CP780镀锌复相钢板电阻点焊焊接特性
2021-06-08王鹏博张永强鞠建斌伊日贵
王鹏博,张永强,付 参,鞠建斌,伊日贵
(首钢集团有限公司技术研究院,北京 100043)
0 引 言
汽车轻量化对节能减排具有重要意义,是现代汽车工业技术发展的方向。高强度钢板能在保证汽车强度和安全性能的同时,降低燃油消耗和废气排放,是实现汽车轻量化的重要材料;但强度的提高会导致钢板成形性能的降低。复相钢是一种超高强度钢,其显微组织主要为铁素体和贝氏体,同时包含少量的马氏体、残余奥氏体和珠光体;由于添加了少量的铌、钛、钒等元素,其晶粒细小,拥有更好的弯曲和拉伸翻边、扩孔性能,可用于制造具有复杂形状的工件,如底盘悬挂件、B柱、保险杠、座椅滑轨等[1-3]。
电阻点焊是汽车生产制造行业的重要连接工艺,通过将焊件装配后压紧在两电极之间,利用电阻热融化金属形成焊点而实现连接,具有自动化程度高、生产效率高、成本低等优点。据统计,每辆轿车车身的焊点数量在4 000~5 000点,点焊接头的质量直接影响着整车的强度、安全和寿命,因此,点焊质量要求很高[4-5]。作者对厚度为1.5 mm的CP780镀锌复相钢板进行电阻点焊试验,研究了其焊接电流窗口以及接头的显微组织和力学性能,评估了点焊过程中电极的使用寿命,以为复相钢板点焊质量的提升提供参考。
1 试样制备与试验方法
试验材料为CP780镀锌复相钢板,钢板厚度为1.5 mm,主要化学成分见表1;屈服强度不低于570 MPa,抗拉强度在780~920 MPa,断后伸长率不低于10%。

表1 CP780复相钢的主要化学成分(质量分数)

