竹质集装箱底板制造工艺研究*
2021-06-18张方达方长华刘焕荣马欣欣张秀标费本华
张方达 方长华 刘焕荣 马欣欣 张秀标 费本华
(国际竹藤中心,北京 100102)
目前,全球90%以上的货物贸易使用集装箱运输[1]。集装箱底板是集装箱的主要承载配件,它不仅需要具有足够的强度、刚度、耐久性和耐磨性,还要能够承受一定的集中载荷,是一类用量大、技术性能要求高的结构用人造板[2]。早期,克隆木(Keuring)和阿必东(Apitong)等热带阔叶材常被用于制造集装箱底板,但随着集装箱用量的持续增长,树木资源被过度采伐导致热带雨林的生态环境破坏加剧,自1993年以来,东南亚各国相继制定限伐政策,给集装箱底板产业带来了原料危机,从而在世界范围内掀起了研发集装箱底板替代材料的热潮[3]。
澳洲桉木由于材性优异,价格低廉,率先被用于制造集装箱底板。但随着澳洲桉木价格上涨,集装箱底板制造主要用材转变为橡胶木、桦木等非传统硬木为主的混合木单板,并搭配使用杨木、桉木等速生材[4]。目前,我国每年约有2 万m3的集装箱底板由全木质材料加工而成[4-5]。
我国是世界上竹类资源最丰富的国家,竹林面积、蓄积量、竹材产量均居世界之首。据第九次全国森林资源清查报告,我国竹林面积为641.16 万hm2,人工林面积8 003 万hm2,蓄积量33.88 亿m3[6]。用竹木复合材料制备集装箱底板可充分发挥我国的资源优势,既降低生产成本,又保证产品内在和外观质量[7]。作为集装箱生产的重要基地,我国已连续27年蝉联全球产销量冠军,占有全球96%的份额。现阶段集装箱底板用材主要是毛竹与橡胶木、辐射松、马尾松等速生材复合材料。
本文介绍了竹质集装箱底板生产常用竹单元,对比研究了不同类型全竹材集装箱底板,并分析了竹木复合集装箱底板的特点及存在的问题和发展趋势。
1 竹质集装箱底板主要构成单元
竹质集装箱底板包括全竹材集装箱底板和竹木复合集装箱底板。全竹材集装箱底板使用的构成单元主要有弦向竹篾(Tangential bamboo sliver)、径向竹篾(Radial bamboo sliver)、竹刨花(Bamboo chip)、疏解竹(Bamboo bundle)、规格竹条(Bamboo strip)和展平竹(Flattened bamboo panel),如图1所示。竹质工程材料的构成单元不同,其后的干燥、施胶、组坯和热压工艺也大不相同,最终会影响到产品的性能与生产成本[8]。目前,竹木复合集装箱底板所使用的竹单元主要是径向竹篾。

图1 不同类型竹单元Fig.1 Different types of bamboo units
2 全竹材集装箱底板
全竹材集装箱底板由竹单元经干燥后施胶、组坯、热压而成。通常将弦向竹篾和疏解竹单元编织成帘后再组坯以提高板材内部结构规则度。对于易霉变腐朽的竹单元或用于特定场合的竹质工程材料,需要对竹单元进行蒸煮或微炭化处理。全竹材集装箱底板的加工工艺如图2所示。
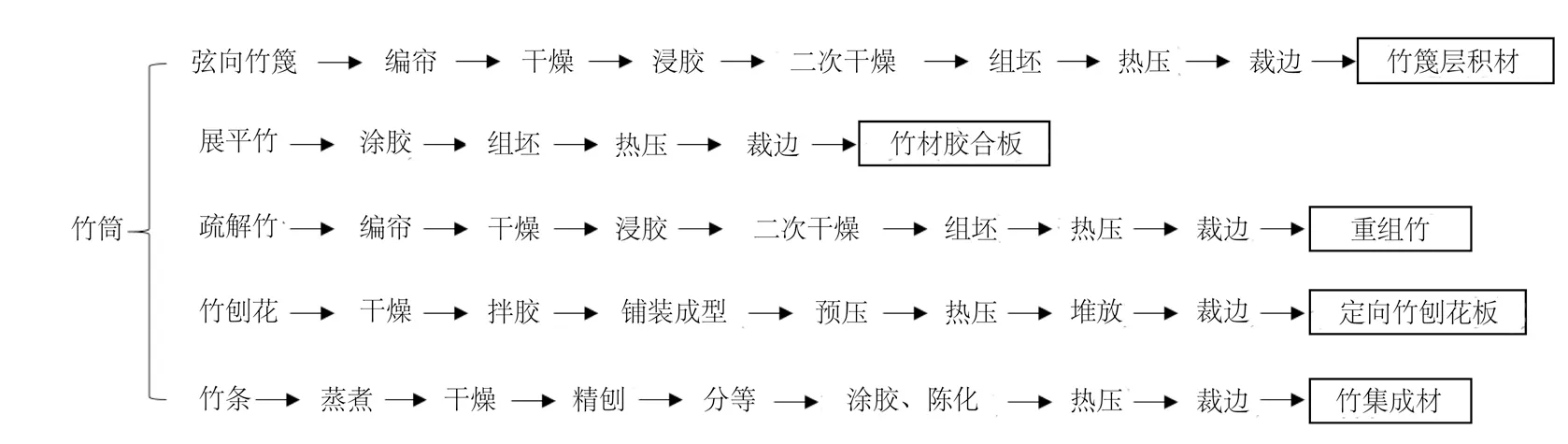
图2 全竹材集装箱底板制造工艺流程图[10-12]Fig.2 Manufacturing process flow chart of all bamboo-based container flooring
2.1 全竹材集装箱底板类型
2.1.1 竹篾层积材(Laminated bamboo sliver lumber)
