焊缝形式与结构强度关系的试验研究与应用
2021-05-27武树成李柏松魏守盼王国友贾华东
武树成,李柏松,魏守盼,王国友,贾华东
徐州徐工矿业机械有限公司 江苏徐州 221000
1 序言
目前,徐州徐工矿业机械有限公司在大型焊接结构件的复合焊缝接头(填充角焊缝)设计时多采用等边角焊缝,焊接量极大,严重影响生产效率,这是制约矿用货车生产进度的主要瓶颈因素。因此,为提高生产效率,如何减少焊接填充量成为重点攻克的研究方向。通过试验研究非等边角焊缝对力学性能的影响[1,2],既为设计提供参考依据,又为焊接生产效率提升奠定了基础,具有重要的学术价值及参考意义。
2 试验方案
1)保持焊前试验接头形式相同,改变角焊缝填充为非等边形式,参照美国钢结构焊接标准选择下焊脚为上焊脚的1/3,分别采用等边焊缝填充形式(AB面)和非等边焊缝填充形式(CD面)进行试验,如图1所示。考虑到试件拉伸试验时应力的均衡性,故试件采用双面坡口[3]。
2)考虑到本次试验中母材、焊材匹配以及接头应力集中点,推断断口应在图1中A、B、C、D处,如果断在D处则说明此两种填充形式差别较大,实际生产中不可按非等边形式填充;如果断在A或C处,则说明非等边焊缝对焊接接头强度无影响。
3)选用40mm、20mm两种板厚进行试验,分别为试件1和试件2各1件,每种试件制取23个拉伸试样进行拉伸试验,以降低偶然因素对结果的影响。

图1 试验方案
4)通过试验考察两种板厚焊接接头的最大破断力、断裂位置和焊接缺陷出现的概率等;对比两种不同焊缝结构形式下的焊丝消耗量和生产效率的差异[4]。
3 试验过程实施
1)制定具体试验方案。试件制作→试件加工→拉伸试验→试验结果输出,试件加工及拉伸试样分别如图2、图3所示;试验选用的焊丝、母材性能见表1。
2)根据试验方案及表1母材的要求进行试件1和试件2的下料、加工制作、焊接。焊接试件所采用的焊接参数见表2,焊丝消耗量及焊接时间统计见表3。
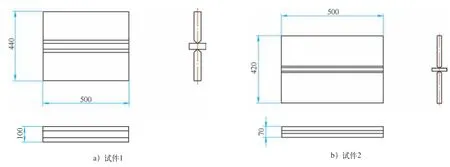
图2 试件加工

图3 拉伸试样
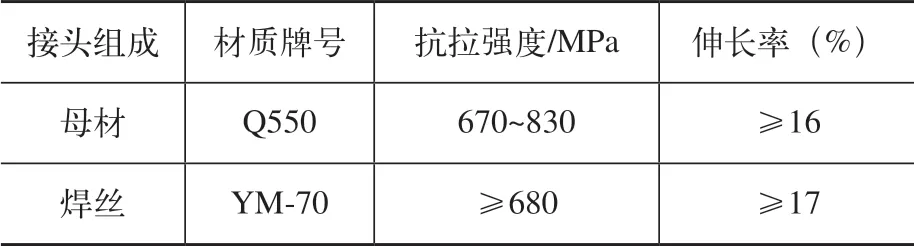
表1 试验焊丝及母材

表2 MAG焊接参数要求

表3 焊丝消耗量及焊接时间统计
3)先将焊接完成的试件按照试验方案的要求进行取样加工,然后将加工好的拉伸试样委托给有检测资质的第三方进行拉伸试验。拉伸试样断裂位置如图4~图7所示,试验结果见表4。

图4 试样1断裂位置及破断力值(kN)

图5 试样1断裂位置及破断力值(kN)

