电机壳冲压件全自动装盘设备研发
2021-06-07朱宇璐陈叶娣钱子龙段东泽
朱宇璐,陈叶娣,钱子龙,段东泽,王 鑫
江苏常州机电职业技术学院模具技术学院(江苏常州 213164)
1 电机壳冲压件全自动装盘设备的主体构造
1.1 提升筛选机构
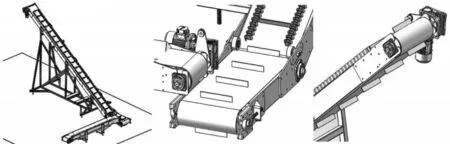
图1 履带式倾斜提升输送装置结构示意
该机构由提升装置、筛选装置和管道组成。提升装置采用履带倾斜提升输送方式进行自动提升送料,如图1所示。筛选装置采用拼装结构实现制件正反向自动识别筛选,如图2所示。
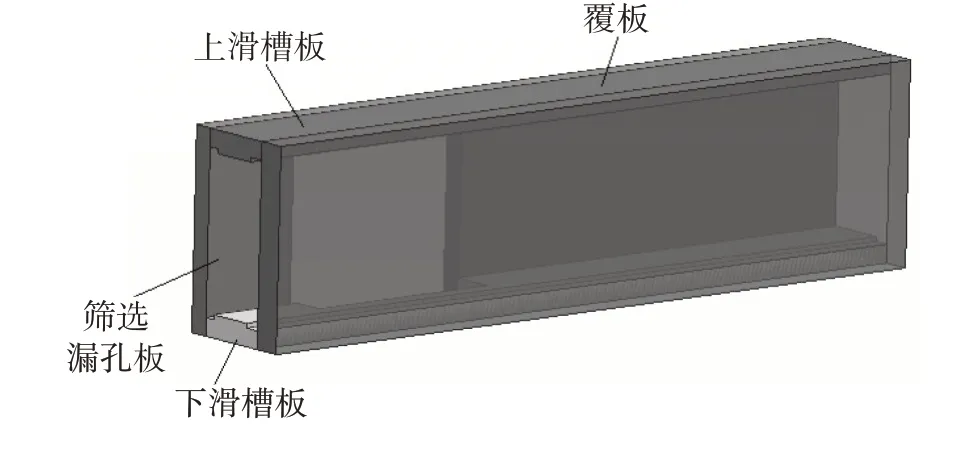
图2 产品正反向自动识别筛选装置结构示意
根据电机壳冲压件产量情况,提升机数量选择越多越好,但考虑料盒的尺寸大小,以及整个自动装盘设备的成本,综合考量,满足生产需求的前提,尽可能降低设备成本,故该项目选用2台履带式倾斜提升输送机。提升机内置于料仓,提升机的上端与管道间由筛选装置连接,对电机壳的冲压件进行正反方向的识别筛选,使正向电机壳冲压件顺利进入管道,反向电机壳冲压件从筛选漏孔滑出回到料仓,管道另一端固定在机架平台的导入管连接,提升筛选机构布局示意如图3所示。

图3 提升筛选送料机构布局示意
1.2 装盘搬运机构
装盘搬运机构由定量装盘机构和升降搬运机构组合,实现了电机壳冲压件的规定数量装盘以及从料盘搬运至料盒的全过程动作。
(1)定量装盘机构。
冲压的电机壳如图4所示,根据制件尺寸及产量,料盘设计为405×384mm规格尺寸如图5所示,与料盒尺寸一致。料盘上分为6排,每排可容纳6个制件,因此整个料盘可承36个制件,即料盒每层数量,基于每盒装144个制件要求,即料盒装制件为4层,同时也可根据实际需求变化进行调整。