此类集装箱底板的构成单元是弦向竹篾。板材有两种结构:篾片纵向排列的单向结构和篾片纵横交错排列的非单向结构[11]。单向结构板材横向强度低,只有当板材密度在1.1 g/cm3左右,厚度在25 mm以上时,才能作为结构材使用[12]。非单向结构竹材纵横胶合困难,产品存在较大的质量隐患。其主要优点为抗弯强度大、刚性好,抗剪能力强。最大的问题在于竹篾是称量捆扎后组坯,容易导致铺装不均匀,进而引起胶合强度及其他各项物理机械性能不稳定,制成板后易发生翘曲变形。同时,作为集装箱底板比重过大、硬度太高,锯刨钉加工性能极差,会给安装和维修带来不便[4]。针对竹篾层积材存在的问题,对其结构和工艺进行创新,开发了弦向竹帘胶合板,避免了竹篾层积材仅能压制高密度厚板的不足,同时克服了竹篾层积材易变形的缺点。密度为0.85 g/cm3的弦向竹帘胶合板,平均纵向弹性模量和静曲强度分别可达11 200 MPa和121.2 MPa[12]。竹篾层积材与玻璃纤维布复合可在降低密度的基础上,使其弹性模量和静曲强度分别增加26.3%和41.2%。竹材的弦向面存在难以胶合的竹青与竹黄,为保证胶合效果,通常在劈篾时将竹青和竹黄去除,致使竹材的利用率较低。
2.1.2 竹材胶合板(Plybamboo)
竹材胶合板是以带沟槽的等厚展平竹为构成单元,由相邻层竹片互相垂直组坯胶合而成。由于集装箱底板需具有较高的纵向机械强度,要求竹材胶合板纤维方向竹片的厚度之和占板坯总厚度的55%~70%。同时,为避免横向强度、刚度不足,产生翘曲变形等缺陷,组坯时应有一定比例的竹片垂直于纤维方向放置[11]。其主要优点是:强度高、刚性大、强重比高,且湿胀率小、尺寸稳定、不易变形,纵横两向强度差小[13]。但展平竹要经过去内外节、刨除竹青竹黄、软化和展平等处理,竹材利用率仅60%左右,且加工效率低[9]。展平竹整张化困难,进行集装箱底板生产时组坯效率低,因此制备的板材成本高,在集装箱底板领域不具竞争优势。为了简化展平竹的制备工序,弧形竹片未经软化,去除青黄后直接采取机械方式压平,纵向组坯制备竹材胶合板[14]。以这种方式制备的四层结构板材平均弹性模量和静曲强度分别为9 300 MPa和76.5 MPa,但因展平竹轴向裂缝较大,容易发生水平剪切破坏[15]。
2.1.3 重组竹(Bamboo scrimber)
重组竹的构成单元是网状竹束,具备强度高、耐候性强和尺寸稳定性好等优点,被广泛用作车厢底板、户外地板、家具以及园林景观建筑材料[16]。重组竹的密度对板材强度和吸水率有较大影响,通常为1.05~1.30 g/cm3[17]。当密度低于0.90 g/cm3时,重组竹的强度会明显降低[18]。板材密度均匀性会影响其强度的稳定性,通常将片状竹束编织成帘后再组坯以提高其密度均匀性[19]。用作户外地板时,通常对竹束进行热处理后再组坯以提高板材尺寸稳定性和防腐性能,但热处理会降低板材的抗弯性能[20]。酚醛树脂含量对板材吸水膨胀率影响显著,用胶量通常为10%~25%[21]。余养伦[22]等以毛竹纤维化单板为原料制造重组竹集装箱底板。由于不必去除竹青竹黄,毛竹的利用率高达90%,且疏解竹帘的加工效率和组坯效率均高于径向竹帘和弦向竹帘。在疏解过程中,由于部分维管束和薄壁细胞被切断,该竹单元的力学性能和排水能力被削弱,在后续集装箱底板生产过程中干燥效率和热压效率低,周期长、能耗大。此外,由于重组竹底板用胶量大,密度过高,导致其最终成本较高,目前在集装箱底板领域所占份额较小。
