浅析回转式空气预热器漏风因素及安装控制措施
2021-05-25赵明亮
赵明亮
(哈尔滨锅炉厂预热器有限责任公司,黑龙江 哈尔滨150046)
在火电机组预热器运行投运后,经常出现漏风大的问题,漏风包括直接漏风和间接漏风,还包括烟气侧空预器壳体漏点、中心筒密封、空预器吹灰枪管处密封、烟气入口空预器烟道膨胀节密封等息息相关。相关附件的漏风量也都从预热器的漏风体现出来,很多原因是安装质量问题,未能达到图纸或规范要求,所以提高安装质量和有效的节点控制措施非常重要。现对重要的节点安装控制措施做简单分析。
1 回转空气预热器简述
1.1 回转空气预热器是目前电站锅炉上广泛采用的炉后换热设备,应用最广的是三分仓空气预热器。工作原理是换热元件从热烟气中吸收热量,通过转动的转子把热量释放给冷空气。主要作用:①降低了锅炉的排烟温度,提高锅炉效率,节约燃料;②提高用于燃烧的空气温度,有利于锅炉火焰的稳定性,提高了燃烧效率;③燃烧所需空气被加热后,提高了炉膛温度,加大了烟气和水汽侧温差,从而强化了锅炉传热;④加热后的一次风对输送煤粉进行加热后,蒸发燃料所带水分,有利于煤粉制备和输送。
1.2 回转空气预热器与管式预热器相比,具有钢耗少,结构紧凑等优点,但是回转预热器漏风率高的问题也是很难解决,成了该类设备的致命缺点,所以在空气预热器技术中,防止或降低漏风技术非常重要。
2 预热器漏风概述
空预器漏风主要有直接漏风、携带漏风以及预热器壳体漏点和附件部份的漏风,直接漏风的主要因素是空气侧为正压,送风压力高;而烟气为负压,烟气压力低,烟气和风之间存在压差,而且转子与密封板之间必然有间隙,形成漏风通道,压力差越大,空气漏到烟气的风就会越严重;携带漏风是由于转子内换热元件的空间结构,当转子转动时,换热原件内部的空间必定携带一部分风转入到烟气侧,从而造成漏风,携带漏风在总漏风量中所占的比例非常小。
除了以上两点漏风,预热器的漏风还包括烟气侧壳体漏点,吹灰器枪管密封处不严密,烟气侧人孔门漏风,因烟气侧是负压,有漏风时也不容易发现,经常导致漏风系数增加。
3 安装过程中影响预热器漏风的主要因素
3.1 滑动垫板装置安装控制
滑动垫板安装时,首先对预热器的标高进行准确的计算,在确定好标高后按正确位置安装滑动垫板,保证安装后所有的滑动垫板在统一高度,要求误差控制在≤±1.5mm(规范要求)。然后在膨胀装置上立标尺用水平测量仪进行检查。
3.2 冷端桁架及冷端一次风桁架、扇形板的安装控制
冷端桁架安装时,首先吊装冷端桁架就位;冷端桁架的水平度必须通过增、减滑动垫板下的垫片来调整,误差≤±3mm(规范要求)在冷端桁架四角处立标尺用水平测量仪进行测量。冷端桁架的安装是其它部件安装基础,必须保证安装尺寸和精度,为后续的支撑轴承、中心筒等安装做好工作。
3.3 端轴及中心筒的安装控制
安装端轴及中心筒前,必须先在冷端桁架上安装支撑轴承,支撑轴承是支撑预热器转子的重要部件,由于需要确保中心筒安装垂直,所以支撑轴承的中心找正及水平度找正就非常重要,支撑轴承的水平度必须确保在设计值内,中心筒在就位于支撑轴承上以后,初步找正垂直度,确保符合图纸要求,然后进行临时加固。
3.4 主座架及一次风座架的安装控制
安装主座架及一次风座架时首先要检查主座架及一次风座架内的轴向密封板的弧度,如若弧度没有达到设计要求应尽快与生产厂家取得联系,因为轴向密封板是与轴向密封片直接配合的部件。其次在安装主座架及一次风座架时要保证其垂直度达到设计要求,垂直度误差≤±2mm(规范要求),然后使用千垂与直尺在上下、左右四个方向测量垂直度。主座架及一次风座架的安装是保证轴向密封间隙调整的关键,所以一定要保证其垂直度达到要求。
