真丝织物活性染料墨水数码直喷印花上浆预处理工艺研究
2021-06-22蒙冉菊戴桦根高慧英
陈 文,蒙冉菊,戴桦根,高慧英
(嘉兴职业技术学院 时尚设计学院,浙江 嘉兴 314036)
数码印花是将图案以数字形式输入计算机,通过色彩管理软件编辑处理,再由计算机控制精密机械,向介质表面喷射各种颜色的染液微滴,形成所需的色泽,经汽蒸或烘焙固色、水洗等后整理,形成所需图案[1-3]。相较于传统印花,数码喷墨印花以色彩丰富、精度高、工艺流程短、无制版和调浆、无浪费和储存、低能耗、快反应、高灵活性等优点迅速发展起来[4-5]。高品质面料的真丝织物以光泽幽雅柔和、手感柔软光滑、弹性好、亲肤舒适等特点一直深受消费者青睐,在智能化、信息化的时代背景下,数码印花技术在真丝产品小批量、多品种的个性化应用上前景广阔[6-8]。
当前,真丝织物数码印花多使用色泽鲜艳、湿处理牢度好的活性染料墨水,常规的活性染料印花需要添加一些印花助剂(固色剂、增稠剂、吸湿助溶剂等),但受限于数码印花喷印精密部件的高要求,这些助剂不宜直接加入印花墨水中。因此,数码直喷印花前织物通常要进行预处理(浸轧含有印花助剂的浆料),以保证数码墨水喷印后图案不会渗化[9-11]。
海藻酸钠(Sodium Alginate,SA)和羧甲基纤维素(Sodium Carboxymethyl Cellulose,CMC)是活性染料数码印花常用的预处理浆料,但预处理工艺控制不好会影响得色量、渗透性和花纹的清晰度,降低产品的档次和附加值。本研究以SA和CMC对真丝织物活性染料墨水数码直喷印花进行上浆预处理,分析了不同种类、质量分数上浆糊料对真丝织物的活性染料墨水数码印花效果,为真丝织物数码印花活性染料墨水直喷预处理浆料的选择及使用提供参考。
1 试验
1.1 材料与仪器
面料:真丝素绉缎(52 g/m2)、真丝雪纺(42 g/m2)、真丝斜纹绸(65 g/m2)。
药品:活性墨水有CYAN、EXTRA MAGENTA、YELLOW、BLACK(杭州京京科技有限公司),海藻酸钠(工业级,青岛明月海藻集团有限公司),羧甲基纤维素(CMC,工业级,华唯纤维素有限公司),尿素(江苏华昌化工股份有限公司),碳酸氢钠(杭州龙山化工有限公司),无水硫酸钠(淮安南风盐化工有限公司)。
仪器:HM1800B-TK12-A1数码印花机(深圳弘美数码纺织技术有限公司),Color i5计算机测色仪(美国爱色丽公司),Y571B型摩擦色牢度测试仪(宏大纺仪有限公司),SW-12AII耐洗色牢度试验机(温州大荣纺织仪器有限公司),BSJ200-4S电子天平(北京赛多利斯天平有限公司)。
