降低切丝机烟丝长丝率的研究
2021-06-18唐劲松韦典进张欣敏
丁 力,唐劲松,韦典进,张欣敏
(广西中烟工业有限责任公司,广西南宁 530001)
0 引言
切丝工序是卷烟制丝生产过程中的主要工序之一,该工序主要是让松散湿润的烟草叶片经过烟草切丝机后被分切成指定宽度的烟丝。常规卷烟产品中长丝和中丝占绝大部分,卷烟中长丝比例过高,会使卷烟在卷制过程中波动较大,还会造成卷烟燃烧锥落头倾向上升,影响卷烟的产品质量和品质。
烟草切丝机是卷烟工业最重要的制丝生产设备之一。物料(烟叶)主要通过输送装置进入切丝机,在切丝机上下排列的楔形通道中对烟叶进行压实输送,物料在刀门附近由装有刀片的旋转刀辊对烟叶进行快速切削。切丝机直接影响成品烟丝的结构稳定性和卷烟物理质量,对烟丝长丝的形成具有重要影响[1]。
1 分析原因
为了确认在切丝工序环节造成切丝机切叶丝产生长丝的主要原因,研究切丝机切丝后造成长丝的原因,首先找出以下5 点末端原因。
(1)来料烟叶叶片大小不一致。来料烟叶大小不一致使得叶片在输送到切丝机刀门附近切削时,直接与刀片接触的部分长短不一致。
(2)来料烟叶叶片没有进行叶片分选。来料烟叶叶片没有进行叶片的筛选分类,导致来料烟叶叶片中大叶片比例较多,在切丝机切削时,容易出现长丝。
(3)切丝刀片用的是曲刃、水平平刀。切丝机刀片使用的是传统的曲刃和水平平刀,这种平刀切丝刀切出的烟丝长度主要由刀门附近叶片的长度决定,无法对较长叶片切出的烟丝进行切断。
(4)来料烟片进入切丝机的位置方向不合适。来料烟片进入切丝机时进入切丝机时的位置,会影响烟片在刀门进行切削时候的接触面长度,进而影响切丝机切丝时的长度。
(5)切丝机操作者操作不当。不同切丝机操作人员的操作技能、水平差异,造成切丝机切出烟丝的长丝率较高。
2 要因确认
通过对要因进行分析,确定造成切丝机切叶丝长丝的主要原因有“来料烟叶叶片大小不一致”和“切丝刀片用的是水平平刀”两个。
