卷烟烟丝外观质量检测方法与运用研究
2021-06-11郝伟赵炜赵庆龙秦绍勇张富坤
郝伟 赵炜 赵庆龙 秦绍勇 张富坤
红塔烟草(集团)有限责任公司昭通卷烟厂 云南 昭通 657000
引言
目前烟草行业内对卷烟烟丝质量主要通过整丝率、长丝率、含末率、水分以及卷烟烟丝感官质量等内容进行描述,而对影响卷烟烟丝外观质量的并条烟丝,窗花烟丝,跳片烟丝,连刀烟丝等描述、研究较少,定义不明确。
通过对影响卷烟烟丝外观质量的因素进行定义,探索一种烟丝外观质量检测方法,有利于卷烟烟丝外观质量的研究,同时解决生产中影响卷烟烟丝质量问题。
1 术语和定义
并条烟丝:切后烟丝按切方向粘连在一起,不易松散的烟丝。
冷块烟:经过加工工序而没有改变(改变不明显)水分、温度的块状烟叶(薄片)。
粗(细)烟丝:切后烟丝宽度超过(低于)工艺标准允差范围切丝宽度的烟丝。
连刀烟丝:烟片经切丝工序后,存在两刀或多刀切后仍连在一起的烟丝。
窗花烟丝:烟片经切丝工序后,烟丝呈网格状或类似于简单窗花纸的烟丝。
跳片:烟片经切丝工序后,仍呈片状且大于工艺标准要求的碎片[1]。
2 试验方法
2.1 润叶加料后贮叶工序冷块烟检测
选用样品:正常生产批次
取样地点:切丝前金属探测仪器后振槽
检测方法:批次烟叶生产中,对润叶加料出口人工拣出冷块烟进行计量,并计算冷块烟占批次重量的比例。
检测仪器:电子天平XS203S
检测结果:在进行储叶工序结块烟的检测中,该工序拣出的结块烟叶中,块状薄片占较大比例(占拣出冷块烟的75%左右),对窗花烟丝、粗烟丝和跳片的产生有较大影响。该工序还出现小部分由于烟叶缠绕成坨状烟叶,也会对切丝质量中连刀烟丝、跳片、窗花烟的产生有较大关系。

表1 润叶加料后贮叶工序结块烟叶检测情况
原因分析:块状薄片由于压得较紧密,在后续工序中多数难以被松散,当进入切丝机后,由于薄片和烟叶组织结构、特性存在差异,薄片丝和烟丝的均匀性就会出现差异(粗丝、窗花丝的量会增加),从而影响切丝质量。
2.2 切丝机宽度检测
采用两台KTC80切丝机,分别对两台设备进行检测。
选用样品:10cm×10cm厚度为0.1mm的白卡纸,定量110g/cm3。
取样地点:切丝机出口
检测仪器:烟草投影仪JTY250-1、电子天平XS203S

表2 1#、2#切丝机丝宽度检测情况
2.2.1 切丝机烟丝结构看,正常宽度丝所占比例为66.76%,连刀丝在整改烟丝中所占比例较大,为23.77%,是影响丝宽度结构的主要因素,其次为宽度<1mm细丝为5.51%,宽度>1.2mm宽丝为5.94%。从分布看,切丝机所切宽度从左、中、右三个部位表现不一,靠左侧烟丝宽度>1.2mm数量较多,达到比例为10.71%;右侧表现在烟丝宽度<1.2mm细丝稍多,达到10.65%。连刀丝主要在右侧产生,占右侧丝总比例为56.21%。而从总体结构看连刀丝也占了23.77%。
2.2.2 切丝机烟丝结构看,正常宽度丝所占比例为56.81%,连刀丝所占比例较大,为27.29%,是影响丝宽度结构的主要因素,其次为宽度<1mm细丝为9.22%,比1#切丝机稍差,宽度>1.2mm宽丝为6.68%。从分布看,刀左侧丝宽度<1mm细丝23.53%,连刀丝52.94%;切刀中部切丝质量稍好;右侧丝宽度>1mm为13.53%,连刀丝20%[2]。
2.3 卷烟烟丝外观观质量检测
选用样品:正常生产批次烟丝
取样地点:切丝机出口
检测仪器:电子天平XS203S