2.1.4 定向竹刨花板(Oriented bamboo strand board)
定向竹刨花板通常具有三层结构,表层刨花顺纹排列,芯层刨花垂直于表层或非定向排列。板面密度最高,芯层密度最低。与其他竹质结构板材相比,定向竹刨花板的原材料竹种和竹秆部位适应性强,小径级竹材及竹梢与竹尾部分均可被刨削成竹刨花用于制备定向竹刨花板,竹材利用率高[23-24]。竹青和竹黄对板材的性能无显著影响[25],而竹节会降低板材强度。竹刨花尺寸对板材性能有较大影响,当刨花尺寸长度为110~120 mm,厚度0.6~0.8 mm时,制备的定向竹刨花板性能指标较优[26]。用过热蒸汽处理竹刨花可以提高竹刨花板的尺寸稳定性和力学性能[27]。12 mm厚定向竹刨花板的顺纹弹性模量和静曲强度分别可达6 012 MPa和40.1 MPa。目前云南某林业有限公司用龙竹(Dendrocalamus giganteusMunro.)定向刨花板制备集装箱底板,年产量约2万m3[6]。
2.1.5 竹集成材(Glue laminated bamboo)
此类底板的组成单元是规格竹条。由于竹单元的结构规整度高,板材内部竹单元之间有效胶合面积大,底板的抗弯强度及胶合强度较高。竹条竹青侧与竹黄侧的干缩系数差异大,胶合后竹条层积材易发生变形和开裂。弦向胶合时最好采用竹青面对竹青面,竹黄面对竹黄面进行组坯,以提高结构的对称性,减少径向面层积材的横向变形量[9,12]。组坯前通常对竹条进行蒸煮或微炭化处理,以防止板材腐朽和霉变。热处理会影响板材强度,尤其是弯曲强度明显降低。微炭化处理后,顺纹压缩强度有所提高,但顺纹拉伸强度明显降低[28]。规格竹条在加工过程中切削量大,竹材利用率仅30%左右,且生产效率低,制造成本高[29]。因竹条层积材较高的结构规则度、色泽淡雅、光洁度好、表面硬度高等特点,可用做更高附加值的家具、地板和室内装饰材料[30-31]。
2.2 不同竹质板材制备的集装箱底板性能比较
表1是几种全竹材集装箱底板与阿必东胶合板的主要力学性能对比。板材的密度、内部结构规则度、构成单元的力学性能及组坯方式都会对其最终力学性能有较大的影响。全竹材集装箱底板与阿必东胶合板相比,顺纹静曲强度较高,但顺纹弹性模量除重组竹外均低于阿必东胶合板。全竹材集装箱底板中,竹集成材的横、纵向静曲强度较高,因为精刨竹条的结构规整度高于其他竹单元。竹单元的结构规整度越高,则板坯中构成单元的接触程度越好,板材的强度就越高[11]。竹材胶合板的密度最低,展平竹的结构规整,可以较低的密度达到较高的强度。
全竹材集装箱底板如果为单向结构,则横向强度低,如竹篾层积材,需以较高的密度和厚度才可达到一定的强度。如果为非单向结构,由于酚醛树脂对竹材的浸润性差,该种板材极易在纵向与横向竹材的胶接界面产生开胶[5],存在较大的质量隐患。此外,全部采用竹材制备集装箱底板,存在生产效率低、原料成本高等问题,最后导致生产总成本高,在市场上失去竞争力。由于以上几种弊端,全竹材集装箱底板逐渐退出市场,被竹木复合集装箱底板取代。

表1 几种全竹材集装箱底板的力学性能比较[4,22,32]Tab.1 Mechanical performance comparison of bamboo-based container flooring
3 竹木复合集装箱底板
