多次激光喷丸作用下TC4钛合金的疲劳性能及微裂纹扩展预测模型
2021-06-08周晓刚纪飞飞
周晓刚,纪飞飞,2
(1.苏州健雄职业技术学院,苏州 215411;2.江苏大学机械工程学院,镇江 212013)
0 引 言
钛合金具有密度小、强度高以及耐腐蚀性能和生物相容性良好等优点,广泛应用于航空航天、生物医疗、核工业等领域[1];但是其表面抗疲劳性能差、硬度低、耐磨性差的缺点易引起裂纹萌生及扩展,进而导致疲劳断裂,这极大限制了其在极端环境下的应用[2-3]。在航空关键零部件应用领域,80%的失效是由疲劳损伤导致的,而其中50%90%的损伤是由应力集中区的断裂失效引起的[4]。金属构件的疲劳性能与其表面结构的完整性密切相关。激光喷丸技术是一种表面改性技术,具有非接触、无热影响区、低变形、高柔性等突出优点,能够显著细化材料表层晶粒,形成残余压应力层;同时,该技术还能实现复杂构件表面的改性[5]。表层残余压应力的形成可以有效抵消外载荷的作用,使得疲劳裂纹的萌生位置由表面转向次表面[6];并且根据Hall-Petch理论,晶粒细化可以提高材料的强度以及位错滑移的变形抗力,抑制滑移带的产生,从而阻碍微裂纹扩展。因此,喷丸强化可以明显改善材料的疲劳性能。
目前材料的疲劳性能主要采用基于Paris、Walker、Forman、Hartman、Klesnil和IAB等理论的修正模型,或者采用计算机仿真技术进行预测。但是,关于激光喷丸强化后材料疲劳性能的预测,特别是喷丸强化后疲劳裂纹扩展速率和寿命预测还没有完全适用的模型。任旭东等[7]采用应力强度因子叠加方法构建裂纹尖端应力场强度因子解析式,用于描述金属板料的裂纹萌生寿命和裂纹扩展速率;李媛等[8]研究发现,裂纹扩展速率与应力强度因子幅满足双对数曲线关系,并且通过疲劳试验确定了相关参数,获得了激光喷丸后TC17合金的裂纹扩展速率预测模型;SUN等[9]采用多项式法对不同喷丸能量下的疲劳裂纹扩展速率进行描述,得出不同喷丸能量和喷丸次数组合下的裂纹扩展速率解析式。尽管上述研究已经涉及到激光喷丸强化工艺下的疲劳性能及裂纹扩展速率的模型构建,但是大多是从激光诱导表面残余压应力层对材料疲劳性能影响的角度进行分析的,忽视了晶粒介微观尺寸效应对裂纹萌生、扩展的阻滞作用。
作者以TC4钛合金为试验材料,研究了不同次数激光喷丸诱导产生的不同尺寸晶粒对疲劳强度及微裂纹扩展速率的影响,构建了基于残余压应力及晶粒尺寸的疲劳裂纹扩展预测模型,并对模型进行试验验证。