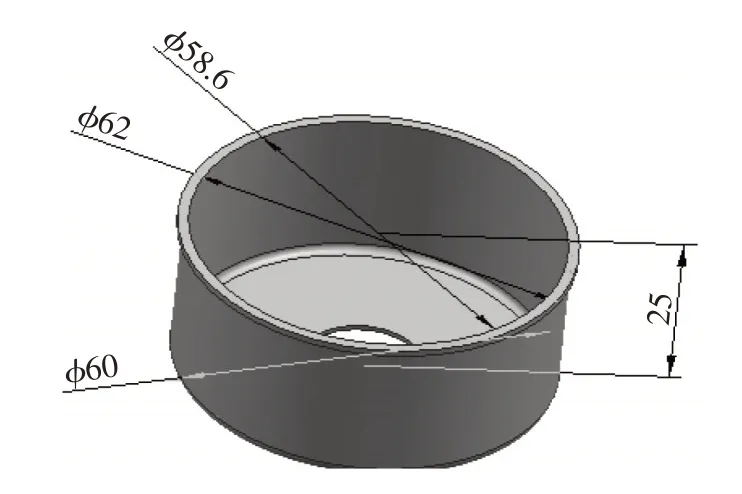
图4 电机壳

图5 料盘结构示意
料盘固定在机架平台的导轨上并与丝杠连接,通过伺服电机传动丝杠,实现料盘的移动,从而确保料盘的制件入口与机架平台的导入管对正。导入管下方设置了限位销气缸、限位气缸,实现装盘定量的限位控制图6所示。
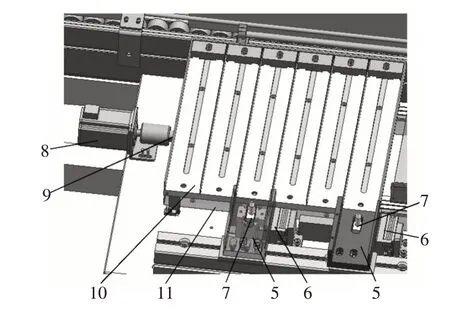
图6 定量装盘机构
(2)升降搬运机构。
升降搬运机构主要实现把装入料盘中制件搬运至料盒的动作,包括搬运滑台、升降滑台、制件吸附装置等。该机构中制件吸附装置选用海绵吸盘,其密封性好,适合吸取表面带有孔、凹凸不平的制件;升降滑台主要使电机壳冲压件通过海绵吸盘吸附后从料盘中提升至指定高度,为后续搬运至料盒做准备,以及到料盒位置后的下降摆放动作;搬运滑台主要执行从料盘到料盒两点间平移动作,从而实现电机壳冲压件由料盘至料盒的搬运动作。升降搬运装盒机构如图7所示。
1.3 物料输送机构
该机构主要实现料盒及装盒制件的输送,为了使输送机构制造周期短、降低成本,以及降低传输中磨损和运行阻力,同时当一个或多个物料被停止输送时,不影响其它物料的输送,具有较高的输送效率。因此选用了倍速链方式输送机构,包括电动机、倍速链、链轮、传动轴、止动器、止回器、机架等,如图8所示。
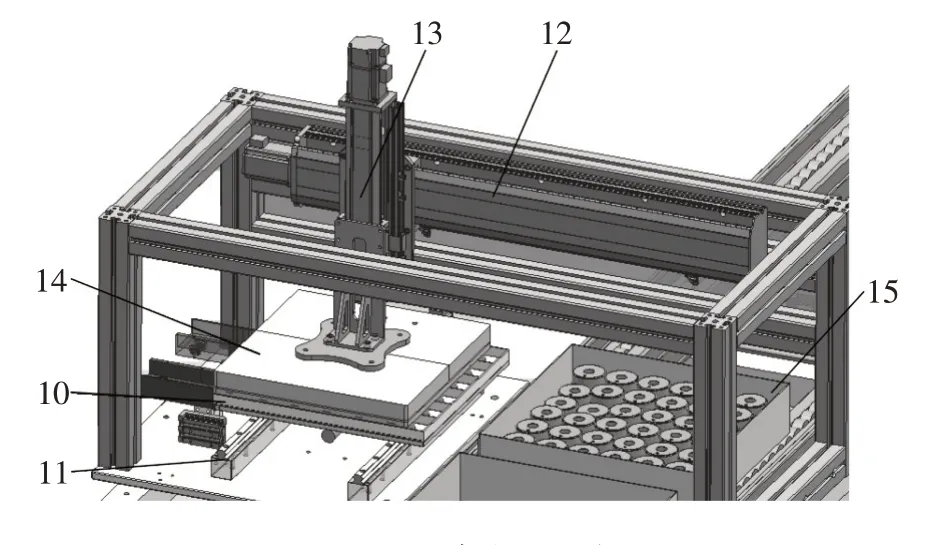
图7 升降搬运机构
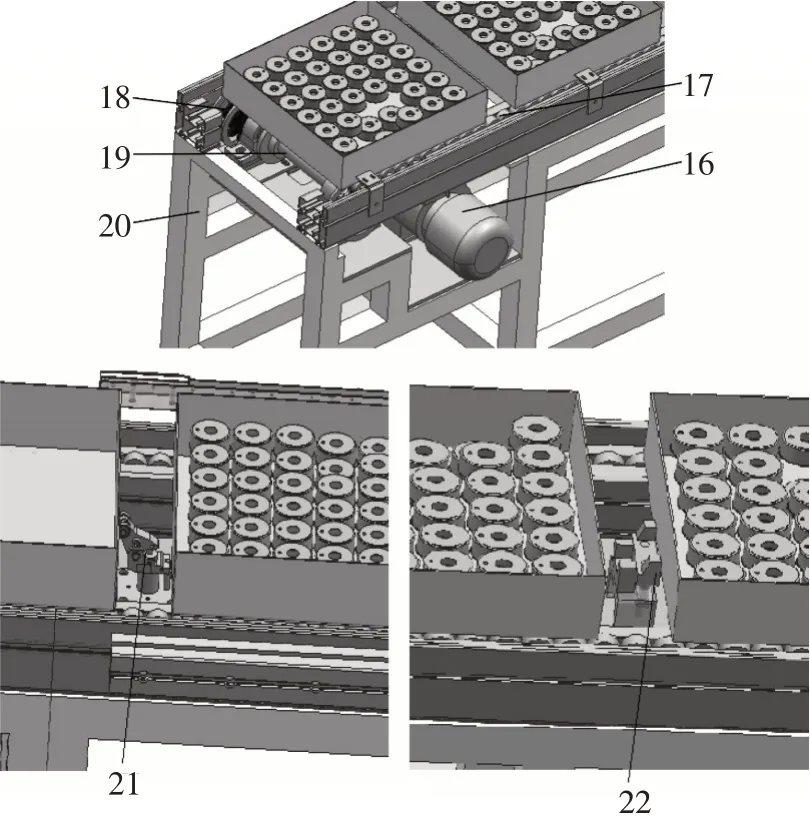
图8 物料输送机构
1.4 电气控制系统
(1)电气控制主电路。
根据设备各机构的电气的工作原理及实现动作要求,设计电气控制主电路,如图9所示。
