可运行两种规格砂箱的静压造型线设计
2021-06-03刘开举李来升赵林栋韩冬生包艳青杨建国
刘开举,李来升,赵林栋,韩冬生,包艳青,杨建国
(1.国机铸锻机械有限公司,山东济南 250306;2.济南铸锻所检验检测科技有限公司,山东济南 250399)
静压造型是上世纪八十年代发展起来的铸造工艺,是目前可预见技术条件下所能达到的比较完美、先进的湿砂造型方法,其实质就是气流预紧实与压实造型工艺相结合[1]。
静压造型技术具有工艺优良、适用范围广、综合性能强等优点。20 世纪90 年代初期,日本SINTO 公司开发出静压造型技术,克服了气冲造型铸型背面紧实度低、砂箱高度有效利用率不高、散落砂多等问题,已逐步取代气冲造型,得到愈来愈广泛的应用[2]。
经过几十年的发展和应用,尤其是近10 年我国铸造业的飞速发展,静压造型线的数量越来越多。国内正常生产的静压造型线约有一百余条,主要有全进口、全国产和主机进口辅机国产等三种形式。静压造型线运行的好坏直接影响到铸造厂的经济效益,直接关系到铸造车间其他工部效率的发挥。造型线是铸造生产的核心,造型线的拥有量及其水平反映出一个国家机械工业的科技水平[3]。
目前无论是进口设备还是国产设备,一条静压造型线上基本只能运行一种规格的砂箱,这样就需要铸造厂在方案设计阶段就要充分考虑到实际的铸件产品种类和生产需求,并且随着市场的变化,一条生产线很难适应变化较大的铸件生产需求。本文通过设计一种可更换砂箱厚度的静压造型线,能够运行两种不同厚度规格的砂箱,这种新的设计思路使得一条静压造型线能够发挥两条静压造型线的功能,给铸造厂带来更多的选择,提升了市场竞争力。
1 总体方案
静压造型线可以运行两种不同厚度规格的砂箱,砂箱内尺寸分别为1100 mm×1050 mm×380 mm/320mm和1100mm×1050mm×260mm/320mm,两种砂箱的下砂箱规格相同,上砂箱厚度不同。静压造型线采用上下箱不分道的布线形式,根据铸件箱内冷却时间1.5h 的要求布置了2 条冷却线,同时预留了第三条冷却线的空间,为后续冷却线扩容增加了可能,冷却线两端推送机构均采用转运车车载推缓油缸形式。为节约成本,下砂箱和两种规格的上砂箱分别加工制作了1 套,下砂箱通用,上砂箱根据实际生产要求,在线通过人工的方式完成上砂箱的更换作业。
2 工艺流程
根据总体方案的设计思路,采用上下箱不分道的形式,设计了静压造型线的工艺布置图,如图1 所示。该静压造型线包括造型下芯段、返回浇注段、冷却段等。

图1 静压造型线工艺布置图
造型下芯段是指造型段和下芯段在同一条道上,主要包括静压造型机、分箱机、内壁清理机、分箱推送缸、分箱转运车、造型滚道、造型翻转机、上箱翻转机、铣浇口机、钻气孔机、合箱机、合箱转运车、合箱缓冲缸等。分箱转运车将空砂箱转运至分箱机,分箱机将上、下砂箱依次分开抱起,内壁清理机对空砂箱内壁进行清理,通过分箱推送缸将砂箱依次推入静压造型机等待造型;静压造型机的举升机构将砂箱举起,依次完成接箱、加砂、静压、压实和下降脱模等工作,完成造型;随后完成造型的砂箱被推出,造型翻转机对每个砂箱翻转180°;铣浇口机对上砂箱砂型背面铣出浇口杯,钻气孔机对上砂箱砂型背面钻出排气孔;上箱翻转机对上砂箱翻转180°;在造型翻转机和上箱翻转机之间是下芯工位,可以完成放置砂芯、浇注过滤网等工作;然后翻转后的上箱和下好芯的下箱被依次推入合箱机,合箱机分别将上箱抱起下放至下砂箱上,完成合箱。
返回浇注段是指返回段和浇注段在一条道上,主要包括设置在冷却转运车上的返回线推送缸、捅箱机、台面清扫机、锁箱钩机构、设置在冷却转运车上的浇注线缓冲缸等。冷却完成的砂箱通过冷却转运车转运至返回线上,返回线推送缸将砂箱推入捅箱机内,捅箱提箱缸将砂箱抱起,捅箱移动缸将砂箱转运至捅箱位,捅箱缸自下向上将砂箱内的砂胎捅出,砂胎推送缸将砂胎推送至落砂机上,捅箱缸下降,空砂箱返回至返回线上,完成捅箱;分箱转运车将空砂箱转运至分箱机内,开始进入下一个造型循环;台面清扫机伸出将台车上的砂子清扫干净;合箱转运车将合好的砂箱台车转运至返回线准备进入浇注段;进入浇注段后由锁箱钩机构对砂箱两侧的箱钩锁紧;砂箱被推入浇注段后,通过人工或浇注机对合好的砂型进行浇注;完成浇注的砂型通过冷却转运车转运至冷却段进行冷却。
冷却段包括2 条冷却线、轨道系统、定位机构、冷却廊等。浇注完成的砂箱被转运至冷却线后进行一定时间的冷却,冷却时间由生产率和冷却线的数量确定,经过冷却后的砂箱被冷却转运车转运至返回段,开始下一个捅箱循环。
3 满足设备运行的设计和调试措施
为了满足一条静压造型线能够运行两种不同厚度规格的砂箱,对多个机构和控制系统进行了创新设计和结构改进。本项目两种规格的砂箱中下砂箱尺寸一样,上砂箱厚度相差120mm。
3.1 设置不同高度的型板框
根据上砂箱的厚度分别为380mm 和260mm,则对应的型板框高度也相差120mm,下砂箱对应的型板框高度固定不变。在静压造型机内举升造型的过程中,举升油缸的行程均相同,这样的设计既保证了正常的造型工作,又不改变静压造型机的结构。
3.2 使用编码器代替感应开关
由于上砂箱的厚度不同,分箱机在分箱抱起上砂箱时,机械手下降的位置也是不一样的,两种上砂箱就有两个抱箱位。为了更加准确地保证机械手下降位置,选用了编码器控制方式,如图2 所示。同时在操作屏上设置两个位置的数值,根据实际在线的砂箱厚度,程序自动调用相应的位置高度,来控制分箱机机械手下降高度,完成抱箱提升。