1 试样制备与试验方法
试验材料为TC4钛合金板,由西安航天新材料有限公司提供。在钛合金板上线切割出如图1(a)所示的板状试样,依次用200#~2000#砂纸打磨抛光后真空放置,防止试样与空气接触发生氧化反应。采用纳秒Gaia型激光器产生的震荡脉冲照射吸收层为铝箔、约束层为水的试样表面,照射区域为图1(a)中I区,试样被夹持在库卡机器人机械手KR30-3中,通过控制该机械手的运动轨迹调整试样位置,并实现如图1(b)所示的激光扫描路径;通过控制机械手KR5R 1400来控制作为约束层水流的喷射速度及位置。激光波长为1 064 nm,光斑能量为6.5 J,光斑直径为3 mm,搭接率为50%,脉冲宽度为18 ns,重复频率为10 Hz,沿路径扫描完成后即为激光喷丸1次,分别喷丸1,2,3次。

图1 疲劳试样形状及激光喷丸方案
按照ASTM E 466-96,在MTS Landmark型液压伺服测试装置上对未喷丸试样和喷丸试样进行升降法高周疲劳试验,疲劳试验应力增量为5 MPa,试验频率为35 Hz,应力循环系数为0.3。对块状平板试样进行喷丸处理后,在MTS880±100KN型电液伺服电机上预制裂纹,再进行微裂纹扩展试验。平板试样的宽度为120 mm,厚度为3 mm,激光喷丸时的光斑半径为3 mm,预制微裂纹长度为0.01 μm,应力比为0.1,外载荷为正弦载荷,温度保持在25~27 ℃,加载频率在90~110 Hz。
2 试验结果与讨论
2.1 激光喷丸次数对疲劳性能的影响
由表1可以看出,随着激光喷丸次数的增加,TC4钛合金的疲劳强度增大,疲劳寿命延长,但是疲劳强度增幅逐渐降低,而疲劳寿命则一直呈快速增长趋势。这说明当喷丸次数不大于4次时,激光喷丸工艺对TC4钛合金的疲劳性能提升作用明显。这主要是因为激光喷丸引入了残余压应力层,有效抵消了一部分外载荷的作用。此外,引入的残余压应力对疲劳微裂纹扩展还具有阻碍和闭合作用。
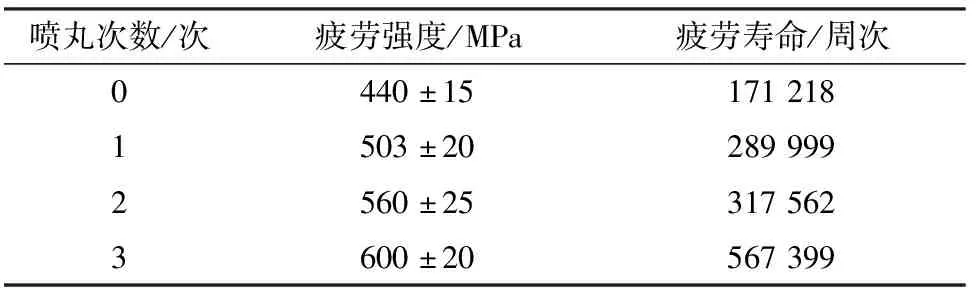
表1 不同次数激光喷丸后TC4钛合金试样的疲劳强度和疲劳寿命
2.2 疲劳断口形貌
