铜带冷轧机皮带助卷器的鹰嘴设计概要
2021-06-14杨妤任继平
杨妤,任继平
(中色科技股份有限公司,河南洛阳 471039)
皮带助卷器是有色金属(如铜带)加工厂应用广泛的辅助设备,是铜带冷轧机组生产中的重要组成单元。本文涉及的是用于铜带冷轧机,安装于卷取机减速箱上,适合下卷取的皮带助卷器形式。目前,很多厂家为提高机组使用率,会根据自身生产需要,提供两种或两种以上的套筒直径规格。因此,设计助卷器需要适应多规格套筒结构,它还与相邻设备的位置有关。为使带材顺利进入助卷器,研发设计入口导板形式,我们称之为鹰嘴结构,置于上包角辊下方。
1 开发鹰嘴的作用
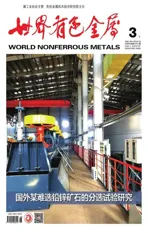
图1是适用只有一种套筒规格的铜带助卷器简图,当它要适用两种套筒规格的助卷器,上包角辊与下包角辊间距应适当加大。那么厚度为2~5毫米的带材进入助卷器,从上包角辊出来,由于弹塑性变形的作用,带材不会自动进入下包角辊的皮带与套筒之间,需操作者手动助卷才可。因此,开发鹰嘴结构可代替人工操作,便于实现穿带自动化。
鹰嘴用以帮助带材更好地进行卷取。鹰嘴的设置与卷取机前一工序的布置位置有关,当带材进入助卷器的夹角α偏小时,鹰嘴不需投入使用,直接将上包角辊设置在合适的位置即可帮助带材导入。但是当带材进入助卷器的夹角α(见图1)偏大时,空间不足,带材无法自动进入助卷器,不能实现助卷功能,所以有必要设置鹰嘴装置(见图2)用以完成相应铜带卷取。
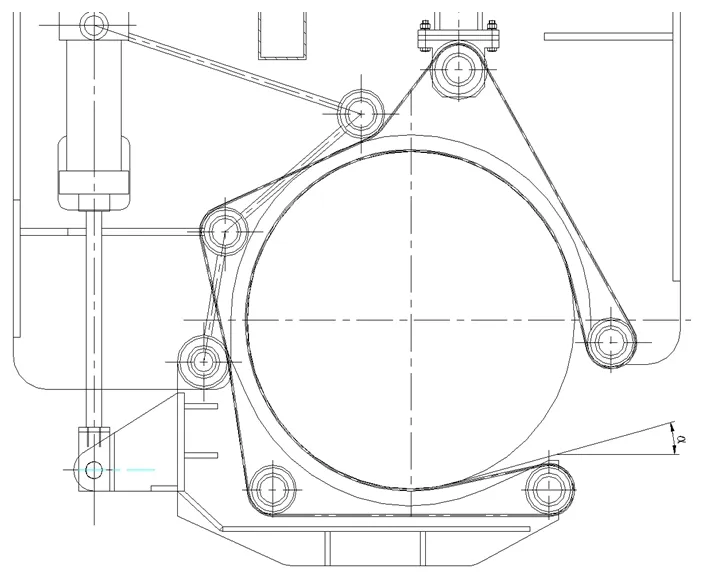
图1 无鹰嘴结构助卷器示意图
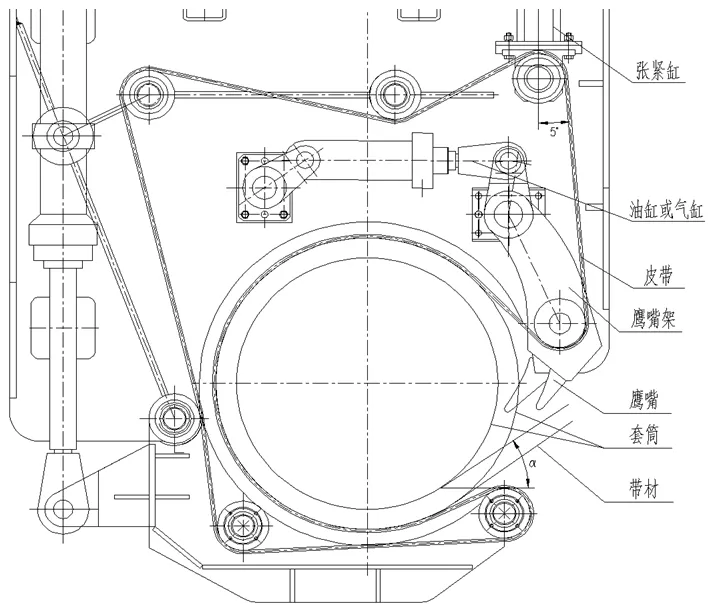
图2 带鹰嘴助卷器示意图
2 鹰嘴的设计计算
2.1 计算鹰嘴的压紧力P
以某项目设备设计为例,说明鹰嘴对带材的压紧力P'及鹰嘴的动力计算。带材材料为铍铜,带材的厚度为3mm,助卷器的张紧油缸选用的缸径规格为Φ90/63mm,鹰嘴结构的相关件重量为126.2kg,套筒直径707mm,带材的宽度为670mm。
如图3所示,各字母分别代表:鹰嘴结构的重力G;皮带拉力分别为T1、T2;带材给鹰嘴的压紧力P(=P'作用力与反作用力);油缸的推力F;
向鹰嘴架的回转中心取矩,上述(相关)各力(交接点)的力臂依次表示为LG、LT1、LT2、LP、LF。
作 图 得 出,LG=110mm、LT1=165.5mm、LT2=161.2mm、LP=274.8mm、LF=130mm
实际经验表明,带材在接触鹰嘴装置时产生了弹塑性弯曲变形,带材的弹塑性弯曲力矩为:

