48 V 负极线束发热故障分析与解决
2021-06-18夏鸣春范生北
夏鸣春 周 慧 卢 云 范生北
(吉利汽车研究院有限公司 浙江 宁波 315315)
引言
引起线束发热的因素有许多,如线束线径与保险丝容量不匹配、端子能承受的载流与设备所需电流不匹配、端子和导线压接不良、固定线束端子的凸焊螺母和螺栓匹配不良、线束端子装配转矩偏小等[1]。
1 48 V BSG 电路与控制策略
BSG(Belt-driven Starter Generator),即利用皮带传动兼顾起动和发电的一体机[2]。48 V BSG 系统包含BSG 电机、48 V 电池包和直流转换器(DC-DC)。在起动瞬间,48 V 电池包提供电流,使BSG 电机起动,BSG 电机通过皮带带动发动机运行。同时,BSG 电机产生的电能通过直流转换器将48V 转换为12V,供电给整车所有负载。在汽车制动等情况下,能量通过BSG 电机给48 V 电池包充电。
48V BSG 系统电器架构图[3]如图1 所示。
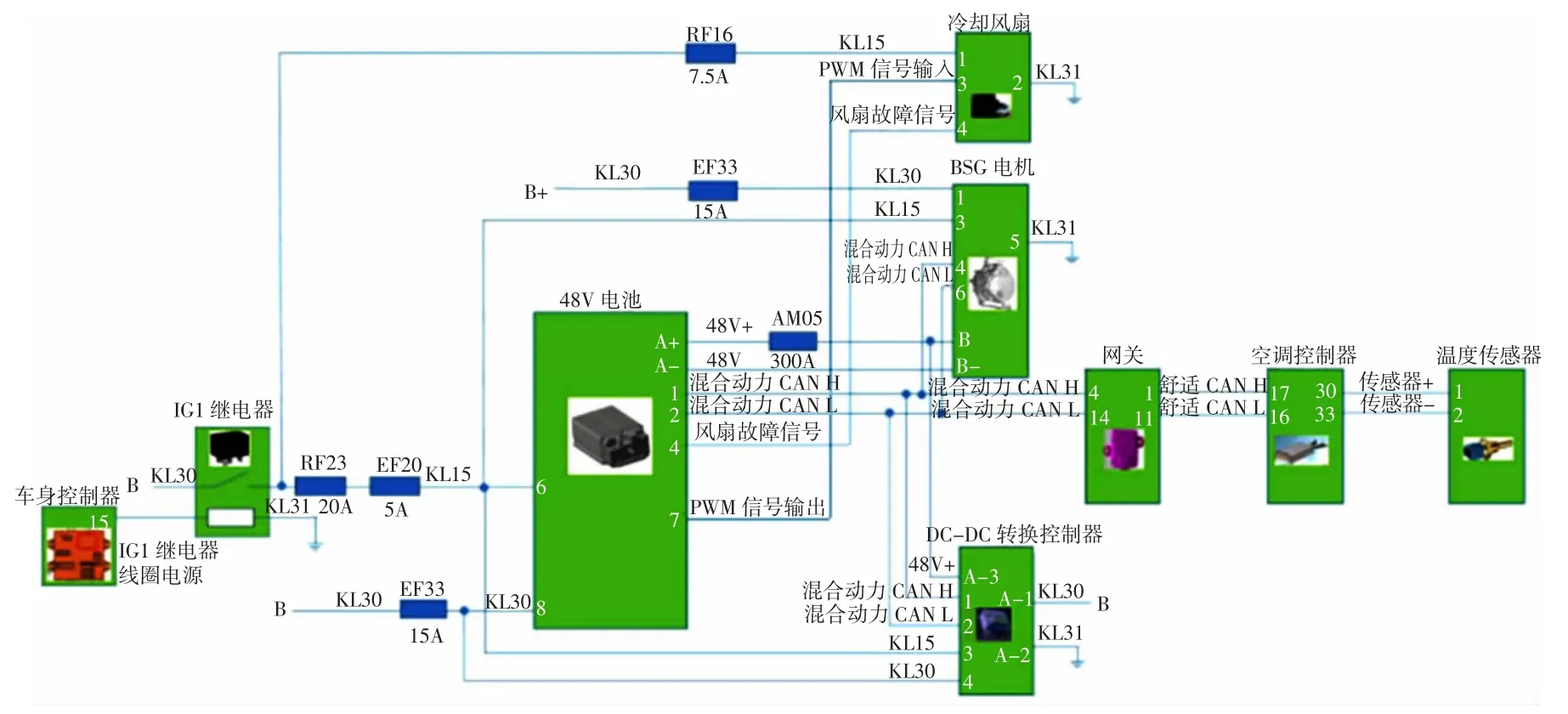
图1 48 V BSG 系统电器架构图
2 发热故障分析
2.1 设计选型分析
2.1.1 保险丝容量与线束线径匹配分析
根据48 V 电池包额定电流和峰值电流,电池包内部保险丝容量为300A MEGA,则采用300A MEGA保险丝对线束进行保护。根据保险丝容量与导线线径匹配计算,选择线径为35 mm2的FLRY-B 导线。保险丝熔断与导线发烟匹配如图2 所示。从图2 可以得出,保险丝容量与线束线径匹配正常。