由图2可知:未喷丸TC4钛合金试样的疲劳断口上出现较大面积块状解理面,解理面与其承受的拉应力方向垂直,解理面中还存在一定数量的解理台阶,呈现出脆性断裂特征。TC4钛合金中的密排六方结构α相和体心立方结构β相在常温下极易发生此类穿晶断裂。激光喷丸1次后,疲劳断口上出现大量的解理面,这些解理面呈现扇状分布,构成典型的准解理面群特征,在准解理面附近分布着一定数量的夹杂物和韧窝;相比于未喷丸试样,激光喷丸1次后试样的解理面面积减小,并且出现了韧窝和夹杂物,表明其断裂方式从解理断裂向准解理断裂过渡[10]。激光喷丸2次后,试样疲劳断口上的准解理面特征逐渐弱化,韧窝和夹杂物特征逐渐增强,说明试样的塑性进一步提高,其断裂方式变为以韧性断裂为主。激光喷丸3次后试样疲劳断口以韧窝和夹杂物为主,韧窝呈密集排列的蜂窝状,这表明试样发生了韧性断裂。综上可知,随着激光喷丸作用次数的增加,TC4钛合金的塑性增强,断裂机制由脆性断裂向韧性断裂转变。
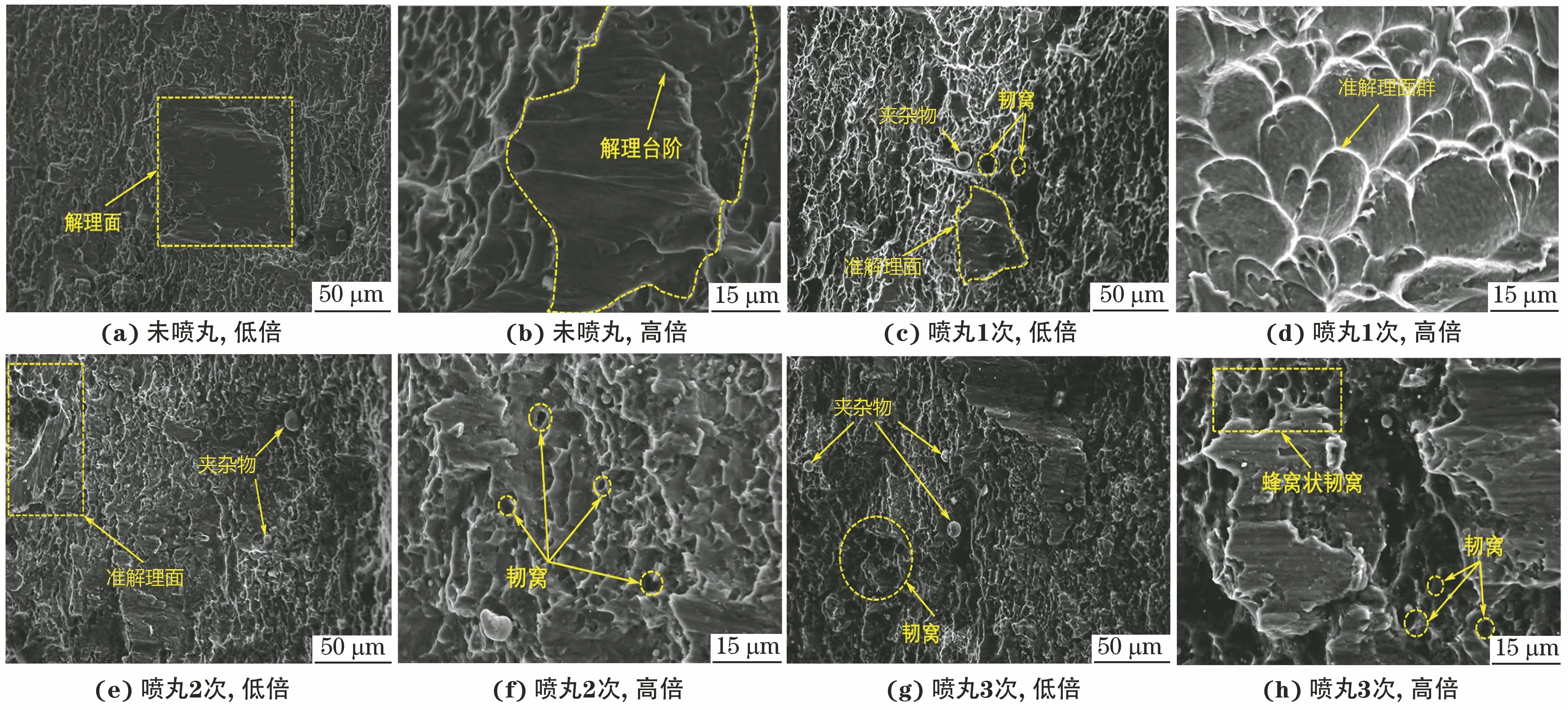
图2 不同次数激光喷丸前后试样的高周疲劳断口形貌
2.3 疲劳裂纹扩展模型
激光喷丸技术能够细化材料表层晶粒,并诱导形成残余压应力层。建立基于晶粒尺寸和残余压应力的疲劳裂纹扩展模型,对激光喷丸强化材料的疲劳性能预测及工艺参数设置具有重要指导作用。
目前,疲劳裂纹扩展及寿命的预测主要基于Paris公式[11]进行,其表达式为
(1)
式中:c为1/2裂纹长度;N为疲劳循环次数;C为常数;ΔK为应力强度因子幅。
在疲劳损伤开始阶段微细裂纹萌生、扩展时,晶界对其有抑制和阻碍作用,因此式(1)中的C不是固定不变的,需要随着应力和晶粒尺寸的变化而不断进行修正。王永廉等[12]采用包含晶界对裂纹扩展作用的抑制参数j对式(1)进行修正,则:
(2)
(3)
式中:m,a为常数,与材料、外界环境因素有关;Δσj为疲劳极限;Δσ为应力幅;D为晶粒边界尺寸。
考虑到材料疲劳性能受外载荷作用形式(应力比R)及材料本身性能(断裂韧度Kc)影响,进一步对式(2)进行修正[13]得到:
(4)
激光喷丸强化技术能够在材料表面诱导生成残余压应力,残余压应力会提高裂纹尖端处的闭合力从而阻滞裂纹扩展,而且还会抵消热应力和加工残留的拉应力而降低应力强度因子。因此,采用残余应力强度因子Kr,并考虑残余压应力对裂纹尖端的闭合作用引入张开应力强度因子Kop来计算有效应力强度因子ΔKeff[14],计算公式为
ΔKeff=(Kmax+kKr)-Kop
(5)
式中:Kmax为最大应力强度因子;k为系数,表征的是残余应力作用的强弱,与材料强度等因素有关。
将式(5)代入式(4)并积分处理后得到:
(6)
式中:a为裂纹长度,a=2c。
