乐高像素画自动拼组系统设计
2021-06-17陈志亮
陈志亮
(佛山市三水区工业中等专业学校,广东佛山,440600)
1 绪论
■1.1 概述
全球最大的乐高旗舰店坐落于伦敦的莱斯特广场(Leicester Square),在这里,顾客可以开虚拟世界滤镜大同小异、千篇一律的自拍,诞生了乐高像素画,通过Mosaic Maker能制作 “看得见,摸得着” 的自拍照。通过店中一台乐高像素照相亭 Mosaic Maker。
在开始玩之前,首先要到柜台支付999元,随后只需要如使用一般证件照相亭一样,按提示使用就好了。一会儿之后,照相亭就会吐出一张你的乐高像素肖像图片,以及一盒用于拼出肖像的乐高积木。
盒子里一共装有4502 块的乐高积木。但事实上,拼出一副完整的肖像只需要2304块积木。剩下的,就是对着照片,一个个地将乐高积木拼上板子上了。这拼好大概需要花费 5~8 小时!
■1.2 设计的目的和意义
很多玩家对于自己设计制作积木马赛克画很有兴趣,特别是想自己DIY一幅,家里又有一面不小的墙,来使用做一幅尺寸比较大的颗粒画,效果应该会很好。
佛山特意创作的马赛克画—“祖庙”。 “祖庙”这一作品共使用大约70,000个乐高颗粒打造,成品高达近3米,极具有岭南特色的建筑群和震撼人心的祖庙醒狮表演被生动还原。耗费(未含设计及人工成本)3.5万元,耗时220小时。
高昂的设计(人工)费用和重复繁琐的拼组过程让人望而却步。对于当今的现代生活,节奏飞速,想自己亲手制作手工艺品,实在没多少机会腾出点时间,花钱买别人的时间也能解决问题,只是除了贵其他都是优点。
而本系统正是为了解决以上问题为出发点来设计的。通过PLC对零件分拣、排序后,使用工业机器人对零件进行码垛(拼装),实现廉价的乐高像素画的个性定制和成品自动化生产(代拼)服务。
■1.3 生产线的工作原理
(1)通过studio,把照片生成像素画,及获取到各种颜色颗粒的数量及顺序的数据信息;
(2)把第一步中获取到的信息输入到PLC的程序当中;(这一步可通过专用的软件直接通讯来改变数据寄存器D的值。)
(3)通过PLC把颗粒分拣出来;
(4)工业机器人把分拣好的颗粒,进行码垛作业。
■1.4 功能及控制要求
启动(初始状态):设备在运行前应检查:负责分拣、排序的气缸的活塞杆是否处于缩回状态。如不符合初始位置要求,设备不能启动。
分拣、排序:当按下启动按钮SB1,HL1运行指示灯亮,设备将按以下动作顺序运行:进由程序控制进行分拣工件,驱动气缸1或2, 活塞杆伸出运送到出料斜槽I或II。斜槽底端出料口的光电传感器接收到工件到达信号后,通过IO通讯使工业机器人到该位置进行夹取。
码垛:当气缸将工件推入出料斜槽,斜槽底端光电传感器接收到工件到达信号即工业机器人夹取位置上存在工件时,工业机器人以1000的速度进行轨迹移动,取、放时的速度调整为200,取起、放置后应停留0.5s,回到HOME点(工业机器人夹取点往Z轴正方向偏移20),等待下一个工件到达后,再以从左往右、从上到下对放置点的坐标,运行X轴和Y轴的移动,循环运行,直到把设定数量的工件完全码垛完毕。
2 系统结构
■2.1 PLC
根据设计要求:完成分拣和排序的工作,PLC系统需要输入点9个,输出点6个,根据其控制要求及I/O点,对此系统进行分析以及市场价格的考虑,我们将选用三菱的FX3U-48MR来控制本系统。
■2.2 气缸活塞杆
气缸的两端都设有进排气筒口,无杆侧端进气时,推动活塞伸出运动;反之,从杆侧端进气时,推动活塞缩回运动。其具有结构简单,输出稳定等优点。
■2.3 传感器
欧姆龙E3X-NA11/E3X-NA41光纤传感器:光源(发光波长):红色4元素发光二极管(625nm);电源电压:DC12~24V土10%波动(p-p) 10%以下;功耗/电流消耗:960mW以下(电流消耗40mA以下);响应时间:动作、复位:各200gus以下*1。
■2.4 工业机器人
兼顾考虑到,生产物料重量很轻和成品规格不算大这两点,本设计选用ABB迄今最小的多用途机器人IRB 120仅重25kg,荷重3kg(垂直腕为4kg),工作范围达580mm,已经获得了IPA机构“ISO 5级洁净室(100级)”的达标认证,能够在严苛的洁净室环境中充分发挥优势。是具有低投资、高产出优势的经济可靠之选。