2 电机壳冲压件全自动装盘设备的原理
全自动装盘设备,由图10提升筛选机构、图11装盘搬运机构、图12物料输送机构、PLC控制系统等组成。
图10中,料仓内置提升机,提升机上端出口和管道入口相接,自动识别制件正反向筛选装置安装在提升机上端和管道交接处,使筛选口向下,呈水平方向35°和垂直方向25°。机架平台的两侧分别固定有传送带和管道,传送带呈水平方向与管道呈竖直方向相垂直。料框设置于传送带上方,料盘设置于传送带与管道之间,机架平台的上面放置料盘,丝杆与电机相连,连接料盘下方。料盘上方设有导轨,导轨的两端固定在机架平台上方,机械手固定在导轨上并可沿导轨滑动。机械手的一端设有真空海绵吸盘。

图9 电气控制主电路
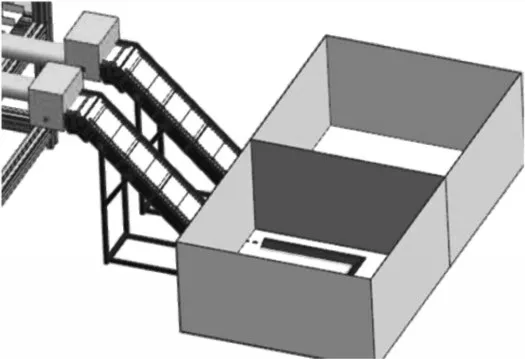
图10 提升筛选机构
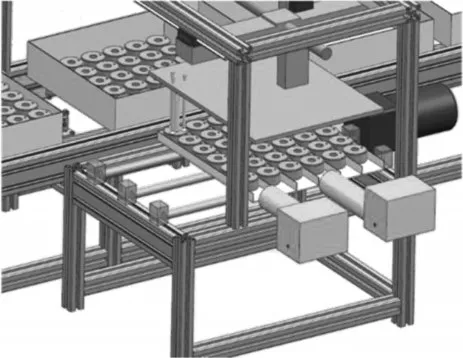
图11 装盘搬运机构

图12 物料输送机构
所述真空海绵吸盘的上表面设有图案,图案形状为外围一圈小圆围绕着中心大圆。
所述的电机控制提升机运动,伺服电机A控制机械手在X方向上的运动,伺服电机B控制机械手在Y方向上的运动,伺服电机C15控制机械手在Z方向的运动。
所述的提升机、料仓和管道有两套,两套设备对称设置,固定在机架平台的一侧。
自动装盘的设备的方法,步骤如下文及图13所示。
第一步,每个料仓可放3,500~4,500个制件,电机机壳冲压件提升至上端,当电机壳冲压件侧向通过筛选装置时,制件凭借外观的凸缘边特性以及筛选装置中滑槽的作用,在冲压件自重和挤压作用下,沿着筛选装置中的滑槽顺利进入管道等待装载;相反,反向制件从筛选孔滑出,通过返料口返回料仓。
