“絮凝—气浮—生化处理(UASB—A/O)—Fenton氧化”组合工艺处理丙烯酸酯橡胶生产废水
2021-06-17杨兴兵
杨兴兵,邱 仁
(九江杜威橡胶科技有限公司,江西 九江 332700)
化工废水成分复杂,有机物浓度较高,含大量难降解物,且流量和流速不稳定[1],处理难度较大[2-4]。橡胶生产工艺复杂,废水产生量较大。采用乳液聚合法合成橡胶后需要凝胶破乳,产生的废水不仅盐分高,还含有大量的引发剂、表面活性剂、有机单体等,成分较为复杂[5]。已有相关研究采用Fenton氧化—混凝沉降、A/O—Fenton氧化—混凝等组合工艺处理丁苯、氯丁、丁腈等橡胶所产生的废水[6-8]。
丙烯酸酯橡胶(ACM)具有耐热、耐油、耐高温的特性,多用于汽车行业。在其生产废水中含有大量的有机化合物和悬浮物,无法达到国家法定排放标准,因此必须处理合格后才能排放[9]。ACM生产废水的研究远不如其他橡胶废水深入,仅有高明华[9]于2002年在实验室采用“沉淀—完全混合式活性污泥法”处理了ACM工业废水,但未见有实际生产中处理ACM废水的报道。
本工作采用“絮凝—气浮—生化处理(UASB—A/O)—Fenton氧化”组合工艺处理5 000 t/a生产装置的ACM生产废水。主要介绍了各工艺段的设计参数及设备选型,并研究了厌氧/好氧污泥的筛选、驯化及培养条件。最终该工艺处理的废水达到工业园区污水处理厂的接收指标,且该工程已稳定运行1 a时间。
1 工程概况及总体工艺设计
本项目依托杜威橡胶科技有限公司5 000 t/a ACM生产废水处理工程。ACM生产废水的特性为:含有大量的乳化剂、絮状悬浮物、细颗粒胶沫、丙烯酸酯单体、有机助剂和其他各类无机盐类物质。废水水质及排放见表1。
工程设计前对废水样品进行实验室小试,然后根据小试工艺进行放大。设计处理废水能力为300 t/d,瞬时最大流量为15 t/h。本工程主要工序为:首先使生产废水及废气塔废液进入原水调节池,主要调节废水温度和pH;再依次进入絮凝沉淀池及气浮机,采用聚合氯化铝 (PAC)及聚丙烯酰胺(PAM)凝聚除去橡胶颗粒;再经过UASB—A/O生化池进行生化处理;通过二沉池、调酸池后进入Fenton氧化池进行化学处理。出水经三沉池到清水池,经巴歇尔槽在线水质检测仪检测合格后外排至工业园区的污水处理厂。ACM生产废水处理工艺流程见图1。
2 主要构筑物设计
2.1 调节池
工艺尺寸:6.0 m×6.0 m×3.2 m。主要作用:调节废水水质、废水温度。

