超大卷径铜及铜合金板带开头矫直机的校核与应用
2021-05-26王悦晗闫成琨
王悦晗,计 江,闫成琨
(中国重型机械研究院股份公司, 陕西 西安710032)
铜及铜合金板带在国民经济各个行业如汽车、手机、家电、智能制造等有着广泛的应用,例如新能源汽车动力电池、5G设备中柔性电路板、集成电路的引线框架等。随着经济高速发展,铜及铜合金板带需求量越来越大,这就要求铜及铜合金板带加工企业的产能、效率不断提高。
传统铜板带粗轧生产线原料卷卷径为1 500~1 600 mm,通过技术改进可以使用摩擦焊机将两个原料卷焊接为一卷,焊接卷(超大卷)卷径为2 300~2 500 mm,现有粗轧生产线的开头矫直机已无法满足生产要求。针对该情况,中国重型机械研究院股份公司在原有设备基础上,开发设计了一种可实现超大卷径的开头矫直设备。
1 设备组成
开头矫直机由开头器、机架装配、夹送辊装配、矫直辊装配、矫直辊辊缝调节装置和传动装置等组成,如图1、图2所示。
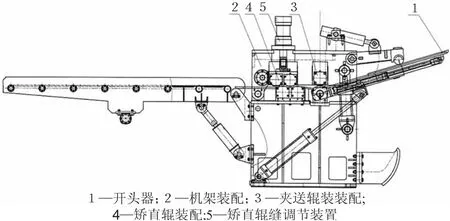
图1 开头矫直机设备组成(一)
1.1 开头器
开头器摆动架铰接于下夹送辊上,可以通过摆动油缸的伸缩实现摆动架的摆动。摆动架设有伸缩铲头,伸缩铲头在导向槽的导向下,通过伸缩油缸实现铲头的伸出与缩回。在机架装配上设有一压辊,压辊由摆动油缸驱动实现压下与抬起。
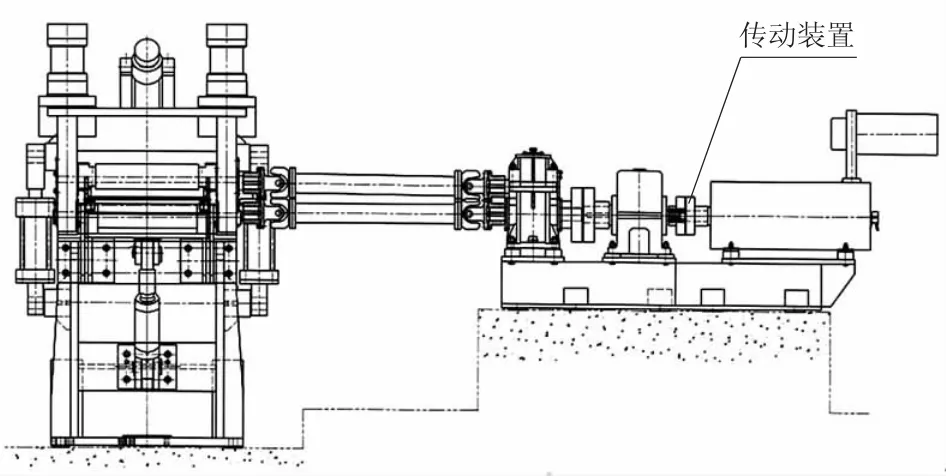
图2 开头矫直机设备组成(二)
1.2 机架装配
机架装配由固定机架、摆动机架、摆动液压缸等组成。摆动机架与固定机架在板带入口侧采用摆动液压缸连接,板带出口侧采用铰轴连接。板带进入开头矫直机时,摆动液压缸缸杆伸出带动摆动机架绕铰轴转动,摆动机架抬起后带头进入矫直机。