图1 像素画自动拼组系统(PLC部分)电气控制原理图
3 软件设计
■3.1 导出零件相关参数
(1)选择图片,使用studio软件生成像素画图片;(2)导出需要的材料数量;(3)导出材料拼组的颜色及顺序信息。
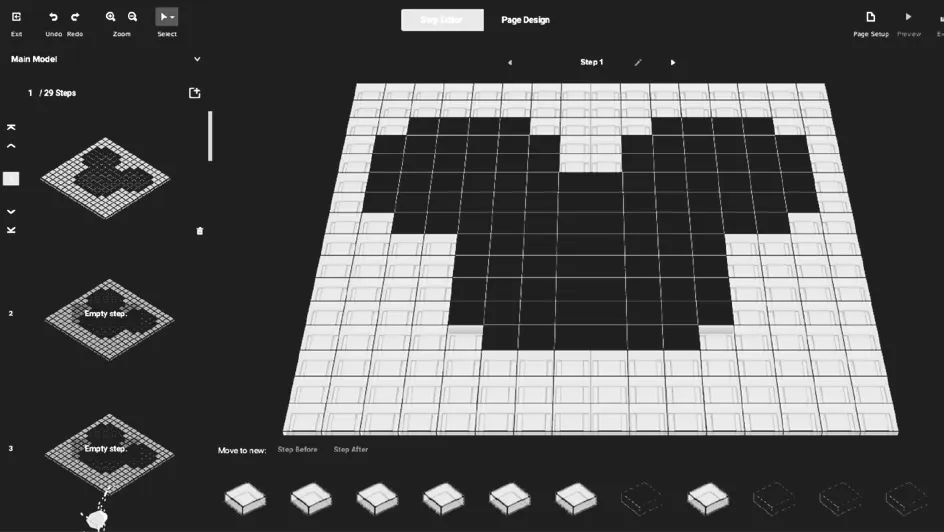
图2 studio.io物料拼组顺序数据界面图
■3.2 使用PLC分拣排序
设计程序:通过上一步studio软件导出的数据,壶颈式的物料槽中加入对应数量的黑、白两种物料,然后通过编程对两类物料分拣排序。编写的程序如下:
(1)第一部分,编写启动和停止标志,及其相关实现控制要求的软元件(图3)。

图3
(2)第二部分,编写核心程序,实现PLC控制要求的主要内容(图4)。


图4
(3)第三部分,实现完成拼组后的自动停机(图5)。
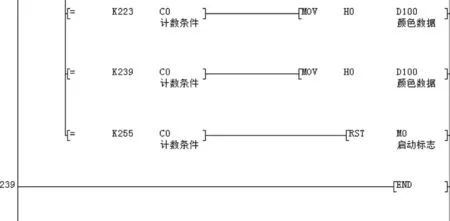
图5
■3.3 工业机器人码垛作业
经PLC对物料进行分拣机排序后,物料将顺着出料斜槽被推到待夹取的位置上,边沿上配置的光电传感器将会通过IO让工业机器人上电、启动,开始拼组(码垛)作业。实现此功能的程序如下:
PROC main()
MoveAbsJ jpos10NoEOffs, v1000, z50, XIPANWObj:=Workobject_1;
WHILE Do1=1 DO
FOR x FROM 0 TO 15 DO
FOR y FROM 0 TO 15 DO
maduo Offs(p10,0,0,0), Offs(p20,x * 8,y * 8,0);
ENDFOR
ENDFOR
ENDPROC
PROC maduo(robtargetxi,robtarget fang)
MoveJ xi, v1000, fine, XIPANWObj:=Workobj ect_1;
MoveLOffs(xi,0,0,80), v1000, fine, XIPANWObj:=Workobject_1;
MoveLOffs(xi,0,0,0), v200, fine, XIPANWObj:=Workobject_1;
Set DO10_0;
WaitTime 0.5;
MoveLOffs(fang,0,0,80), v1000, fine, XIPANWObj:=Workobject_3;
MoveLOffs(fang,0,0,0), v200, fine, XIPANWObj:=Workobject_3;
Reset DO10_0;
WaitTime 0.5;
MoveLOffs(fang,0,0,0), v200, fine, XIPANWObj:=Workobject_3;
ENDPROC
ENDMODULE
4 系统调试
■4.1 仿真调试
先使用ABB的robotstudio软件建立工作站及所需部件,对编写的程序进行虚拟的调试,验证出其正确性,再把程序通过U盘拉到示教器上,进而通过硬件二次调试。
■4.2 实物调试
(1)机器人启动;
(2)机器人吸取工件;
(3)机器人搬运工件;
(4)机器人放置工件;
(5)机器人继续对下一个工件进行码垛。
5 结论
本文研究乐高像素画自动拼组系统设计,能按控制要求实现相应的功能。整个设计过程需要完成的任务主要有:(1)完成物料的数据采集。(2)完成PLC分拣机排序控制部分的选择及组装,包括PLC本体、气缸活塞杆、传感器、装料及出料斜槽等。(3)完成PLC控制部分的程序编写,实现分拣和排序要求。(4)完成PLC与机器人的IO通讯设置,让完成PLC控制流程的工件,进入到下一阶段的工序。(5)完成机器人码垛作业的位置记录,编写机器人工作的程序。(6)完成机器人及PLC同时调试时参数的调整,是两者的工作频率协调起来,完善调试效果。
综上所述,本设计能实现基本功能要求,以常人完成2304个零件的像素画所需为5个小时换算,本系统完成同样任务仅需72分钟,仅为人手耗时的1/4左右。并且长时间生产环境下,自动控制对比人手,准确率更有保障。
但设计过程中存在不足之处:传输到寄存器D中的数据,需要专门设计的软件得以实现数据采集的直接传输。所以,在此设计上改掉不足,本系统将更符合实际使用。