1.2 实验方法
1.2.1 预处理
按尿素8%,小苏打3%,元明粉5%,糊料质量分数分别为0.5%、1.0%、2.0%、3.0%、4.0%配制SA糊和CMC糊,对真丝织物进行二浸二轧(轧余率为90%左右),烘干待用。
1.2.2 数码印花
以100%喷墨量,双向,4 pass,720 dpi×720 dpi条件下喷印10 cm×30 cm的单色色块,烘干。
1.2.3 印花后处理
蒸化(102 ℃,8 min)→水洗→皂洗(皂片2 g/L,浴比1∶20,90 ℃,5 min)→烘干。
1.3 测试方法
表观得色量K/S值:将喷印色块的布折叠4层,使用爱色丽r5计算机测色仪测定喷印真丝面料织物的表面色深值K/S值(测4处,取平均值)。K/S值越大,表明面料对光的吸收能力越强,织物表面颜色越深。
1.3.1 渗透率
用Color i5测色仪测定印花织物花纹正、反面K/S值,由下式计算印花的渗透率[12]:
1.3.2 精细度
设计喷印宽度分别为0.2 mm、0.5 mm、1.0 mm,以100%墨量的活性墨水进行喷印,经过后整理,对织物表面的喷印线条进行扫描,采用Nano Measurer对线条进行测量,计算平均值得出线条宽度[13]。
1.3.3 色牢度
耐皂洗色牢度按照GB/T 3921—2008《纺织品 色牢度试验 耐皂洗色牢度》方法测定,耐摩擦色牢度按照GB/T 3920—2008《纺织品 色牢度试验 耐摩擦色牢度》方法测定。
2 结果与讨论
2.1 不同预处理糊料对数码印花织物表观得色量K/S值的影响
印花织物的色彩效果一般通过表面颜色的深浅来衡量,即用等量的染料在织物上印花后的表面颜色深度,可用电脑测色仪测定K/S值。Kubelka-Munk理论在有色物体的吸收系数K和散射系数S与有色物质浓度C之间建立了一定的函数关系,计算得到的K/S值越大,说明有色物体表面颜色越深[14]。分别用不同质量分数(0.5%、1.0%、2.0%、3.0%、4.0%)的SA、CMC糊,对真丝素绉缎进行上浆预处理后,用活性单色(BLACK)进行数码喷印色块,测试喷印色块的K/S值,结果见图1。
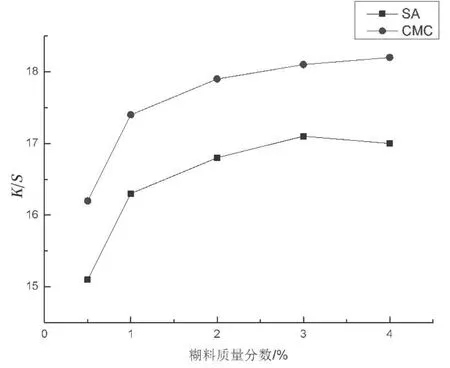
图1 不同种类、不同质量分数糊料预处理真丝素绉缎的数码印花表观得色量