表1 废水水质及排放指标
2.2 絮凝反应沉淀池
工艺尺寸:6.0 m×6.0 m×6.0 m。主要作用:采用絮凝剂絮凝沉淀废水中大量的悬浮物及ACM小颗粒,避免这些物质对后续管道的堵塞。固态沉淀通过排泥的方式进入污泥池,上清液进入下一道工序。在加入絮凝剂的同时通过流量计调节加入少量氢氧化钠溶液,调节pH至7~9,满足后续工艺需要。
2.3 气浮机
工艺尺寸:3.5 m×2.3 m×3.0 m。经过絮凝沉淀处理的废水不能直接进入生化系统。由于絮凝池容积有限,絮凝剂与废水中颗粒接触的效率不可能达到100%[10]。由于药剂过量、人工操作局限性、进水浓度不一致等原因,絮凝出水还需进一步气浮处理,然后通过刮板机把上浮的悬浮物刮入污泥池,下清液进入中间水池。
2.4 UASB池
工艺尺寸:7.0 m×8.0 m×8.5 m。气浮出水在中间水池静止后进入UASB池。UASB池按照三相分离的原则构筑,进水用泵以连续或脉冲方式由反应器底部均匀进入污泥床区,与厌氧颗粒污泥充分接触反应,80%以上的有机物被厌氧微生物分解成沼气[11]。液体、气体与固体形成混合液流上升至装配式三相分离器,使三者很好地分离,颗粒污泥回流到污泥床内,沼气通过导管进入废气系统处理,处理过的废水由出水槽排走。
2.5 A/O曝气池
工艺尺寸:2个6.0 m×4.0 m×7.0 m反应槽和4个6.0 m×3.5 m×7.0 m反应槽。A/O系统具有硝化-反硝化的作用。硝化反应是在好氧状态下,将氨氮转化为硝酸盐氮的过程。反硝化反应是由一群异养性微生物完成的生物化学过程,它的主要作用是在缺氧(无分子态氧)的条件下,将硝化过程中产生的亚硝酸盐和硝酸盐还原成气态氮(N2)。
在活性污泥池中,活性污泥对废水中的有机物进一步生化降解。通过菌种自身代谢,把有机污染物部分转化为菌种自身所需能量,分解成二氧化碳、水和氮气,达到有机物降解目的。菌种代谢的老化污泥,通过排泥进行更新,确保系统处理的稳定。

图1 ACM生产废水处理工艺流程
2.6 二沉池
工艺尺寸:φ5.0 m×4.5 m。在二沉池中,活性污泥与清液分离,污泥部分回流至A/O曝气池,部分排放至污泥池。
2.7 Fenton氧化池
工艺尺寸:3.0 m×3.0 m×3.0 m,共5个单元。上述过程中因为各种原因还未达到排放标准的废水,采用Fenton氧化系统进一步处理,加入氧化剂(w=27.5%的双氧水)、还原剂(硫酸亚铁)、硫酸溶液(w=10%)进行处理,并调节处理后废水的pH至符合排放标准,出水进入三沉池。
2.8 三沉池
工艺尺寸:φ5.0 m×4.5 m。在三沉池中,Fenton氧化污泥与上清液分离,污泥进入污泥池,清水通过溢流槽进入清水池再通过管道送到园区污水厂。
2.9 污泥池
工艺尺寸:5.0 m×3.0 m×3.2 m,共2个单元。污泥池1用于沉淀絮凝沉淀池的污泥;污泥池2用于沉淀气浮机刮板机的悬浮物以及厌氧池、二沉池、三沉池排放的污泥。在每个污泥池的上端设置一个板框压滤机(基座尺寸:1.3 m×4.5 m),采用压缩空气和隔膜泵抽取污泥,压滤出水回流到气浮机,污泥进行无害处理。
3 调试及运行
3.1 生化系统
3.1.1 厌氧/好氧污泥的驯化
本项目国内未有成熟工艺和微生物菌种,故从生活污水厂购置60 t活性污泥,在UASB—A/O生化池中进行驯化和培养[12]。按照体积容量将活性污泥分别加入各池,在厌氧和好氧环境下驯化厌氧菌群和好氧菌群。驯化期间的配水方法为在1 L自来水中按照C,N,P质量比为100∶5∶1的比例投入淀粉(6.413g)、尿素(0.125g)、磷酸二氢钾(0.057g)等营养物质。在UASB—A/O生化池中注入配水2 d后,逐渐减少配水直至不加,再逐渐注入经絮凝、气浮后的ACM生产废水,使生化进水COD从50 mg/L逐渐提高到1 000 mg/L。驯化的效果通过观察污泥外观(淡黄色)、测定30 min污泥沉降比(SV=30%~50%)、显微镜观察细菌活力等方法判断。
3.1.2 生化进水COD对污泥沉降比的影响
污泥初始驯化阶段适宜的进水COD较低,故实验选择生化进水COD为50~1 000 mg/L。在水温为室温、pH为8、进水流量为6 m3/h的条件下,生化进水COD对污泥沉降比的影响见图2。由图2可见,随着进水COD的增大,污泥沉降比先增大后减小;当生化进水COD达200 mg/L时,污泥沉降比达到最大值30%。因此生化系统在筛选、驯化污泥阶段的进水COD在200 mg/L左右最佳。

