3D 打印设备铺平机构上有机碳链物质的产生与消除方法研究
2021-06-03张天扬撖俊虎
张天扬,彭 凡,撖俊虎,刘 轶,马 睿
(共享智能装备有限公司,宁夏银川750021)
1 背景
3D 打印设备作为目前铸造转型路上最前沿的技术,已经逐渐被各大企业应用于工业化领域。整机设备由铺平机构、打印、混砂等几个关键部分组成,其中铺平机构作为设备关键结构部件,起到了至关重要的作用。铺平机构对打印产品的质量影响是最直观的,同时铺平机构的各项工艺参数也直接影响着打印产品的密度、强度参数。铺平机构是整个3DP 设备的大部件之一,主要是对进入料槽中含有固化剂的原材料通过螺旋杆进行输送,使储料槽中的打印原材料均匀分布,在整个打印过程中,原材料的使用是从头至尾不间断的,铺平机构的运作是穿插在整个打印过程中的,铺平机构的工艺、参数是直接影响到打印进程的效率和打印出来的砂芯质量,铺平机构是3DP 设备中重要的一环节。
而在铺平机构设备上,目前最棘手的问题就是工作表面与铺平机构直接接触的黑色有机碳链物质的产生和去除问题。黑色有机碳链物质本身是由树脂固化剂反应生成的物质,生成的物质会不断积累,附着在直接接触的平面上,难以去除,并且难以控制。铺平机构上的刮砂板是直接与砂面接触的部件,因此对生产出来的砂型质量影响是最直接的。对以上黑色有机碳链物质的问题,有必要做深入研究。
2 铺平机构介绍
2.1 系统组成
铺平机构,又叫做铺砂器。其组成结构如图1所示。
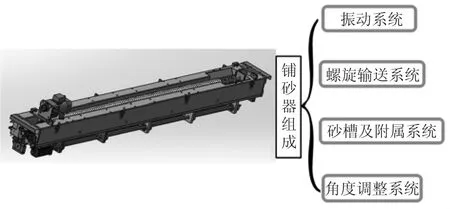
图1 铺平机构组成图

图2 铺平机构横向剖面图
2.2 铺平机构下料及铺平方式
储料槽中储存的砂子,通过设计好角度、结构的储料槽与通道,将原材料可控的下落到工作面上,在此过程中铺平机构做往复的直线运动,将持续下落的原材料,均匀的铺在整个工作面上。在铺平的过程中,铺平机构的刮砂板直接与砂面接触。通常铸造3D 打印过程使用的原材料为砂子。
3 黑色有机碳链物质研究
3.1 黑色有机碳链物质产生过程跟进
第一个阶段:表面粗糙,目视有明显的白色物质在刮砂板上,沾水用布很容易擦掉。第一阶段产生的时间大约在1~3h 之间,表面目视明显可见的雾状白色物质,随着时间的增加,厚度逐渐增加。