采用线切割法在点焊接头焊点最大横截面处截取金相试样,经镶嵌、研磨、抛光,用体积分数4%的硝酸酒精溶液腐蚀后,采用Leica DMI5000M型光学显微镜观察焊点宏观形貌和显微组织。使用HXD-1000TM型显微硬度计测试维氏硬度,从一侧母材经过焊缝到另一侧母材、每隔200 μm取点测试(如图1所示),加载力为9.8 N,载荷保持时间10 s。

图1 显微硬度测试位置示意
参考文献[7],采用Zwick-Z100型拉伸试验机测试焊点剪切性能和十字拉伸性能,拉伸速度为5 mm·min-1,剪切拉伸试样和十字拉伸试样尺寸如图2所示,均分别在最小和最大焊接电流下点焊而成,各测5个平行试样取平均值。

图2 剪切拉伸和十字拉伸试样尺寸
2 试验结果与讨论
2.1 焊接电流窗口
由图3可知,在电极压力4.5 kN、焊接时间380 ms、保持时间300 ms条件下,1.5 mm厚CP780复相钢板点焊的最小焊接电流为6.0 kA,最大焊接电流为8.0 kA,焊接电流窗口为6.0~8.0 kA。
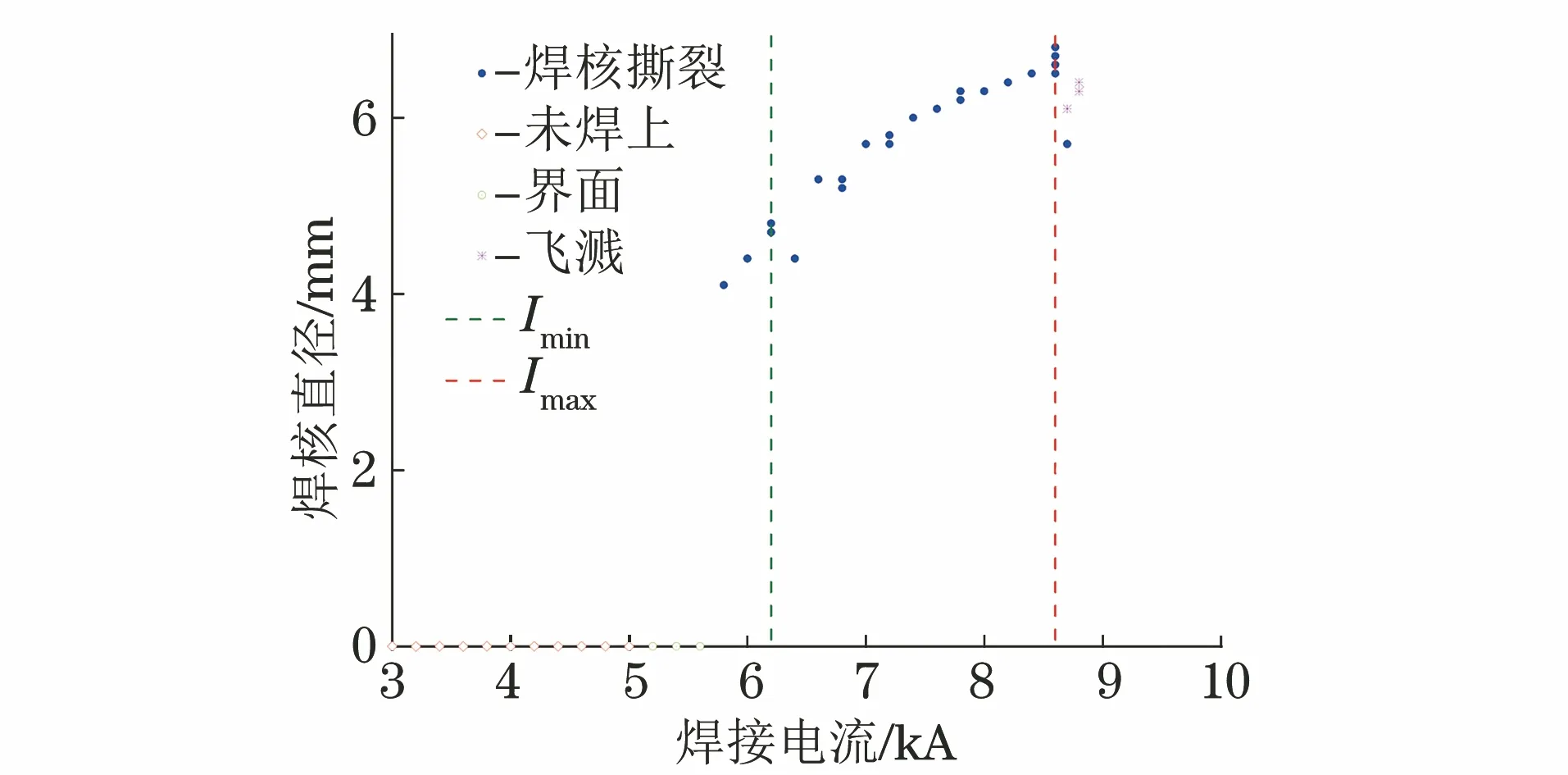
图3 CP780复相钢板的焊接电流窗口
2.2 显微组织
在焊接电流6.0~8.0 kA下,CP780复相钢板点焊接头熔核区呈椭圆形,环绕着熔核区的颜色较浅部分为热影响区,在热影响区外侧颜色较深部分为母材区,如图4所示。熔核区在电阻热的作用下熔化,在冷却过程中凝固结晶,组织由外向内呈柱状晶形式生长。
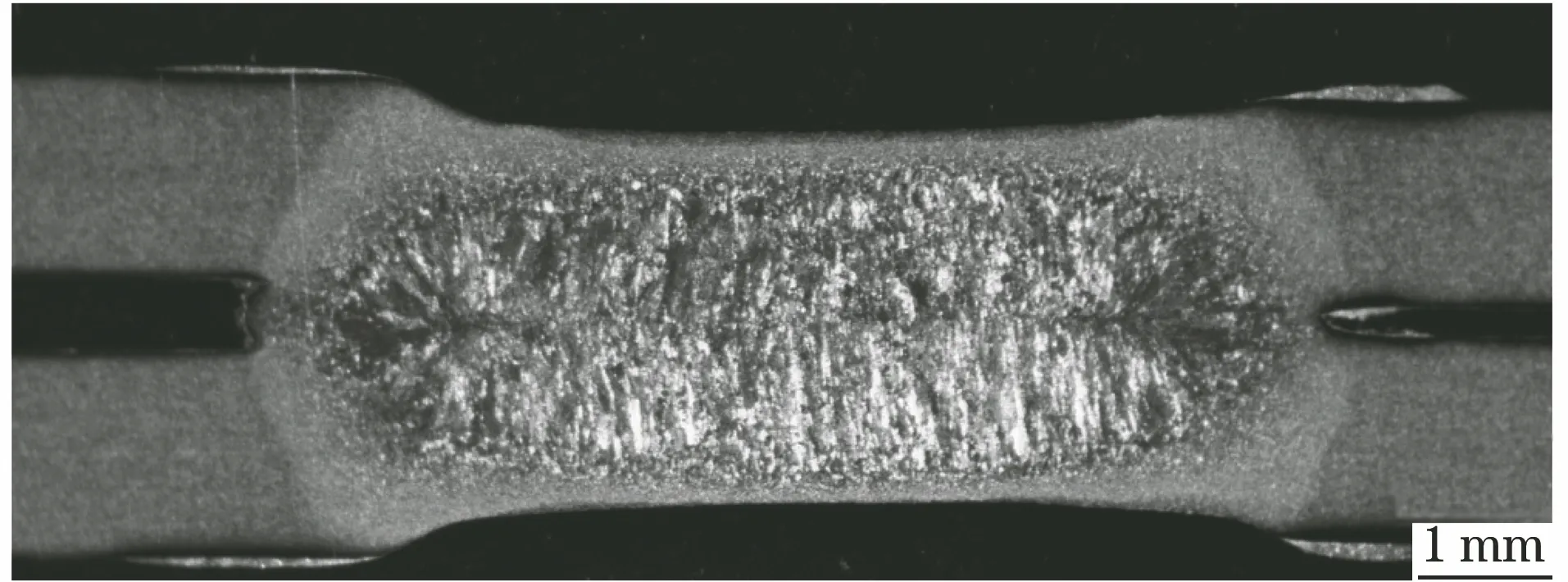