竹木复合结构可以科学合理地发挥竹材和木材各自的优良特性,获得既降低生产成本,又保证产品内在、外观质量的双重效果,同时也为利用国产速生木材生产结构用人造板找到了一条新途径[15]。早期竹木复合集装箱底板多采用强度高、硬度大的展平竹拼板或竹席作面层,以提供强度和表面硬度,用马尾松、杨木等速生材胶合板或OSB板作芯层[2]。
3.1 夹芯结构竹木复合集装箱底板
张齐生[3,32]等以毛竹展平竹和马尾松胶合板为原料制备集装箱底板,并与阿必东胶合板底板的性能作对比分析。研究发现,竹木复合集装箱底板的密度与阿必东胶合板底板相当,但其静曲强度高于阿必东胶合板底板15%~20%,纵向弹性模量低于阿必东胶合板底板10%~15%。马尾松节子多,早晚材、边心材的性能差异较大。松木内富含松脂,海洋运输中受太阳热辐射,树脂溢出表面,容易污染货物。考虑到产品密度及成本,认为压缩率范围为25%~28%较好[2]。孙丰文[33]等将马尾松、落叶松等密度中等的木材加工成强度≥85 MPa,弹性模量≥10 GPa,密度为0.75~0.85 kg/cm3的多层胶合板作为基板,然后在其上、下表面胶合展平竹拼板或竹席作为面层材料制备竹木复合集装箱底板。Rob[34]等以杨木刨花板作为芯层,高密度竹席胶合板(>0.9 g/cm-3)为面层,1~2 mm厚杨木单板作为中间层制备集装箱底板,强度可达到国标要求。有研究人员用规格竹条作芯层,桦木单板作表层制备集装箱底板。该产品强度较高,通过了美国船级社的初步验证。我国桦木主要集中在北方地区,由于径级较小,心腐严重,出材率低,因此制造成本较高[4]。

表2 几种竹木复合集装箱底板的力学性能比较[2,33,35]Tab.2 Mechanical performance comparison of container flooring made of bamboo-wood composite materials
由表2可知,竹席覆面底板的静曲强度高于展平竹覆面底板,二者的弹性模量相近。可能是展平竹表面裂纹影响其抗拉强度。由于展平竹表面规整度高于竹席,展平竹覆面底板的胶合强度较高。马尾松胶合板的静曲强度和弹性模量明显高于杨木胶合板,但展平竹与马尾松胶合板复合底板的纵向力学性能却没有明显优于展平竹与杨木胶合板复合底板。有研究表明,增大表层纵向竹片的厚度有利于提高底板的纵向静曲强度。由于杨木密度低于马尾松,且材性较差,竹席与马尾松胶合板复合底板的密度和静曲强度均高于竹帘与杨木定向刨花板复合底板。
由于集装箱底板对表面质量的美观、耐刮擦等特殊要求,用带裂纹的展平竹通过拼板技术制备面板存在一定的难度,竹材利用率和加工效率低,表板合格率不高。竹席的竹篾厚度仅为0.5~0.7 mm,剖篾工作量大,且增加胶黏剂用量,因而成本较高。此外,辊涂时竹席的竹篾压接处容易缺胶,而竹席浸胶则会在竹篾交叉重叠处产生“贮胶”现象。夹芯结构的竹木复合底板通常先加工高密度的竹席胶合板面板,然后再与木单板组坯压制集装箱底板,因此生产周期长。如果采用一步法直接制备此类底板,则表层竹席胶合板的密度难以控制。弦向竹帘的竹篾之间存在较大的缝隙,不适宜被用作底板表层材料[36]。用以上3种高密度竹质板材做面板制备竹木复合集装箱底板,成本偏高,且加工效率低,影响其市场竞争力。自1996年底,研究人员开始致力于改进竹木复合集装箱底板的生产技术,通过织帘的方式实现弦向竹篾整张化,以弦向竹帘作为结构单元,与木单板组坯热压成层合结构的竹木复合集装箱底板,在保证底板强度的前提下提高竹材的利用率和加工效率,降低成本[3]。