其中,h—带材厚度,取h=3(mm);
b—带材宽度b=670(mm);
δs—带材的材料屈服极限(MPa),铍铜的屈服极限δs=570MPa
h1—带材横截面弹性部分高度(mm);
E—带材的材料弹性模量(MPa),铍铜的弹性模量E=137GPa
R—卷筒半径(mm);
由图三知板材的弹塑性力矩为:
M弾塑=P×LP
带入公式(2),得到:h1=2×(707/2)×570/(137×103)=2.94(mm)
将h1带入式(1),得:
M弾塑=(3×32-2.942)×670×570/12
=584192N·mm
P=M弾塑/LP
=2125.89(N)
2.2 选择鹰嘴装置结构所需动力(油缸)
由鹰嘴架回转中心力矩平衡,得出:

皮带拉力由张紧缸提供,由已选定的油缸知:规格Φ90/63油缸,压力在16MPa时,油缸推力为F1=10170kgf,助卷器的工作压力一般为10MPa。
如图3,
图3 鹰嘴装置受力分析图
T2=F1Cos5°/2
=(10170/2x10/16)Cos5°
=31660(N)
根据计算柔性体上摩擦力的欧拉公式,得到:
T2=T1efθ
其中,f—滑动摩擦系数,这里取f=0.25
θ—皮带在鹰嘴装置辊子处的包角,θ=124°。

将(4)式带入(3)式,得:
F=(T2LT2+PLP-T1LT1-GLG)/LF
=19250.8(N)
另有油缸推力:F=ΠD2p/4
其中,D—油缸缸径(mm)
这里的p为油缸工作压力,取p=10MPa
D=√4F/Πp
=√4x19250.8/(3.14x10)
=49.52(mm)
考虑油缸的效率及其它因素,故,油缸缸径取80mm可以满足。
3 结束语
开发皮带助卷器助卷功能,即鹰嘴结构,有助于机组穿带的自动化。提高成卷质量,观察、分析助卷器的设计细节,并且优化其结构,可以有效提高整个机组的生产效率。