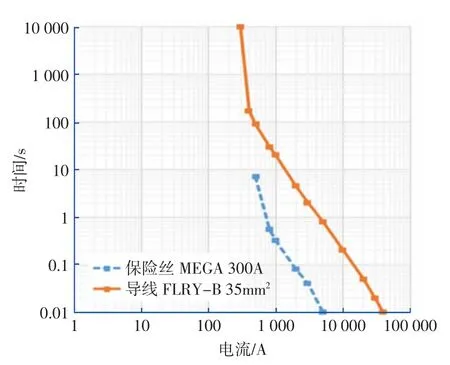
图2 保险丝熔断与导线发烟匹配图
根据FLRY-B 导线性能,得出FLRY-B 导线的温升与额定电流的对应关系如图3 所示。
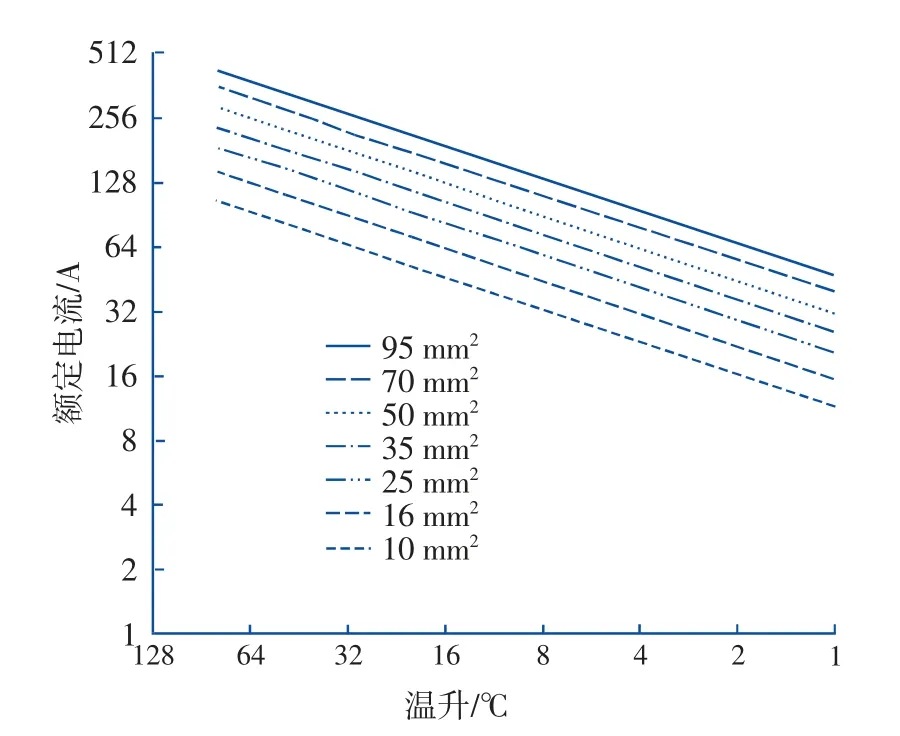
图3 FLRY-B 导线温升与电流关系曲线图
根据35 mm2FLRY-B 导线温升与电流的关系曲线,可以得出不同环境温度下导线的额定电流。35 mm2FLRY-B 导线的工作温度范围在-40~105 ℃,在环境温度为40℃的情况下,导线可以承受的最大温升为65℃,对应的额定电流为210 A。
35 mm2FLRY-B 导线的额定电流与环境温度的对应关系见表1。

表1 35 mm2 FLRY-B 导线额定电流
同时,通过监测整车电流,发现整车稳态电流小于150 A。虽然整车最大电流可以达到350 A,但是其持续时间都在毫秒级别。因此,选择35 mm2FLRY-B 导线,可以满足整车供/用电需求。
2.1.2 端子选型分析
按照端子能承载的电流为12.25 A/mm2的原则进行端子选型,端子的载流值见表2。可知,端子A和端子B 均能承受48 V BSG 系统所需的电流。
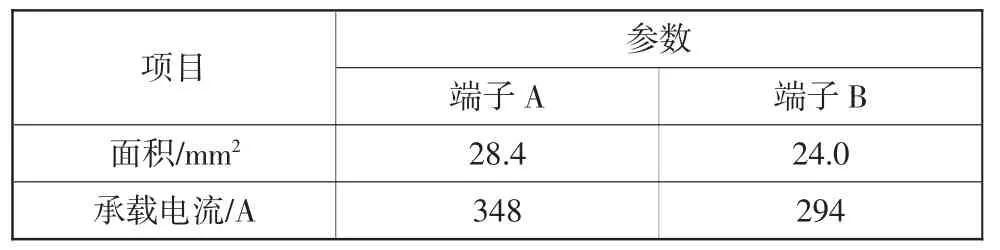
表2 端子载流值
2.1.3 凸焊螺母和螺栓匹配分析
