由于环境、人员等导致的测量误差,并且在最后一次精密加工时进行相应补偿。
4 结论
本文分析以门框为代表的薄壁弱刚性、大尺寸、高精度等特点,对该类零件的加工难点进行分析,为实现小变形进行工艺方案设计。
(1)为消除加工过程造成的应力变形采用高速加工的方法,保证零件尺寸精度0.5的技术要求,最终实现尺寸精度0.3。
(2)针对门框在切削力和紧固力的作用下易发生变形难点,设计了下凹式工装,并通过内部填满切削液提高零件加工刚度,实现壁厚偏差优于0.15。
(3)通过优化走刀轨迹,采用周向等距螺旋走刀方式,零件加工效率提高16%。
(4)通过特制专用铣刀加工T型密封槽,实现密封槽底面到密封面上表面距离偏差0.08及表面粗糙度优于Ra1.6。
(5)采用在线和离线双结合测试方法,实现对零件加工装夹变形误差补偿,保证零件的尺寸和形位精度。
通过实践证明,薄壁弱刚性、大尺寸、高精度铝合金门框采用的工艺方法、工艺路线合理可行,积累了薄壁弱刚性高精度铝合金门框零件的加工工艺方法,为后续类似零件的加工提供参考和借鉴。