第二个阶段:部分位置开始泛黄绿色,表面粗糙,出现条纹状(方向与擦洗方向一致),沾水布不容易擦掉。随着时间的增加,表面物质的颜色逐渐加深,表面黄色物质的厚度也逐渐增加。该阶段形成的时间在3~6h 之间。
第三个阶段:泛黄的地方开始成片出现,表面粗糙。6h 后,黄色物质的面积逐渐扩大,并覆盖整个板面。
第四个阶段:泛黄的区域开始扩大,表面粗糙。黄色物质粘性消失,取而代之的是凝结的黑色有机碳链物质。使用水、布基本清洁不掉,需要使用平铲刮掉。
泛黄的区域开始变黑,表面粗糙度变大,并开始沾砂子。
3.2 树脂固化剂反应原理
呋喃树脂在机械工业中发挥着非常重要的作用,尤其在铸造生产中充当粘结剂的作用。液态的呋喃树脂遇到酸时会发生缩合反应,形成体型结构而固化。在室温下,将一定量的呋喃树脂、酸性固化剂、铸造用砂进行混合而自行硬化。在聚合反应过程中,分子间缩水聚合,并产生大量的热量,加上混合的杂质中含碳物质脱水和加热,会导致部分杂质碳化并发黑。呋喃树脂的反应方程式主要分为两大类,氧化破裂和非氧化破裂。其主要方式如下图所示[1,2]。

图3 铺平机构工作流程图
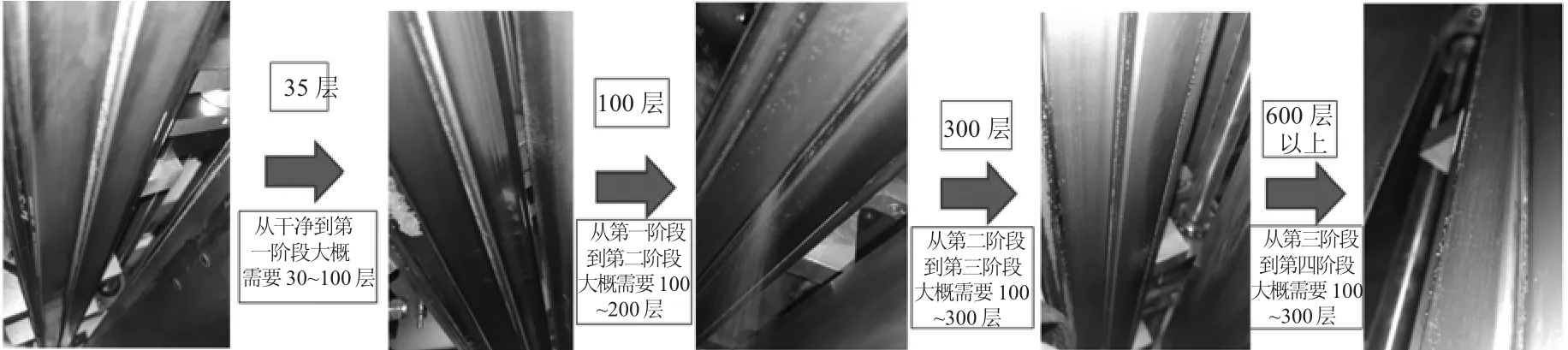
图4 黑色有机碳链物质产生过程图
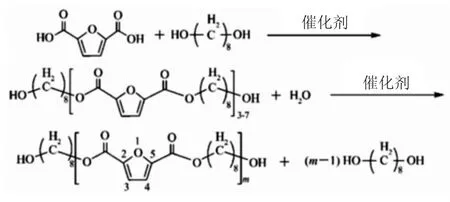
图5 树脂反应化学式
同时参与反应的固化剂的组成主要是工业制备的二甲苯磺酸,二甲苯的工业制备需要原材料为:二甲苯(工业级)、浓硫酸(工业级)等,其中浓硫酸具有脱水性,含碳杂质很容易出现脱水碳化的现象,从而形成黑色有机碳链物质。在铺平机构运动的过程中,含碳物质逐层的附着在刮砂板上,含碳物质在树脂和固化剂发生聚合反应的过程中脱水碳化,最终积累在刮砂板上,导致成片的黑色有机碳链物质产生[5]。
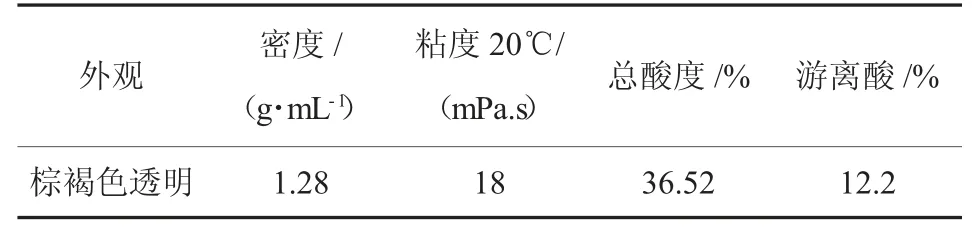
表1 固化剂性能指标
3.3 黑色有机碳链物质的分类
按照黑色有机碳链物质的形成阶段,大致分成3 个类型:(1)前期的白色物质;(2)中期的黄色物质;(3)后期的黑色有机碳链物质。
前期的白色物质,较薄一层,附着在刮砂板上,不沾手,不沾砂子刮板表面镜面反光消失。对砂型的表面质量基本不造成影响。此阶段的白色物质主要是未发生反应的树脂、固化剂。