3.2 层合结构竹木复合集装箱底板
此类集装箱底板所使用的竹单元主要有弦向竹帘和径向竹帘,最早使用弦向竹帘制备层合结构竹木复合集装箱底板。由于竹青和竹黄的外表面难以胶合且呈弧形,在弦向竹篾生产过程中,仅取中间部分的弦向竹篾作为竹木复合集装箱底板的原料,竹材利用率约为65%。相比而言,径向竹篾加工效率和出材率高,竹材利用率高于90%,同时由于竹青和竹黄不易吸收胶液,耗胶量较小,热压周期短,用其制备的竹木复合集装箱底板综合成本比弦向竹帘复合板低29%。
如图3所示,当前竹木复合集装箱底板占比已达到85%,其中使用最多的竹单元是径向竹帘,约占90%。在毛竹资源匮乏地区,企业主要以定向刨花板或胶合板为原料来制备集装箱底板。图4为弦向或径向竹帘与木单板复合集装箱底板的制备过程。

图4 竹帘与木单板复合集装箱底板的生产工艺流程Fig.4 The production process of container flooring made of bamboo curtains and wood veneers
表3是4种层合结构竹木复合集装箱底板的力学性能对比。在底板制作过程中仅改变竹单元的类型,保持木单板种类、位置和组坯方式不变。图5为这3种底板的端面图。由表3可知,弦向竹帘与木单板复合底板的密度最低,且其弹性模量和静曲强度分别比径向竹帘与木单板复合底板低21.5%和14.3%,但短跨距抗剪强度高于径向竹帘与木单板制备的底板。径向竹篾两端厚度和宽度偏差大,竹节处较宽,铺装时竹帘局部会产生叠芯和离缝现象,结构规整性差,对底板强度产生不利影响。由于底板四周存在空隙,径向竹帘与木单板复合底板的吸水厚度膨胀率比弦向竹帘制备底板高50.67%。集中载荷是集装箱底板最重要的一项力学性能指标,在测试过程中超过70%的破坏发生在底层木单板。为提高底部强度,研究者在底层添加玻璃纤维布作为增强材料,可使复合底板的集中载荷提高16.0%,静曲强度提高28.1%,但相应成本也会增加。因此,探索合适的木材旋切工艺,得到高质量木单板,对于提高竹木复合板材的物理力学性能具有重要意义[37]。为提高底板的横向强度,研究者在横向木单板层添加玻璃纤维布或芳纶纤维布作为增强材料[38]。在同等热压工艺下,疏解竹帘与木单板复合底板的各项力学性能指标均最低。对于疏解竹帘/木单板复合底板而言,疏解竹的导管在加工过程中部分被破坏,不利于水分的传输。要保证板材强度需要更长的热压时间和更高的压力,否则疏解竹内部因含水率较高或胶层较厚而导致胶合效果差,板材强度低。

表3 不同竹单元制备竹木复合集装箱底板的力学性能Tab.3 The mechanical performance of bamboo-wood composite container flooring made of different bamboo units
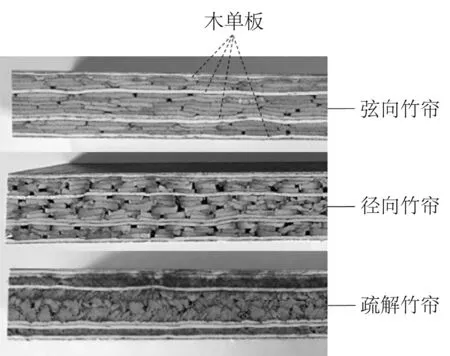
图5 3种层合结构竹木复合集装箱底板端面图Fig.5 The cross section of bamboo-wood composite container flooring