由图1可知,用CMC预处理的真丝素绉缎织物表观得色量高于用SA预处理的真丝素绉缎织物,随着糊料质量分数的增加,织物表观得色量均表现出上升趋势。这主要是由于一方面,浸轧预处理后浆料在织物表面形成的浆膜阻止喷印在织物表面的染料在汽蒸时向织物内部扩散;另一方面,浆料的抱水能力减少了汽蒸固色时织物表面自由运动的游离水,使印花的墨水不易扩散,大部分染料集中在印花点上和纤维进行固着。随着糊料质量分数的增加,浆膜的厚度增加,效果更明显,织物表观得色量也随之增加。CMC糊料质量分数的增加,使表观得色量的增加更明显,但CMC质量分数超过3%后,表观得色量的增加趋于平缓。从图2不同质量分数CMC的生产实物图也可以看到,当CMC糊料的质量分数为1%~3%时,随着用量的增加,喷印产品的颜色明显加深。随着SA质量分数的增加,表观得色量先增加后微降,这是因为SA糊的印花渗透率较高,随着糊料质量分数的增加,更多染料渗透及固着于织物内部,影响了织物的表观得色量。

图2 不同质量分数CMC对真丝素绉缎进行预处理后的喷印实物
2.2 不同糊料预处理对数码印花织物渗透率的影响
一些真丝织物因特殊的织造方式,在印花加工中,易出现“翻丝”现象,导致印花产品局部颜色出现差异,形成病疵[15],预处理糊料的渗透率尤为重要。分别用不同质量分数(1%、2%、3%、4%)的SA、CMC糊,对真丝素绉缎进行上浆预处理后,用活性单色(BLACK)进行数码喷印色块,测试喷印色块的正反面K/S值,计算渗透率,结果见图3。

图3 两种不同糊料不同质量分数预处理真丝素绉缎的数码印花渗透率
图3为两种糊在真丝素绉缎织物上的渗透性,SA的渗透率在1%~2%先增加,最高在83%以上,然后再略下降,比CMC的渗透率高。CMC糊的渗透率随着糊料质量分数的提高明显下降,这可能是因为随着糊料质量分数的提高,不同糊料的黏度及结构黏度变化有差异,CMC的黏度增加更快,染料向纤维内部扩散的障碍力加大,SA的黏度随着质量分数的提高而增加的同时,结构黏度也增加较多,糊的流变性能提高,在浸轧过程中容易渗透到织物内部。结合图1和图3可知,SA适合印制易“翻丝”的真丝面料及正、反面色差要求小的面料,CMC更适合印制表观得色量高的花型。从图4可以看出,SA处理的丝绸正反面颜色差距不大,而CMC处理的丝绸面料正反面的差距比较明显。

图4 两种不同糊料数码印花正反面实物
2.3 不同糊料预处理对数码印花织物精细度的影响
分别配制SA、CMC两种糊料3%、碳酸氢钠3%、尿素8%、硫酸钠5%的预处理浆料对不同真丝面料进行预处理后,喷印宽度为0.2、0.5、1.0 mm的单色线条,经过汽蒸、水洗,测量线条的粗细来衡量精细度,测量数据见表1。