(1)来料烟叶叶片大小不一致。叶片结构直接影响切后的烟丝结构。大片率的增加有助于提高整丝率、降低碎丝率,但同时也会导致长丝率增加、中丝率降低[2]。通过对南宁卷烟厂B 线切丝机来料烟片在进入切丝机前不同批次、不同品牌的烟片多次取样,测量烟片最长处超过60 mm 的烟片占到1/3 以上。这些较长的叶片难以通过分选或切短等手段变成较短叶片。因此,这些较长的烟片是切丝后烟丝长丝的主要来源。
(2)切丝刀片用的是水平平刀。根据切丝机切烟片的原理,来料的烟片通过切丝机上下排链的输送达到上下刀门,切丝机刀片在刀辊的转动带动下对烟片进行切削。由于目前在国内使用的切丝机多采用水平平刀对烟片进行切削,某一时刻刀门处叶片的长度对应的就是该时刻切出烟丝的长度。平刀刀片无法对较长的烟丝进行长度限制,不具备将长丝切断的功能。
3 制定方案
由于切丝机来料的物料中叶片大小不一致问题较难解决,在物料来料大小不一致的情况下,为降低切丝后烟丝的长丝率,从改造切丝刀片的设计出发,考虑在切丝过程中改造传统的平刀切丝刀片,使切丝刀片具备将长烟丝切断的功能,以实现将一部分长丝转变为中长丝和短丝。经过研究,考虑改为矩形齿型断丝刀片,具体形状如图1 所示。该切丝刀片相比平刀,在切丝刀片上每隔限定距离就有一个矩形缺口,通过锯齿形交错设计的刀口对物料切削,实现对来料的限定长度切丝,实现将刀片交错部位的烟丝切短,降低长丝率。
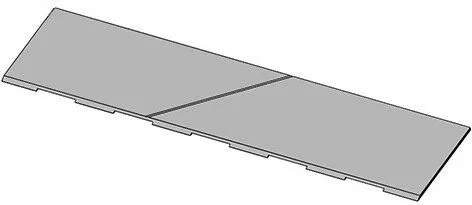
图1 矩形齿型断丝刀片
4 测试验证
2018 年8 月在南宁卷烟厂制丝车间选取B 线1#SQ341 切丝机,采用随机抽样方法,从该切丝机的卷烟产品中抽取A 和B 两个牌号产品的样本;于2018 年11 月和2019 年3 月完成对B 线1#SQ341 切丝机更换为全部矩形齿型断丝刀片(矩形刀片长度30 mm)后,再次抽取A 和B 两个牌号产品的样本。对抽取的样本进行检测,主要检测内容包括烟丝长中短丝的比例情况、成品物理指标、内在质量评价。