中期的黄色物质,是树脂固化剂反应的开始阶段,此时的刮板表面一般较粘稠,容易沾手,容易粘砂子,此阶段的黄色物质对打印砂型的质量影响最大。
后期的黑色有机碳链物质,固化,结痂而不沾手,此阶段的黑色有机碳链物质基本为固体,是反应基本完成的生成物质,此阶段的生成物质,化学性质较为稳定,且对砂型的表面质量影响较小。
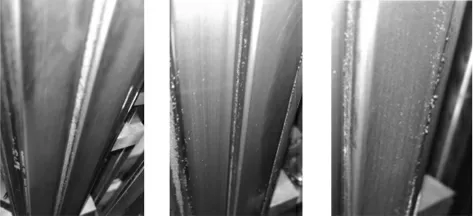
图6 黑色有机碳链物质的前、中、后期(左中右)
3.4 黑色有机碳链物质产生原因分析
原因分析方法采用最基本的人机料法环分析法。人机料法环是对全面质量管理理论中的五个影响产品质量的主要因素的简称。人,指制造产品的人员;机,制造产品所用的设备;料,指制造产品所使用的原材料;法,指制造产品所使用的方法;环,指产品制造过程中所处的环境[4]。
人:现场操作人员是否对设备进行定期维护,是否有对黑色有机碳链物质的产生周期,产生频率做记录,出现问题后,是否有及时的反馈给技术人员进行处理等,现场无人清理——无工艺要求,无文件,无指标,执行力差。
机:刮砂板表面粗糙度太大,同时刮砂板使用寿命低(耐磨材料),刮砂板表面缺少保护膜。
用于清理刮砂而板设计的喷水蠕动泵,不喷水或喷水连续性差,导致清理不干净,清理不彻底。
料:砂子本身的问题,砂子来料问题,树脂灰混的较多,导致打印头喷出的树脂渗透不下去,停留在表面。
法:没擦干净的树脂——主要是毛巾上的残留,其次是顶升的力度(压缩量),需要定时清理毛巾,或设计新的结构(快换、滚轮循环)。
清扫刮砂板的清理海绵厚度不达标,导致擦洗时压缩力度不够——需要制定更换周期表、点检记录表,确保及时更换。
环:环境的温湿度、车间的空气质量等级,是否能达到设备使用的正常水平。
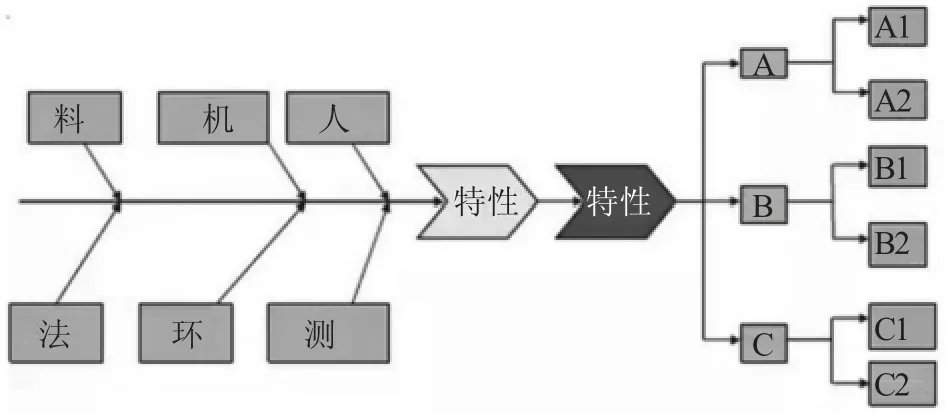
图7 鱼骨图[3]
3.5 黑色有机碳链物质产生原因
产生的根源:根据颜色可以看出。其成分主要是树脂、少部分是固化剂。打印头在砂面上喷树脂,喷完大概不到3s,铺平机构开始铺砂,砂面上基本上大部分的树脂都被带到刮砂板上了。随后清扫机构开始清理刮砂板,喷出的树脂残留在刮砂板上,清扫机构擦掉一大部分,全部残留在毛巾上,第二次擦拭的时候,又有一部分被带到了刮砂板上,再加上砂子里的固化剂,固结在刮砂板上。