图4 CP780复相钢板点焊接头截面低倍形貌
由图5可见,在最小(6.0 kA)和最大(8.0 kA)焊接电流下,点焊接头焊缝区组织均主要为板条状马氏体,热影响区组织则主要由马氏体和部分铁素体组成。
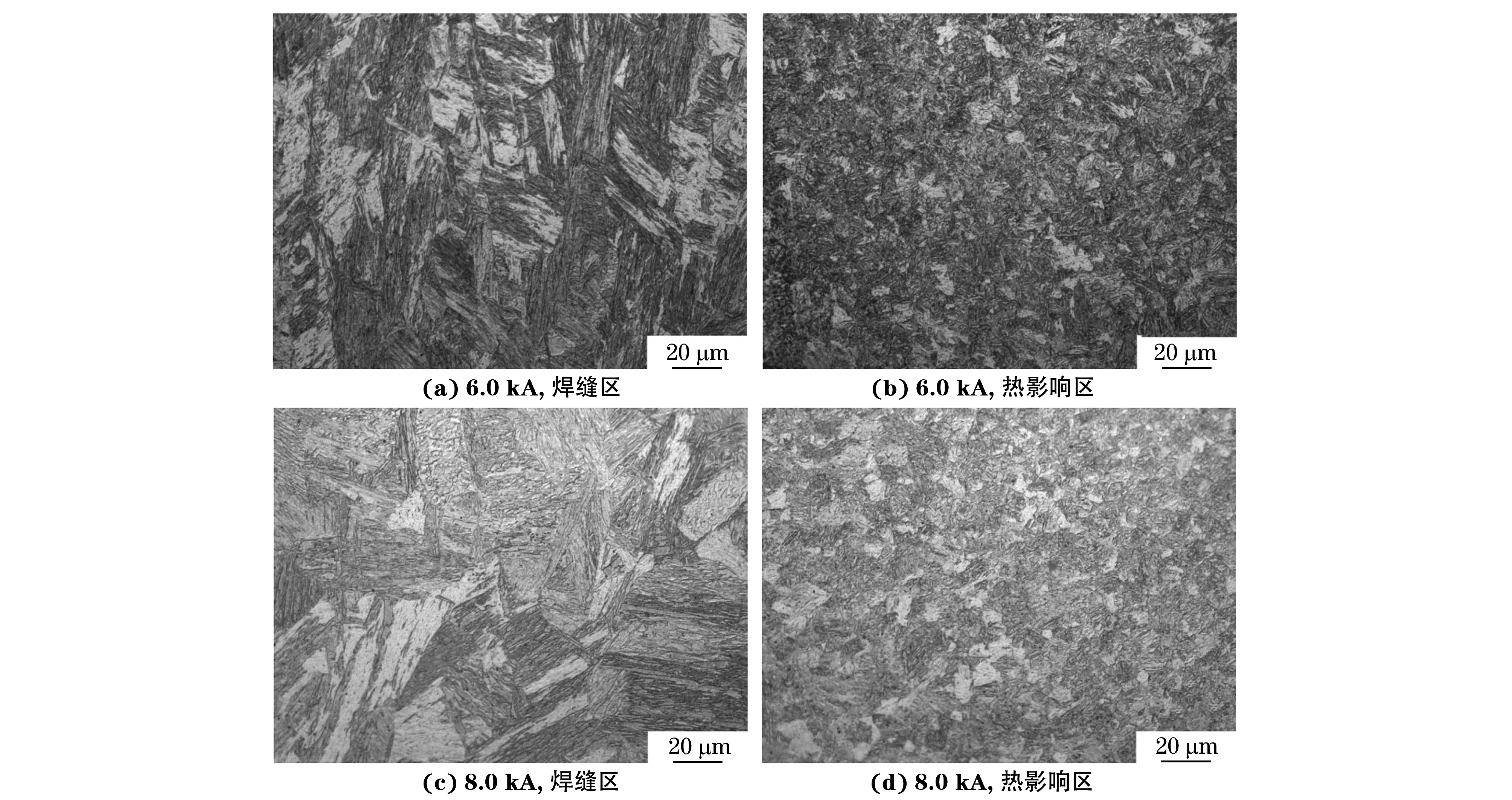
图5 不同焊接电流下CP780复相钢板点焊接头的显微组织
2.3 硬度分布
由图6可以看出:在焊接电流6.0,8.0 kA下,点焊接头熔核区的硬度分别约为430,420 HV,热影响区均存在软化点;6.0 kA下热影响区软化点硬度在210~220 HV,8.0 kA下硬度约为200 HV。由于焊接电流较小时的热输入较小,焊点体积小、冷却速率快,因此焊缝区和热影响区硬度略大于焊接电流较大时的。

图6 不同焊接电流下CP780复相钢板点焊接头截面硬度分布
2.4 力学性能
由表2可以看出:8.0 kA焊接电流下焊点的最大剪切力和最大正拉力均高于6.0 kA焊接电流下的,分别提高了51.8%和38.0%;最大剪切力和最大正拉力测试值的标准偏差均较小,说明焊接工艺稳定。

表2 不同焊接电流点焊接头的最大剪切力和最大正拉力
焊接时间和焊接电流是影响电阻点焊热输入的重要因素。在焊接时间一定的条件下,焊接热输入随焊接电流的增加而增大。热输入越大,熔核尺寸越大,焊点的承载面积越大,界面结合力越强。因此,焊接电流越大,焊点的最大剪切力和正拉力越大。最小焊接电流和最大焊接电流下十字点焊接头的失效模式均为纽扣断裂。十字拉伸试验后,接头熔核部位一侧拔出一个孔洞,另一侧保留着完整的熔核,断裂发生在热影响区靠近母材的过渡区域,这说明接头力学性能良好,热影响区靠近母材的过渡区域是薄弱区域。