图6 试样2断裂位置及破断力值(kN)
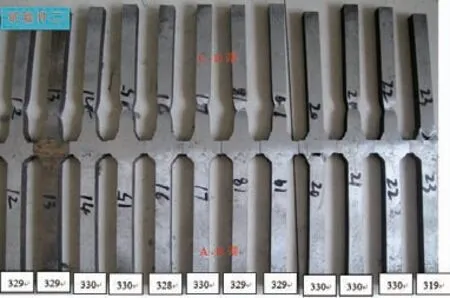
图7 试样2断裂位置及破断力值(kN)
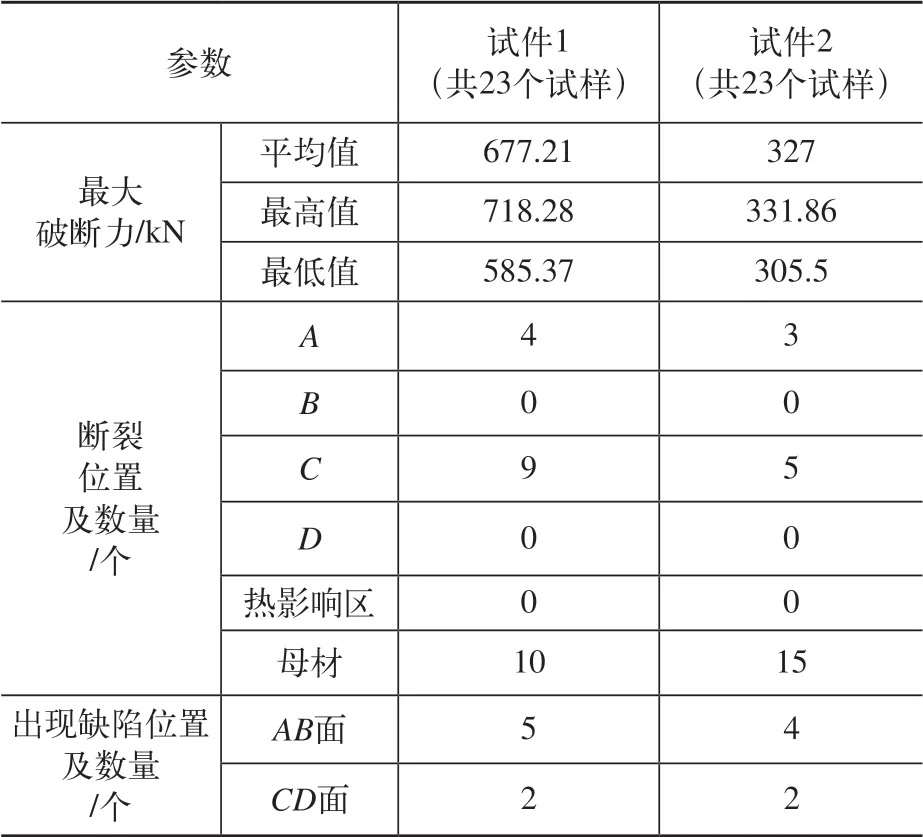
表4 试验结果

图8 断裂位置
4 试验结论
1)从试样被拉断的断口可看出,断裂的起始点均在A或C处,说明采用非等边焊缝焊接时,D处并不是焊缝的最薄弱点(见图8)。
2)根据试验设计的理论分析,所有从焊缝部位断裂的试样,其断裂位置均应在非等边焊缝处(即CD面焊缝截面较小处),但从拉伸试验结果来看,仍有1/3的焊缝从AB面等边焊缝处断裂,这就说明在实际焊接过程中盲目加大焊接填充量并不能完全杜绝焊缝从填充量大的部位开裂。另外,从统计分析结果来看,经卡方检验,P值为0.082,大于0.05,说明两种焊缝的设计形式与焊缝断裂概率并不存在明显的相关性。
3)从试样2被拉断的最大破断力来看(试样1焊缝断裂处均有未熔合、夹渣等缺陷,不能反应真实拉力值),无论是从焊缝处断裂或是从母材处断裂,其最大破断力基本一致,说明采用非等边焊缝填充时并不影响试件的抗拉强度。
4)根据取样时对焊接缺陷的统计来看,采用非等边角焊缝焊接时出现焊接缺陷的概率约为等边角焊缝的1/2(AB面缺陷数9个,CD面缺陷数4个)。
5)从焊接过程中焊丝消耗量、焊接时间的统计(见表3)来看,采用非等边角焊缝焊接时焊丝消耗量约是等边角焊缝的70%,焊接时间约为等边角焊缝焊接时间的65%,且随着板厚增加,这一比例会逐步降低。
6)根据以上分析结果,建议在熔透型坡口焊缝设计时,所有等边焊缝可按非等边焊缝来设计(见图9)。

图9 非等边焊缝
5 结束语
通过对非等边焊缝和等边焊缝的试验研究发现,非等边焊缝结构设计满足产品的使用性能要求,因此可采用非等边焊缝结构形式,可提升生产效率,目前,此种非等边焊缝结构设计已在超大挖掘机和矿用货车结构件设计中推广应用。