凸焊螺母为自带螺纹螺母,而实车匹配的螺栓为自攻螺栓,2 者匹配性存在问题。当自攻螺栓装配到凸焊螺母中,会损伤凸焊螺母的内螺纹,使2 者存在部分间隙而不能确保100%啮合在一起,使螺栓和凸焊螺母接触电阻变大,长期积热会使螺栓和凸焊螺母温度异常,最终导致与其相连的负极线束出现发热故障。
2.1.4 电流传输分析
电流传输为钣金支架C→凸焊螺母D→自攻螺栓→端子B→48 V 负极线束→端子A→48 V 电池包,接触面积与承载电流的关系见表3。通过分析得知,凸焊螺母只有4 个角焊接在钣金支架C 上,2 者有效接触面积不到10 mm2。由于接触面积偏小,不能长期承受大电流,长期积热会让凸焊螺母温度异常,导致与其相连的负极线束出现发热故障。

表3 接触面积与承载电流的关系
2.2 产品质量分析
对负极线束的端子压接(图4)、拉拔力和电压降进行测试,发现端子压接、拉拔力和电压降均未发现异常。
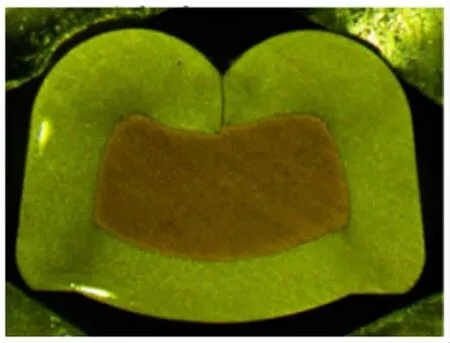
图4 端子压接剖面图
2.3 总装装配工艺分析
对负极线束装配工艺和螺母是否存在残留异物等(如油漆)进行全面检查,未发现异常。
3 解决方案和台架验证
将自带螺纹的凸焊螺母更改为无螺纹的凸焊螺母,确保无螺纹的凸焊螺母和自攻螺栓能100%啮合在一起。另外,将无螺纹的凸焊螺母在钣金支架上的焊接结构由4 角焊接更改为全面焊接,增大凸焊螺母和钣金支架的有效接触面积,如表4 所示。
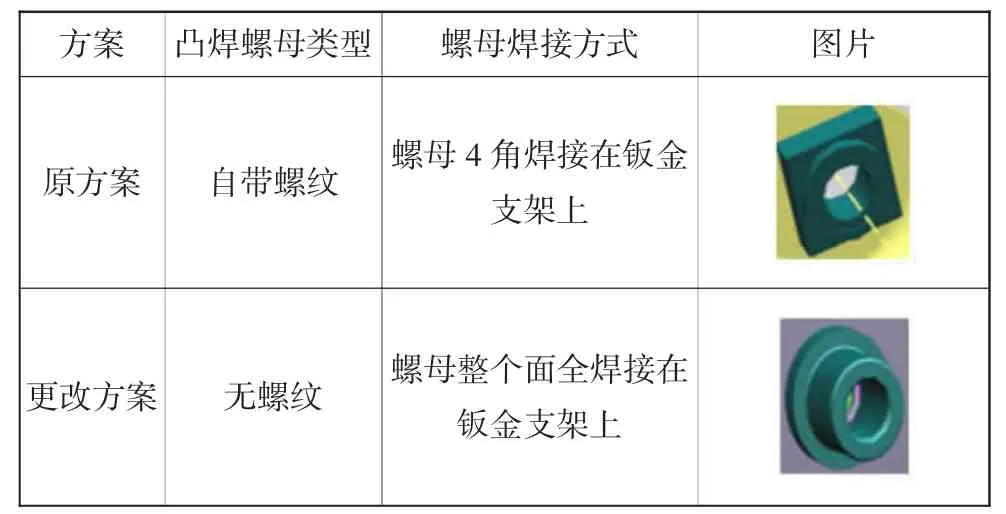