假定试样在疲劳工作环境下,所受力为F,作用面积为B(W-2c)(B为试样厚度;W为试样宽度),断裂前外加力F与拉伸应力σx成线性关系,断裂开始临界作用力Fmax对应的应力为σmax,则根据能量守恒定律可得:
(7)
式中:x为裂纹扩展长度。
(8)
式中:α为修正系数,用以消除假设拉伸应力与外加力在裂纹前沿呈线性关系产生的误差。
激光喷丸强化作用产生的残余应力强度因子Kr[15]可表示为
(9)
式中:σh为深度h处的残余应力;Lp为残余应力及塑性变化影响深度。
由试验结果可知,沿着材料深度方向,残余应力影响效果逐渐减弱,晶粒尺寸逐渐增大直至原始晶粒尺寸。为了便于计算,假定激光喷丸强化诱导的残余应力沿着材料深度方向呈线性降低,即σh与表面残余应力σsurf之间满足:
(10)
将式(10)代入式(9),则可得
(11)
将式(3)、式(8)、式(11)代入式(6),即可得到激光喷丸强化后材料疲劳寿命计算公式:

(12)
通过查阅手册,计算得到各参数如下:R=0.1,B=3 mm,W=120 mm,D取值在0.1~10 μm之间,Kc取值在57.8~86.3 MPa·m1/2之间,h介于0Lp之间,Lp=0.816 mm,a=1,F=1.5 kN,常温下α取值在0.460.875之间,C取值在0.02~0.4之间,m取值在2.2~8.6之间,Δσj取值在888.39~1 088.53 MPa之间,Δσ=5 MPa,k取值在0~1之间。当裂纹长度2c为0.01 μm时,Kop/Kmax=0.113。将这些参数代入式(12),计算得到不同喷丸次数下材料的疲劳寿命,见表2。
由表2可知,由式(12)预测模型预测得到的疲劳寿命与试验值的相对误差在10%以内,说明该模型较准确,在一定程度上可用于指导制定激光喷丸材料表面改性工艺。
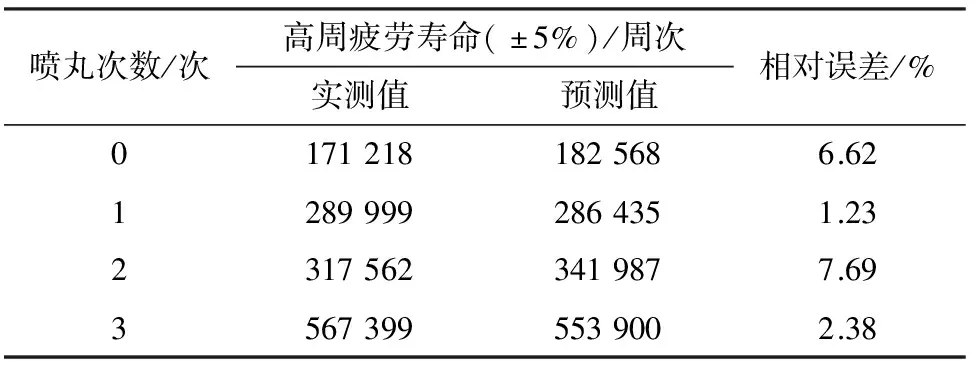
表2 不同次数激光喷丸后TC4钛合金高周疲劳寿命的实测值与模型预测值
3 结 论
(1)激光喷丸能够显著提高TC4钛合金的疲劳强度和疲劳寿命,且疲劳强度和疲劳寿命随着喷丸次数的增加而增大。
(2)随着喷丸次数的增加,TC4钛合金的高周疲劳断裂方式由脆性断裂向韧性断裂转变,当喷丸次数达到3次时,断裂方式完全转变为韧性断裂。
(3)引入抑制参数对Pairs公式进行修正,建立了包含晶粒尺寸、残余应力影响深度等参数的激光喷丸疲劳微裂纹扩展预测模型,预测得到的疲劳寿命与试验值的相对误差在10%以内。