图2 安装编码器的分箱机
合箱机在合箱时,根据两种厚度的上砂箱规格,机械手下降的位置也有两个,合箱机同样选用编码器控制方式,如图3 所示。在操作屏上设置两个位置的数值,根据实际在线运行的砂箱厚度,程序自动调用相应的位置高度,来控制合箱机机械手下降的高度,完成抱箱下降合箱。

图3 安装编码器的合箱机
3.3 设置可调式的箱口清扫机构
在砂箱被推送入静压造型机之前,有一套对空砂箱上下面清扫的箱口清扫机构,结合本设备有两种不同厚度规格的上砂箱,砂箱上表面的清扫高度相同,则在清扫砂箱下箱口的安装支架上设置了两个安装孔位,如图4 所示。根据砂箱的厚度变化调整下清扫机构的安装位置,完成箱口清扫工作。
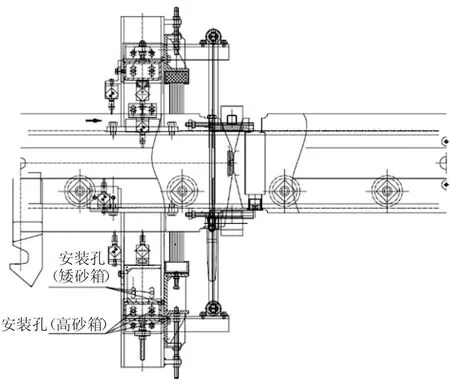
图4 可调式的箱口清扫机构
3.4 增加高箱矮箱检测开关
由于本条静压造型线能够分别在线运行两种不同厚度规格的砂箱,为了保证在线运行一种规格的砂箱时,不出现另一种规格砂箱混在其中的问题,在分箱转运车和捅箱机之间靠近分箱转运车的一副砂箱处设置了一套感应开关,经过控制系统的处理分析,能够识别检测出高箱和矮箱,保证了设备运行时,进入分箱机的砂箱高度准确无误,避免两种砂箱混杂在一起运行造成设备损坏。
3.5 电气控制系统
采用PLC 集中控制方式,设计高矮箱一键切换程序,在主操作屏上设置了高矮箱切换按钮,如图5 所示。通过选择高箱或矮箱,程序自动调用相应的高度位置和开关信号,提升自动化程度和安全性。

图5 电气控制操作屏
3.6 砂箱更换方法
根据实际生产情况,需要更换砂箱规格时,通过人工更换上砂箱,如图6 所示。首先启动静压造型线运行,将空砂箱推满浇注段,静压造型线停止运行,人工打开浇注段的砂箱箱钩,吊具将上砂箱吊起移开,随后将第二种上砂箱吊装至对应的下箱上方,下降完成合箱,即完成一幅砂箱的更换作业,往复循环将冷却段的空砂箱全部更换完成。继续启动静压造型线,更换完成的砂箱则被冷却转运车转运推送至冷却段,浇注段又被推送满了第一种砂箱,之后停止造型线运行,更换浇注段的空砂箱,依次往复进行,直至冷却段砂箱全部更换完成。当第二种砂箱进入造型下芯段时,分别通过调节相应的机构和检测开关的高度来实现不同厚度砂箱的位置切换。在线砂箱全部更换完成后,检查确保砂箱关联机构位置准确,切换主屏幕高矮箱切换按钮,调用配套程序,启动静压造型线运行,开始在线运行第二种砂箱。

图6 在浇注段进行砂箱更换作业
4 总结
该静压造型线已经成功开发并应用在铸件的实际生产中,根据实际生产情况,一条静压造型线能够分别在线运行两种不同厚度规格的砂箱,运行平稳,满足设计要求。该设计形式扩大了静压造型线的使用范围,也给使用者带来了更多的选择,更方便使用者根据市场变化调整铸件生产类别。目前该静压造型线不同规格的砂箱更换频率不高,人工更换方式完全可以满足实际需求。未来可以根据实际需求,开发一套自动更换砂箱的装备,优化设计能同时适应不同厚度砂箱的调节装置,提高控制系统的智能化水平,代替人工劳动、提高工作效率,更好地适应市场,满足不同用户的多样化需求。