产生原因:(1)没擦干净的树脂;(2)毛巾上残留的树脂;(3)顶升行程是可以的,但是海绵厚度随时间逐渐变小,导致清洁力度不够;(4)现场无人清理,逐渐积累;(5)新刮砂板基本不产生黑色有机碳链物质,与刮砂板表面粗糙度有关;(6)喷水的蠕动泵不可控,过程中没有控制,导致现场实际情况很乱,有的喷水,有的根本不喷水,有的喷水量过大;(7)砂子吸附树脂的能力变差了,导致树脂浮在表面;(8)现场产生推砂、拉砂的情况,导致砂子混合物大量的粘在刮砂板上;(9)刮砂板角度调整不正确,导致一个刮砂板接触到了工作平面,增加了粘砂子的风险。
4 项目实施
4.1 试验安排
跟进前期的理论分析调研,现针对性的对以下几个方向分别开展验证性实验:
(1)黑色有机碳链物质擦洗优化,采用回弹性更好的擦洗缓冲。
(2)黑色有机碳链物质擦洗介质,采用更耐磨、更廉价、更有效的材料。
(3)采用喷水更连续、喷水调节范围更广的喷头。
(4)刮砂板采用更耐磨、更优质的材料。
4.2 试验简介
试验项目的介绍如表2 所示。
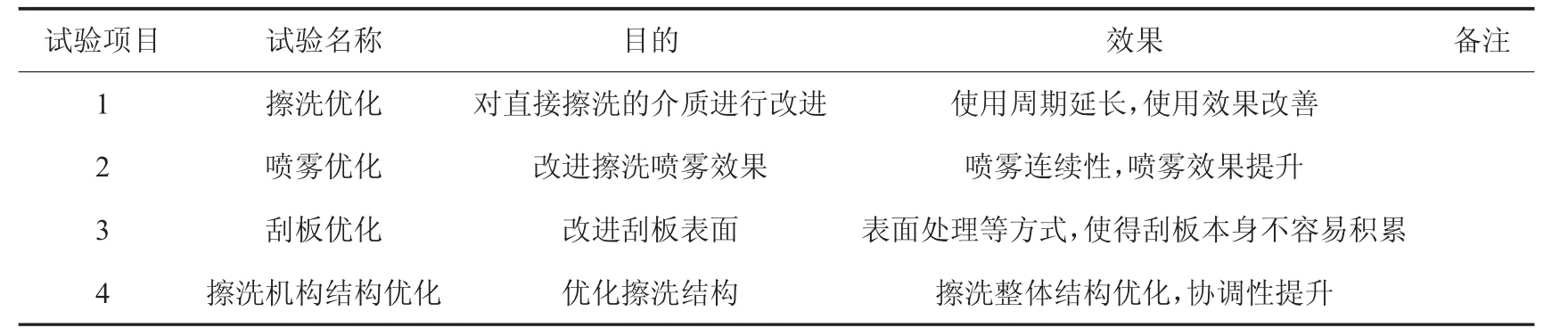
表2 试验项目介绍
5 结果与分析
5.1 安装完成后的效果
整个过程从人、机、料、法、环5 个角度出发分析和改善。到目前为止,黑色有机碳链物质的产生有很明显的改善。首先通过清扫擦洗布的变更,增加了材料的耐磨性,改善了黑色有机碳链物质的擦洗效果。通过改善喷雾结构,使得喷雾量、喷雾范围、喷雾时间可控,从而使得擦洗布的干湿程度得到控制,最终改善了擦洗第一、第二阶段黑色有机碳链物质的效果。通过改进刮砂板表面处理,使得刮砂板变得不容易积累黑色有机碳链物质,也降低了黑色有机碳链物质的产生频率。
5.2 总结
本次铺平机构的优化方向重点在于对黑色有机碳链物质的研究。此问题研究需要达到的最终效果包括:砂面平整度好、砂面质量、砂型质量性能高等。铺平机构装置的优化可以大大提高3D 打印机整体性能。
铸造用工业级砂型3D 打印设备新型铺砂装置,虽然在国内处于领先地位,但是,较国际顶尖3D 打印机厂家还有差距,除了人员技术之外,配套设备也相对落后,因此,伴随着中国2025 制造理念的诞生,中国从制造大国向制造强国转型升级,作为3D 打印机核心零部件的铺砂技术,更是要向智能化的方向迈进。