表4 凸焊螺母类型更改
对原方案和更改方案分别进行台架测试,每种方案持续通250 A 电流,监测导线端子压接处、凸焊螺母焊接处、螺栓和导线绝缘层4 个测量点的温升情况。台架测试图如图5 所示。
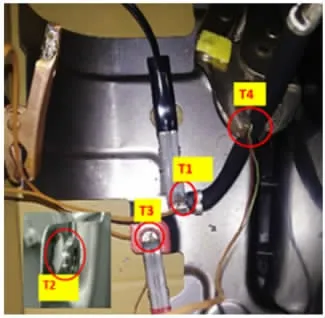
图5 台架测试图
原方案和更改方案的台架测试结果分别如图6和图7 所示。
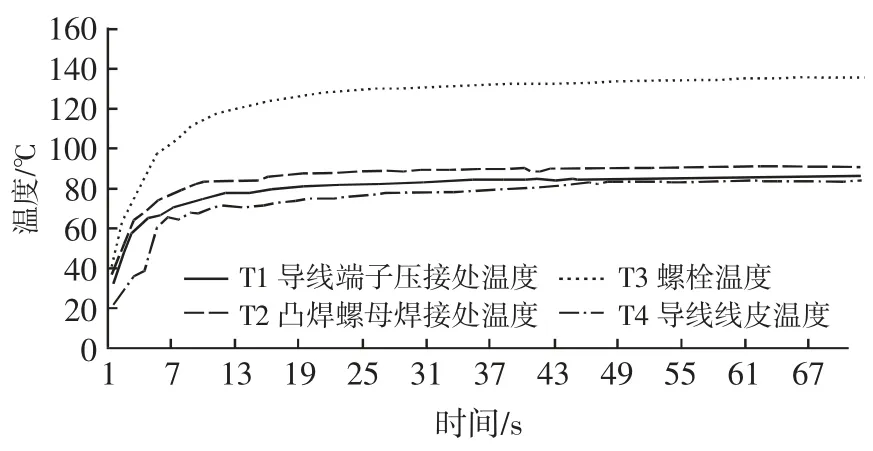
图6 原方案的台架测试结果
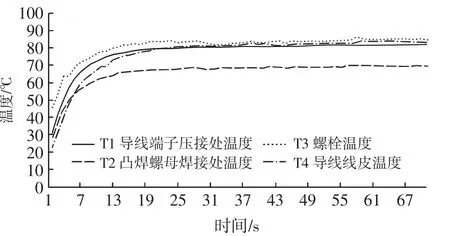
图7 更改方案的台架测试结果
从图6 和图7 可以看出,与原方案相比,更改方案中,凸焊螺母焊接处温度降低21.5℃,螺栓温度降低49.4 ℃,说明更改方案可以解决负极线束发热故障问题。
4 结论
本文对线束设计、线束质量和总装装配工艺进行了全面排查,最终锁定凸焊螺母和螺栓匹配选型不良以及凸焊螺母焊接在钣金支架接触面积较小导致螺栓和凸焊螺母温度异常,从而使负极线束出现发热故障。
解决方案是:将自带螺纹的凸焊螺母更改为无螺纹的凸焊螺母,确保无螺纹的凸焊螺母和自攻螺栓能100%啮合在一起。另外,将无螺纹的凸焊螺母在钣金支架上的焊接结构由4 角焊接更改为全面焊接,增大凸焊螺母和钣金支架的有效接触面积。
台架测试结果表明,相比于原方案,更改方案中,凸焊螺母焊接处温度降低21.5℃,螺栓温度降低49.4℃,说明更改方案可以有效解决负极线束发热故障问题。