1.3 夹送辊装配
夹送辊分为上夹送辊和下夹送辊,上夹送辊通过万向联轴器与分速箱连接,固定安装在上机架上。下辊为被动空心钢棍,安装在下机架上。
1.4 矫直辊装配
矫直辊装配是板带矫直的重要部件,由上、下4根矫直辊组成,4根矫直辊呈上2下2布置。
矫直辊材质为9Cr2,轴承座采用了经过热处理的45号钢。上矫直辊轴承座为整体式,可在摆动机架内滑动,升降由矫直辊辊缝调节装置控制,下矫直辊固定安装在固定机架上。
1.5 矫直辊辊缝调节装置
辊缝调节装置由液压缸连接上矫直辊轴承座,操作侧、传动侧轴承座有同步机构保证升降同步,升降行程为0~80 mm。
1.6 传动装置
传动装置由变频调速电机通过标准减速机、分速箱、万向联轴器将动力传递到矫直辊。分速箱由上、下箱体、齿轮、轴等组成。箱体为焊接结构,齿轮采用6级精度硬齿面齿轮,材质均为合金钢。分速箱采用油池润滑对齿面进行飞溅润滑。
2 工艺过程
开头矫直机设置于开卷机之后,卷取机之前,通过与开卷机的配合,实现超大卷径铜带的开头矫直功能。在开头矫直机动作之前,铜带先由上卷小车运输至开卷机,并上至开卷机卷筒上,带头由开卷机压辊压下。
开头矫直机上机架打开,开头器压辊处于打开位,上矫直辊处于压下位。此时开头器摆动架开始摆动,并且伸缩铲头保持在缩回位。摆动架摆动至带头方向,伸缩铲头伸出,将铲头铲在铜带外表面上。开卷机反转带头然后正转,带头被铲头铲开。开卷机继续转动将带头向前输送,在开头器压辊可以压住带头时将带头压紧,然后伸缩铲头缩回。开卷机继续转动直到带头被送入打开的矫直辊之间,开头器压辊打开,摆动架摆回至初始位置。上机架落下,矫直辊压下将带头矫平,并且夹送辊将带头夹住,开头矫直结束。
开头矫直结束后矫直辊调整压下量,开头矫直机与开卷机配合转动,通过摆动辊道将带头送至机前转向辊,上矫直辊、上机架打开,开头矫直机离线。