表3 切后烟丝外观质量检测情况
切丝机检测结果:窗花烟丝、连刀烟丝、跳片、粗烟丝等烟丝平均占比为10.73%,其中窗花烟丝和连刀烟丝所占比例较大。2#切丝机检测结果:窗花烟丝、连刀烟丝、跳片、粗烟丝等烟丝平均占比为14.0%,且所占比例差异不大[3]。
3 烟丝外观质量改进提升措施
针对检测烟丝外观质量存在问题,进行立项论证,并实施改造提升。
3.1 增加星辊剔除冷块烟
在异物剔除机入口星辊输送增加冷块烟剔除口,把块状稳定,尺寸较大的冷块烟经过星辊输送后从剔除口直接剔除后人工松散。而松散的烟叶则正常通过进入下道工序。该措施对降低后续工序冷块烟叶效果明显,对提升切丝质量有较大帮助。
3.2 改变切丝机进料方式为垂直进料,提升切丝质量
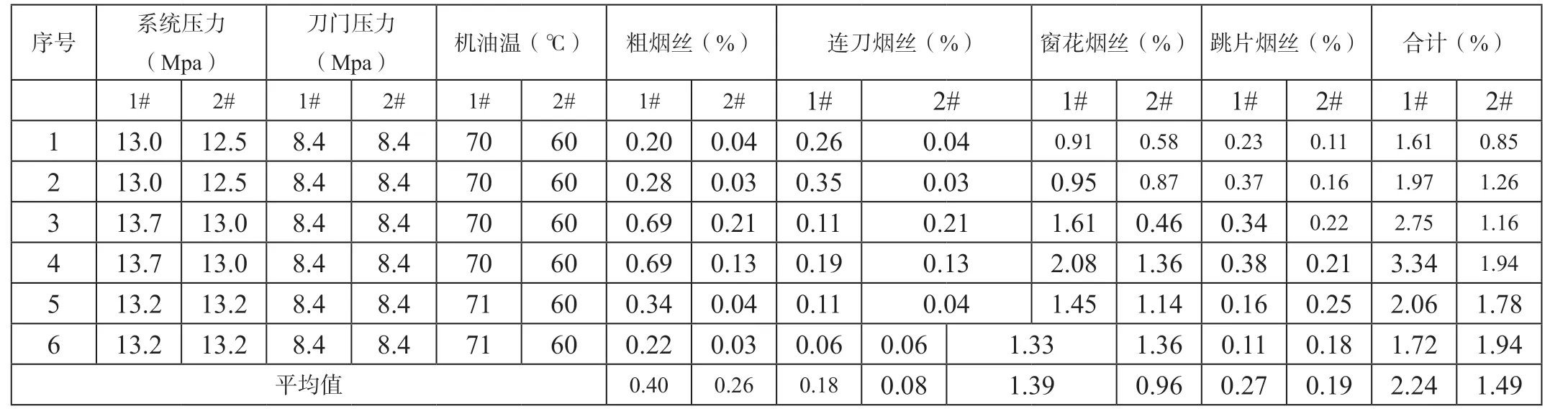
表4 改造后垂直进料切后烟丝检测情况

表5 水平进料与垂直进料切丝后变化比较
通过对样品物料水平进料与垂直进料两种方式切丝后质量看,采用垂直进料后1#切丝机粗烟丝下降了0.68%,连刀烟丝下降了3.28%,窗花烟丝下降了3.86%,跳片烟丝下降0.67%,几种影响烟丝质量的因素合计下降8.49%。2#切丝机粗烟丝下降了2.04%,连刀烟丝下降了3.08%,窗花烟丝下降了5.65%,跳片烟丝下降1.57%,几种影响烟丝质量的因素合计下降12.51%。两台切丝机在改变进料方式后,烟丝质量均有所提高[4]。
3.3 切丝宽度检测情况
由水平进料改为垂直进料后,烟丝宽度检测也有了一定改观。从1#、2#切丝机质量情况看,宽度在1.0~1.2mm内比例较原来明显增加。

表6 改造后垂直进料宽度检测情况
3.4 改造后消耗变化情况
进料方式改为垂直进料后,对生产的相同牌号烟叶消耗进行统计(见表7)。

表7 两种进料方式下烟叶消耗统计情况
切丝机进料方式改为垂直进料后,牌号A下降0.014 kg/箱,牌号B下降0.169 kg/箱,说明切丝机进料方式由水平进料改为垂直进料后,对烟叶的消耗降低略有好处[5]。
4 结束语
通过该卷烟烟丝外观质量检测方法与运用研究,完善了各工序的操作和控制方法,并制定出相应的改进方案,提高了烟丝质量、稳定了卷烟的品质,产品质量得到了进一步稳定提升;同时各牌号单箱耗叶均有效降低,也取得良好的经济效益。
本文中所尝试的定义与使用方法,可供行业人员进行探讨,如有不恰当之处,敬请指导,共同提高。