3.5 热端桁架及导向轴承、转子的安装控制
热端桁架安装的水平度对于保证热端扇形板的水平调整有一定的关系,同时导向轴承箱的定位和导向轴承安装对于转子垂直度有直接影响,为确保转子最终垂直度符合图纸要求,在导向轴承安装完成后,必须对转子垂直度进行检查,如发现转子垂直度有变化,应用导向轴承四周调整垫块或调整螺栓进行调整。在所有扇形仓及元件盒安装完成后,对转子垂直度再次进行复查。
3.6 转子外壳的安装控制
在安装完转子外壳后,检查转子外壳到转子中心的尺寸,确保转子与外壳同心,检查焊接质量,保证转子外壳焊接达到设计要求,必须确保转子外壳板拼接处、座架和轴向密封板的结合处、转子外壳与热端连接板、冷端连接板全部进行密封焊,所有拼接处要保证封焊无漏点,确保预热器在运行时不会出现外壳漏风现象,减少空气预热器的漏风。
3.7 密封片安装的控制
密封片的安装是减少漏风率的最重要的一道工序,密封片安装的好与坏是直接影响漏风率的最主要的原因,在安装径向和轴向密封片时,一台炉的两台预热器都是对称布置,转向相反,在安装密封片时就需要注意密封片和螺栓的安装与转向相符(图1)。为保证预热器安全稳定运行,密封片高出转子角钢的尺寸不应小于设计尺寸,如果小于设计要求,扇形板很容易刮磨到转子角钢,造成电流摆动。(图2)
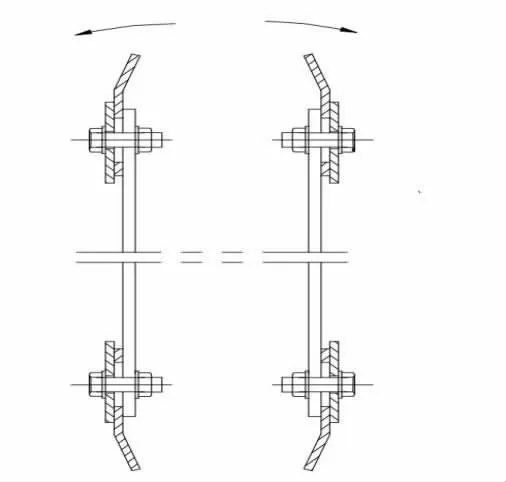
图1 两台预热器密封片对称安装
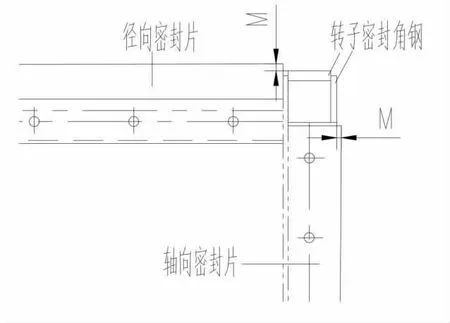
图2 密封片与转子角钢配合尺寸
3.7.1 径向密封
前面已经提到过,径向密封安装的好与坏是直接影响漏风大小的一个重要因素。因为,在所有密封当中只有径向密封漏风量是最大的,所以在安装的过程中一定要保证径向密封的密封间隙均匀,密封间隙符合图纸要求,预热器受热膨胀原因和增加漏风控制系统原因,径向密封片调节时按下凹弧线进行调节(图3),并保证相同扇形板在调节过后在同一水平度。
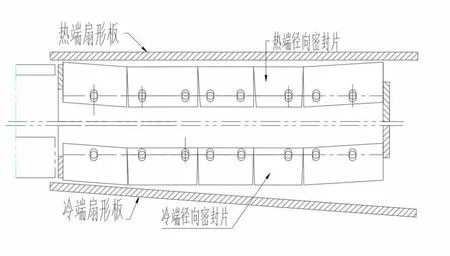
图3 空预器径向密封形式
3.7.2 轴向密封
为了控制轴向漏风,安装过程中,首先找到转子角钢跳动量最大点,也就是转子角钢最大外径,按图纸要求设定标尺安装密封片,保证轴向密封片成直线,轴向密封板调整时,以任一块轴向密封片为基准,当转到轴向密封板的一侧时,测量冷、热端轴向密封间隙,然后将轴向密封片转到轴向密封板的另一侧测量其轴向密封间隙,按照图纸设计尺寸调整轴向密封板。
此外,在安装轴向和径向密封片的过程中,必须按照图纸设计要求将固定密封片的螺栓和压板的安装方向保持一致,防止由于安装错误导致螺栓松动,引起密封片脱落,造成预热器运行卡涩或漏风量增大。
3.7.3 旁路密封
旁路密封片安装时,第一块密封片使之与轴向密封板和扇形板的密封件靠近,旁路密封片成对使用,以保证旁路密封片的凹槽错开,调整好旁路密封片与转子角钢的位置尺寸,冷端和热端旁路密封片与转子角钢立面下1/4 处形成密封面。安装完成后按照设计要求调整旁路密封间隙。
结束语
通过以上分析,空气预热器的漏风问题主要存在于设计、制造、运输变形和安装的过程中,而安装是控制预热器漏风的最后一个环节,施工现场必须保证各个环节都达到设计要求才能有效的控制空气预热器的漏风率,确保机组经济、安全的运行。