目前竹木复合集装箱底板多为19或21层结构,胶耗量大,组坯工艺复杂。俞艳[39]等发明了一种13层结构的毛竹和桉木复合底板,减少了胶黏剂用量,同时提高了组坯效率,但板材的力学性能未见报道。一般而言,随着厚度的增加,木单板的力学性能会降低。有研究表明,当桉木单板厚度从1.70 mm增至3.25 mm时,单板的静曲强度和弹性模量分别降低了42%和44%,且层积材经常在单板间发生撕裂破坏[37]。定向刨花板具备较高的抗剪强度[40],有研究以定向刨花板作芯层制备径向竹帘与木单板复合底板。12 mm厚定向刨花板可代替8~9片~1.9 mm厚竹帘,制备的底板静曲强度和弹性模量可达92.1 MPa和10.10 GPa,能够承受6 525 kg集中载荷。定向刨花板厚度对底板强度有较大影响,用9 mm厚定向刨花板做芯层生产的底板能够承受7 345 kg集中载荷。用此技术生产的竹木复合集装箱底板密度下降5%~8%,同时可降低生产成本3%~5%[41]。竹帘方向对竹木复合底板的物理力学性能有较大影响,当竹帘纵横交错排列时,板材的力学性能大幅下降,且吸水厚度膨胀率和浸渍剥离率较高[42]。
集装箱底板生产组坯时纵向铺设的单板一般采用整板(中板),需要较大径级的原木。采用小规格杨木、桉木、马尾松单板沿纤维方向接长作为中板,进行纵向组坯生产竹木复合集装箱底板,可降低原料成本。竹尾部分竹壁较薄,在制备弦向或径向竹帘时通常被舍弃。为提高竹材利用率,郑忠福等[41]用毛竹竹尾制备疏解竹帘部分替代弦向竹帘制备竹木复合集装箱底板。由于竹尾部分竹青和竹黄所占比例高,且两端厚度偏差较大,对疏解竹帘与上下层的胶合有不利影响,一张底板最多使用两层疏解竹帘才能保证底板强度达到国标要求。
为节约能耗,提高生产效率,有研究人员尝试对胶黏剂进行改性研究,以降低热压温度或缩短热压周期[43]。孙丰文[44]等用粉状落叶松单宁改性酚醛树脂生产竹木复合集装箱底板,试验表明,可以解决胶合板热压鼓泡等缺陷,并缩短热压周期。吴晓明[45]以较低热压温度125 ℃制备竹木复合集装箱底板。通过添加碳酸钙和间苯二酚以改善酚醛树脂的胶合性能,胶合强度达到了 2.09 MPa。该方法可能存在成本较高、工艺复杂等问题,而未被应用于工业化生产。
4 展望
现有竹质集装箱底板的研究,主要集中在制造工艺对产品性能的影响及不同底板性能的对比分析等方面,有关竹木复合集装箱底板结构优化设计和层积模型的预测分析方面的研究较少[46]。利用数值分析法对不同密度、不同层积方式的竹木复合板材在稳态和瞬态各种情况下进行快速、准确的模拟和预测,不仅能够节省工作量,简便、快捷地估算出竹木复合板材的各种物理力学参数,还能为发挥材料优势、优化结构设计,制造高性能竹木复合板材提供方法和依据。
径向竹帘与木单板复合板材作为竹木复合集装箱底板领域的主流产品,还存在一些缺陷。如径向竹篾厚度偏差大,导致板坯中篾片间接触程度较差,需要较高的密度才能达到特定的强度和模量,增加了产品的原材料消耗;同时板材密度高,在使用过程中因吸湿、吸水易造成较大的厚度膨胀。由高密度型竹木复合板向中密度型竹木复合板转变,同时提高板材结构规则度将是未来的发展方向[47]。
随着展平竹技术的不断成熟,可以制备出表面无刻痕展平竹[48],用其制备竹质工程材料可以最大限度地保持竹材“原态利用”,减少胶黏剂用量,且产品轻质高强,结构简单、美观,还可以进一步拓展竹木正交复合材料的适用范围[49]。竹材弧形原态重组材料也能够最大限度地保持竹材的原生形态,且具有较高的强度,可用作结构工程材料,将来有望成为现有集装箱底板的替代产品[50]。