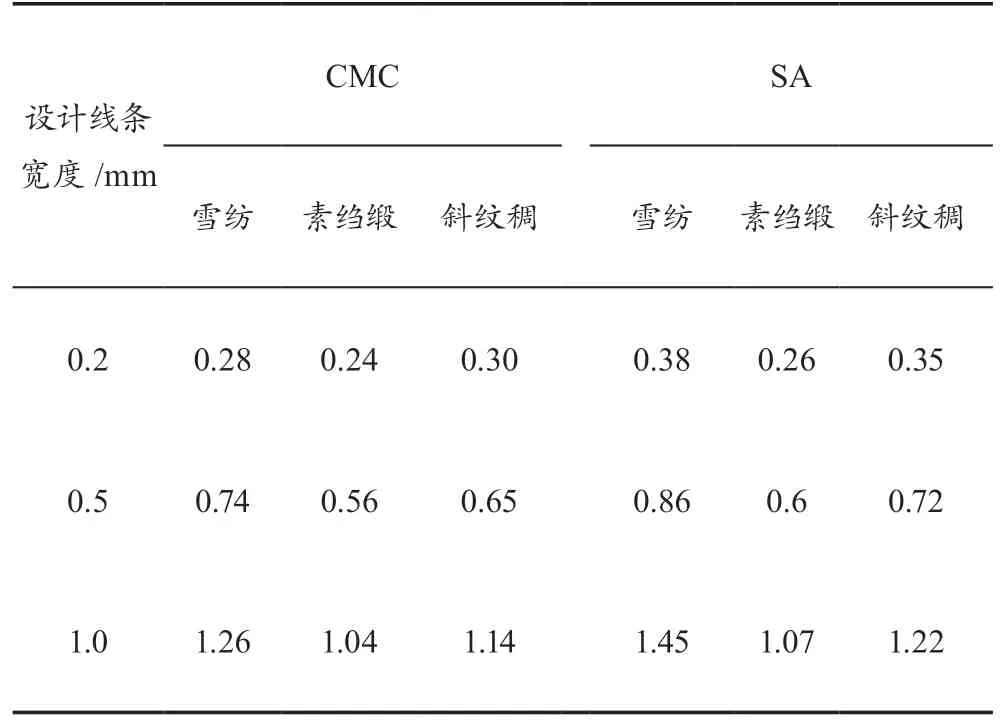
表1 不同糊料预处理喷印真丝织物的精细度/mm
由表1可知,预处理糊料CMC在精细度方面比SA具有明显的优势,特别在薄型织物上(如雪纺)。这可能是因为在数码喷印中,墨水是直接喷印在面料上的,真丝织物的吸湿量较少,尤其是薄型织物,容易因渗化而导致花型精细度下降,而SA糊的抱水性不如CMC,抱水性较好的糊料,可增加织物的吸墨量及汽蒸时对蒸气的吸收,减少了游离水,减弱了染料随游离水的扩散形成的渗化,提高了喷印的精细度。从图5的生产实物图可以明显看出CMC预处理的真丝雪纺比SA预处理的面料花纹清晰度要高。
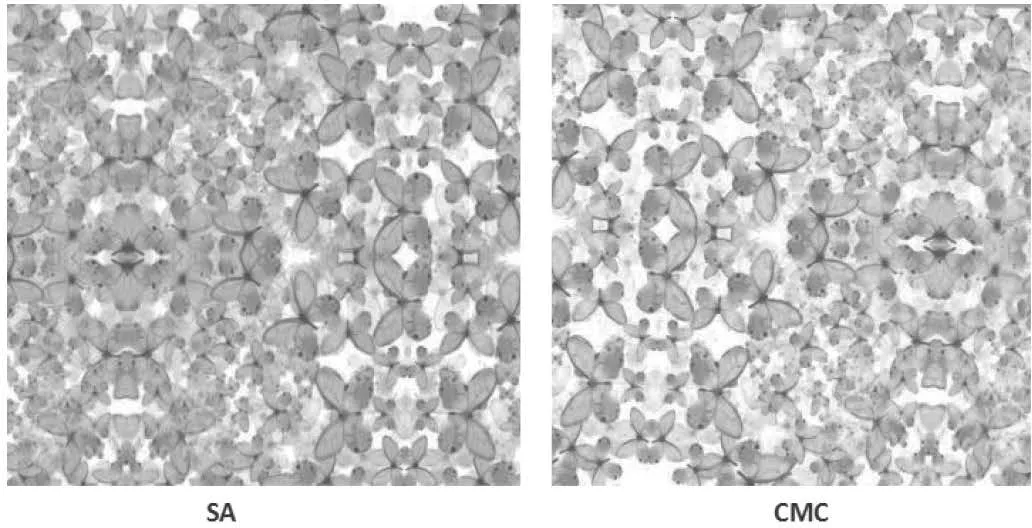
图5 两种糊料预处理真丝雪纺织物生产实物
2.4 上浆预处理设备的调整
织物上浆过程中容易因设备的问题出现上浆不均匀、纬斜及设备停顿现象,对喷印图案的质量及喷印效能也有很大影响。通过添置整纬装置和打卷装置,可以较好地解决连续上浆方式中出现的纬斜和皱印问题;根据面料的厚薄及时调整压棍与浆槽距离,一方面,可以提高上浆的均匀性,另一方面,还可以减少设备的磨损;及时更换链条,让收卷电机使设备实现在较高速度下收卷不停顿,提高设备的产能和效率。
2.5 预处理工艺优化后印花色牢度测试
对上述真丝织物上浆预处理进行综合分析,预处理浆料配比为CMC 3%、小苏打3%、元明粉5%、尿素8%,测试不同组织结构的真丝面料上浆后,数码直喷印花的得色量及色牢度,结果见表2。
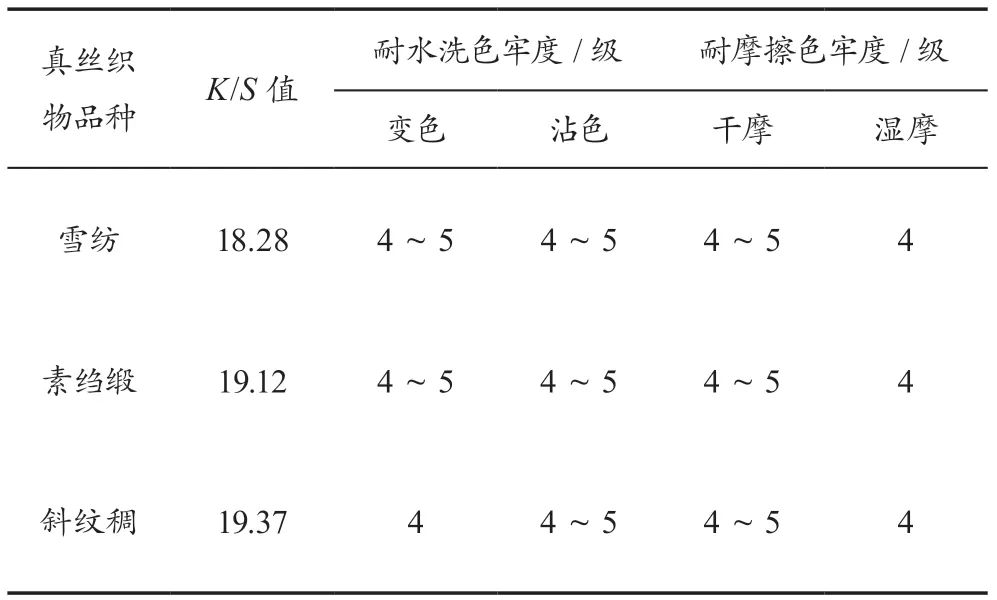
表2 预处理工艺优化后的真丝产品色牢度测试
从表2可以得出,用此上浆配方对各品种真丝织物进行上浆处理后,数码印花K/S值较好,不同真丝面料上的表观得色量都比较稳定;3种真丝织物的耐水洗(变色和沾色)色牢度在4级以上,耐摩擦色牢度(干摩擦、湿摩擦)也在4级以上,可以较好地满足生产和使用需求。
3 结语
(1)CMC适合印制表观得色量高及对精细度要求高的花型;SA适合印制易“翻丝”的真丝面料及对正反面色差要求小的面料。
(2)采用CMC 3%、碳酸氢钠3%、尿素8%、硫酸钠5%的上浆预处理配方,对真丝织物进行上浆预处理后,可以得到较好的活性染料墨水数码印花表观得色量和清晰的花纹图案,各项牢度在4级以上,可以满足使用要求。
(3)除了要关注上浆工艺,上浆预处理设备的正确调整对喷印图案的质量及喷印效能也有很大影响,生产中要通过调整上浆设备,解决上浆不均匀、纬斜及设备停顿等问题,提高印花质量及效能。