烟丝长中短丝的比例情况主要通过烟丝振动分选筛对取样产品进行筛分,筛出对应长度范围的烟丝,将筛选出的对应长度范围烟丝通过天平称重后计算出占所取样产品总重的比例。卷烟成品物理指标主要通过索定综合测试台对取样成品进行检测,给出烟支重量和吸阻的评价结果。卷烟内在质量评价由专业的卷烟评吸人员对抽取样品进行评吸后给出评价意见。
统计分析软件使用Excel:①两卷烟产品的烟丝长中短丝比例及变化情况(表1),采用矩形齿型断丝刀片(矩形刀片长度30 mm)后,切丝机切丝后烟丝相比改造前烟丝,长丝率下降明显,中丝率、短丝率均显著上升,碎丝率小幅上升;②两卷烟产品的成品物理指标检测情况及变化情况(表2),采用矩形齿型断丝刀片(矩形刀片长度30 mm)后,切丝机切丝后烟丝相比改造前烟丝,重量标偏和吸阻标偏均有所降低,卷烟成品质量趋于稳定;③两卷烟产品的内在质量评价情况(表3),采用矩形齿型断丝刀片(矩形刀片长度30 mm)后,切丝机切丝后烟丝相比改造前烟丝,在内在质量评价方面差异不明显。
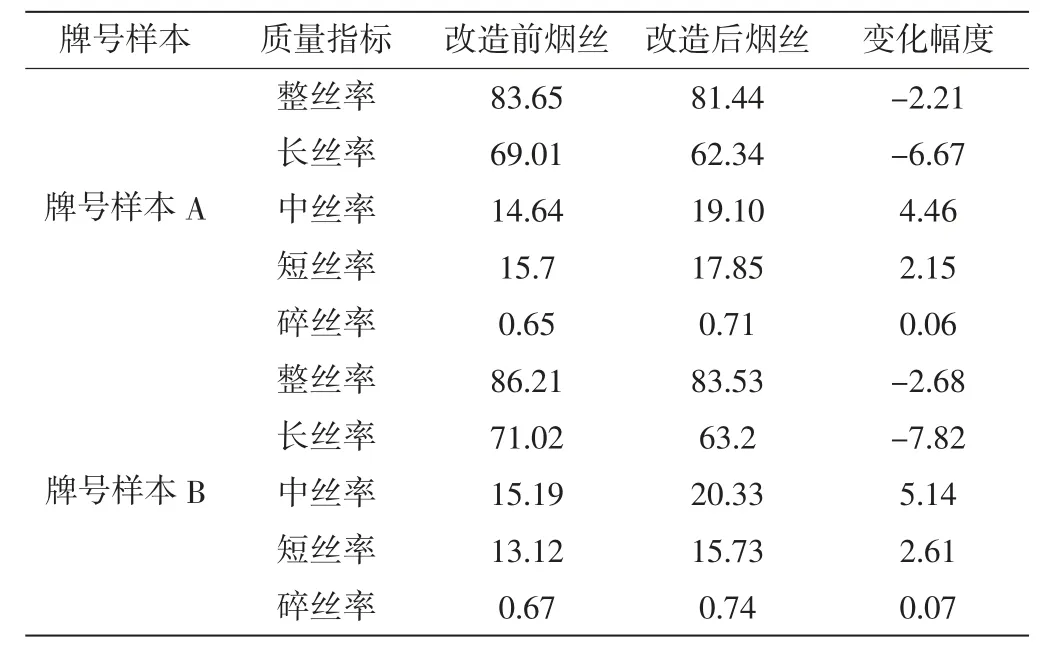
表1 改造前后卷烟产品烟丝长中短丝分布情况%
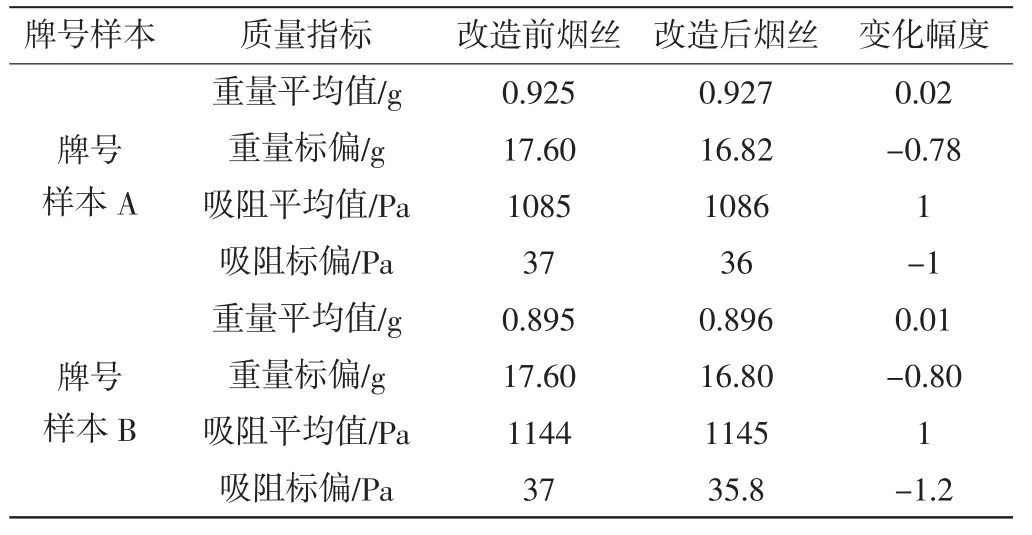
表2 改造前后卷烟产品成品物理指标
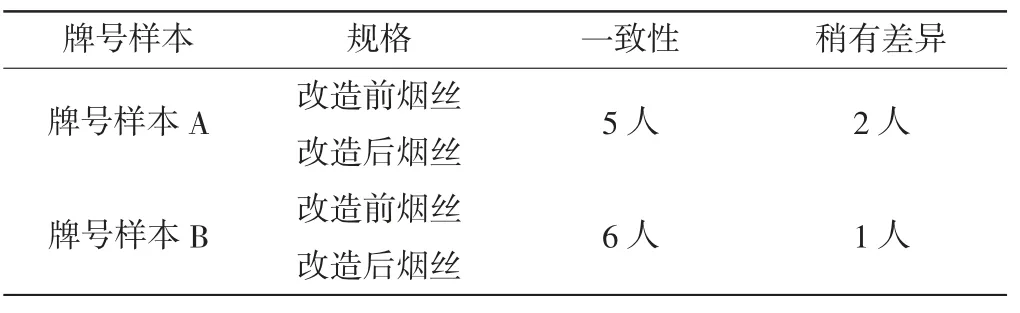
表3 改造前后卷烟产品内在质量评价
5 结论
将切丝机普遍采用的平刀改造为矩形齿型断丝刀片(矩形刀片长度30 mm)后,明显降低切丝后烟丝的长丝率,中短丝率有明显提高,碎丝率少量增加。卷烟成品物理指标也比改造前更平稳,卷烟内在质量评价没有明显差异。