图2 生化进水COD对污泥沉降比的影响
3.1.3 生化进水pH对污泥沉降比的影响
在水温为室温、生化进水COD为200 mg/L、进水流量为6 m3/h的条件下,生化进水pH对污泥沉降比的影响见图3。由图3可见,当生化进水在强酸或者强碱条件下,污泥的沉降比较小,只有在弱碱性条件下污泥沉降比较大;当生化进水pH为8时污泥沉降比达到最大值30%。因此在实际运行过程中考虑生化系统在筛选、驯化污泥阶段的进水pH控制在8左右最佳。
3.1.4 生化进水流量对生化处理系统去除效果的影响
在污泥驯化后期,加大进水COD,逐步满足生产要求。现有装置按照300 t/d的处理能力设计,瞬时最大流量为15 m3/h,足够满足污水处理的连续性,且保障废水在生化系统有36 h的停留时间[13],有足够的时间去除COD、BOD5和NH3-N。在水温为室温、生化进水COD为2 690 mg/L、BOD5为2 000 mg/L,ρ(NH3-N)为15 mg/L、pH为8的条件下,生化进水流量对生化系统COD、BOD5、NH3-N去除效果的影响见图4。由图4可见:随着生化进水流量的增大,生化出水COD、BOD5、NH3-N的浓度也逐渐增大;当生化进水流量小于10 m3/h时,生化出水COD、BOD5上升较缓;当生化进水流量大于10 m3/h时,生化出水COD、BOD5急剧上升;为了满足实际生产并使出水水质达到工业园区污水处理厂的接纳标准,选择生化进水流量为10 m3/h。此时生化出水COD为95 mg/L,BOD5为38 mg/L,ρ(NH3-N)为2.98 mg/L,各项指标均达到工业园区的排放要求。

图3 生化进水pH对污泥沉降比的影响
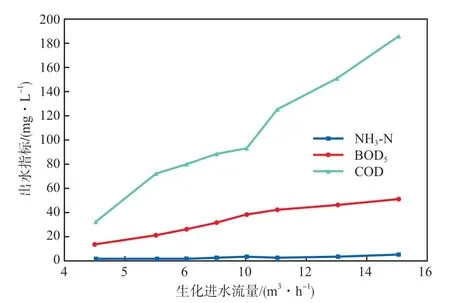
图4 生化进水流量对生化处理系统去除效果的影响
3.2 组合工艺处理系统的运行结果
在进水COD为2 690 mg/L、BOD5为2 000 mg/L、ρ(NH3-N)为30 mg/L、pH为8、进水流量为10 m3/h的条件下,组合工艺处理系统对ACM生产废水的处理效果见图5。由图5可见:工程启动运行前期,处理系统总出水的COD、NH3-N、BOD5、SS去除率均有小幅波动;运行60 d后,各项数据趋于稳定,在为期1 a的运行中,处理系统效果稳定,NH3-N去除率在90%以上,COD、BOD5、SS的去除率均大于96%,其中SS去除率高达99%。经过本组合工艺处理后,ACM生产废水完全达到工业园区污水处理厂的接收指标(COD≤100 mg/L,BOD5≤50 mg/L,ρ(NH3-N) ≤15 mg/L,SS≤50 mg/L)。

图5 组合工艺处理系统对ACM生产废水的处理效果
4 结论
a)本ACM生产废水处理工程完全达到设计要求,根据目前运行情况,设计方案完全能够有效处理ACM生产废水,满足环保要求,顺利排放。
b)生化系统在污泥筛选、驯化阶段的进水COD在200 mg/L左右为最佳,pH控制在8为佳。
c)在进水COD为2 690 mg/L、BOD5为2 000 mg/L、ρ(NH3-N)为30 mg/L、pH为8、进水流量为10 m3/h的条件下,组合工艺处理系统稳定运行1 a,NH3-N去除率在90%以上,COD、BOD5和SS的去除率均大于96%。
d)出水水质完全达到工业园区污水处理厂的接收指标(COD≤100 mg/L,BOD5≤50 mg/L,
ρ(NH3-N)≤15 mg/L,SS≤50 mg/L)。