2.5 电极寿命
由图7可以看出,在采用同一电极连续点焊过程中,熔核直径呈现减小的变化趋势。研究[8-9]表明,在高温、高压状态下,电极端面会与钢板表面的锌层发生反应,形成Cu5Zn8合金层,引起电极端面材料剥落,降低电阻点焊时的电流密度和热输入。因此,熔核直径随着焊点数量的增加而降低。当焊接2 000点时,电极端面的磨损非常严重,但熔核直径为5.3 mm,仍大于临界熔核直径(4.9 mm),这说明电极的使用寿命超过2 000点。
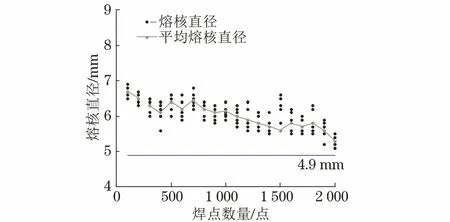
图7 在焊接电流8.0 kA下采用同一电极连续点焊时熔核直径和焊点数量的关系
3 结 论
(1)在电极压力4.5 kN、焊接时间380 ms、保持时间300 ms条件下,1.5 mm厚CP780镀锌复相钢板电阻点焊的焊接电流窗口为6.0~8.0 kA,最大和最小焊接电流下接头焊缝组织均主要为板条状马氏体,热影响区组织则主要由马氏体和部分铁素体组成。
(2)最大和最小焊接电流下点焊接头熔核区硬度高于热影响区的,且热影响区均存在软化点;最大焊接电流点焊接头的最大剪切力和最大正拉力分别为21.80,10.56 kN,比最小焊接电流下分别提高了51.8%和38.0%。
(3)在最大焊接电流下采用同一电极连续焊接2 000点后,熔核直径依旧大于临界熔核直径,说明电极的使用寿命超过2 000点。