3 矫直辊校核计算
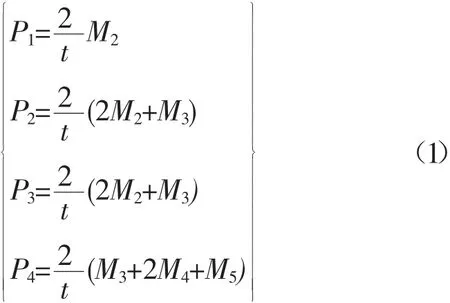
由文献[2]可知,各辊子上的力可以根据带材断面的力矩平衡条件求出,即:式中:t为矫直辊辊距,t=95 mm;Mi为第i矫直辊作用于铜板带的塑性弯曲力矩,N·mm。
由文献[2]得塑性弯曲力矩为:

式中:σs为铜带的屈服极限,查表得σs=450 MPa;b为钢板带宽度,mm;h2max为钢板带最大厚度,mm。
将t、σs带入式(1)、试(2),可得出各辊下矫直力的计算公式:
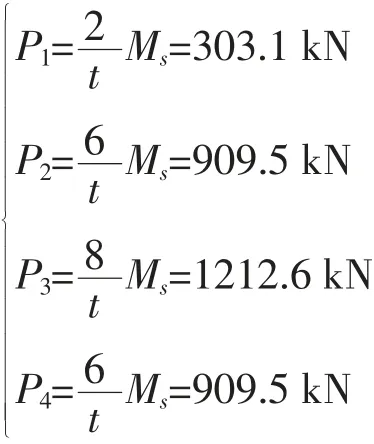
从P1、P2、P3、P4可以看出,所有矫直辊中第三辊所受的矫直力最大,第三辊最大弯矩在辊子中间B处,辊劲最大弯曲正应力在轴径A、C处,根据矫直辊参数画出其弯矩图,如图3所示。
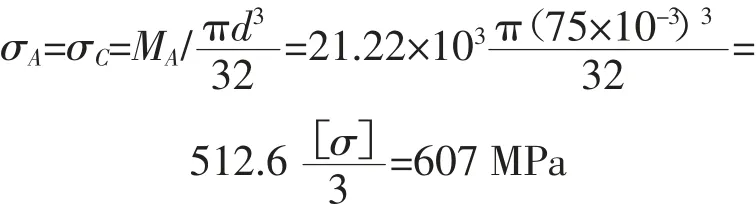
计算矫直辊A、C处弯矩:
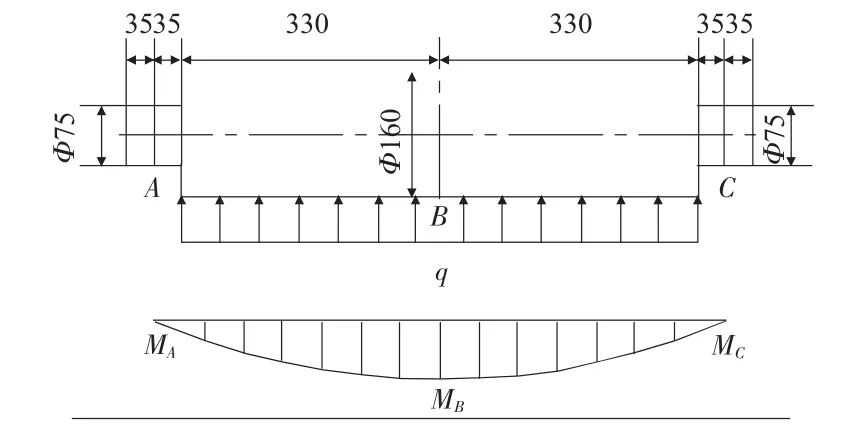
图3 矫直辊弯矩图(mm)

根据第三强度理论,矫直辊安全系数n=3,计算矫直辊A、C处的弯曲应力:
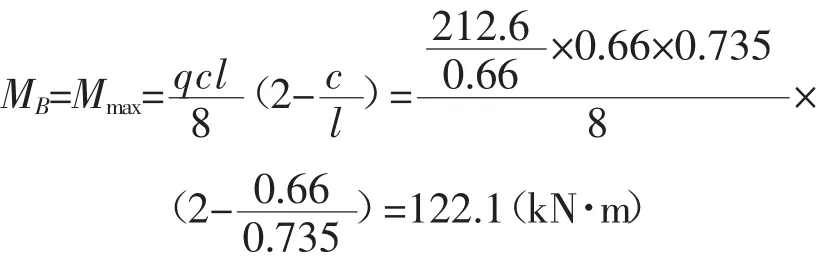
计算矫直辊B处弯矩:
根据第三强度理论计算矫直辊B处的弯曲应力:
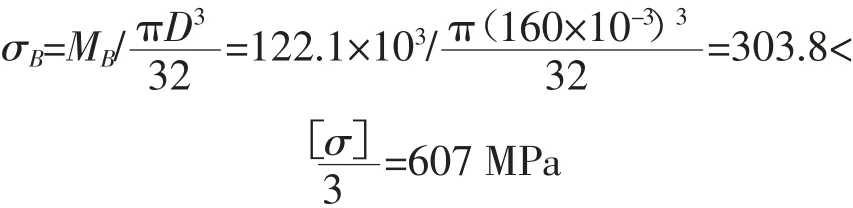
经校核满足矫直辊满足强度。
4 结语
大卷径自动开头矫直机的使用加快了冷连轧生产线的生产节奏,有效的缩短开卷准备时间,提高产能,并减少开卷的人工配置,提高整线的自动化水平。设备自投产以来,运行良好,大大提高了生产节奏。