第二步,电机机壳9顺着管道滑行至固定在机架平台的导入管1连接处,在连接处气咀压缩空气的作用下,快速沿导入管1前行,导入管1的另一端与料盘6对接,使得电机机壳冲压件按顺序依次快速进入料盘6,完成装盘,此时料盘上规定要求数量制件处的传感器8感应反馈信号,使气咀压缩空气先停止工作,再由限位销气缸3动作,使限位销处于制件限位状态,同时限位气缸2动作使限位销气缸后退,从而实现多余数量的制件9被后退限位。料盘6通过丝杆5左右运动,一对送料管道每次各吹3个,每盘吹3次,每次2s,丝杆运动共3s,每层需9s。
第三步,双轴机械手上的真空海绵吸盘吸起制件,沿导轨7移动,输送到料架内。每36件一层,共4层。单次夹取和提升所需时间为2s,单次运输至料架所需时间为6s。
第四步,料框内填满制件后,沿传送带传送到指定位置。
3 电机壳冲压件全自动装盘设备的技术要点
该设备中具有自动辨别电机壳冲压件正反方向的筛选装置,当电机壳冲压件侧向通过筛选装置时,制件凭借外观的凸缘边特性以及筛选装置中滑槽的作用,沿着筛选装置中的滑槽顺利进入管道等待装板;相反,反向制件从筛选孔滑出,通过返料口返回料仓。
面向于不同的制件外形,通过改进设备筛选装置来适应不同制件的筛选要求,以达到设备制件全自动装盘功能多样化的目的。
4 结论

图13 定量装盘机构
综上所述,电机壳冲压件全自动装盘设备在生产应用过程中,能实现电机机壳冲压件装盘数量的控制功能;采用压缩空气为动力实现自动装盘的功能;其结构可靠、动作灵活、自动化智能化程度先进,制造成本低廉,采用PLC可编程控制器,控制吹气咀、料盘、传感器等各元件之间的配合动作,可以准确完成电机壳冲压件在设备中的的自动装盘,杜绝人工作业产生的筛选误差,同时也能达到减少劳动强度,提高生产效率,更加符合企业发展需求,有效降低企业经营成本,具有较好的实用性、推广性。
