充液压制对弯曲轴线异形截面管的内高压成形影响研究
2021-05-22周渝琨李峰华
周渝琨,李峰华
(广西汽车集团有限公司,广西 柳州530028)
0 引言
汽车轻量化是现代汽车制造业发展的重要方向之一,也是节能减排、充分利用材料的重要趋势[1]。随着国家对环境问题的愈加重视,降低能源消耗对汽车行业提出了更大的挑战[2]。汽车轻量化的作用可以总结为:汽车的绝大多数油耗与车身的质量有直接关系,降低车身质量能有效降低燃油消耗和尾气排放;轻量化使得对拥有更高强度的材料及轻质合金研究逐渐深入,这些材料的开发和利用能提高汽车碰撞安全性;质量较轻的车身能降低汽车的加速时间,提高操作性和驾驶舒适度。改进汽车轻量化的方法可以大概归结为应用高强度轻量材料、优化结构及采用先进制造技术3种手段[3]。
车身许多零件由管状结构组成,传统成形管状零件是将管材分为上下两部分,然后采用对半冲压再焊接的工艺方法,其主要弊端为:焊缝的存在会增加零件整体质量;焊接质量直接影响了最终零件的成形性能和疲劳寿命;增加工序和模具会增加生产成本和生产周期[4]。随着超高压动密封技术及计算机控制的发展完善,充液成形这种工艺技术的实现更加容易,逐渐成为汽车制造领域的研究热点[5]。
管材充液成形作为一种管材整体成形的先进加工方法为汽车零部件的轻量化发展提供了新的可能和方向。管材充液成形技术可分为板式充液成形(Sheet Hydroforming)和管式充液成形(Tube Hydroforming),其原理主要为利用液体作为传力介质施加压力,在液体压力作用下使工件贴靠模具的一种塑性成形技术。管材充液成形相较于传统成形管材的方法主要优势有:技术应用范围广,能成形复杂形状空心零件;工序和模具数目降低,降低生产周期和成本;成形零件精度高、表面质量好、疲劳寿命长、整体性好,可避免后续焊接等工艺对零件最终性能的影响;实现产品轻量化,提高了零件的合格率,提高生产和经济效益。
对于该项技术的研究国外起步较早,早期研究主要集中在德国和日本,现对该项技术的研究较为成熟,主要集中在工业应用中的工艺优化、操作控制的智能化及生产效率的提高。国内虽然起步较晚,但是汽车制造市场的大量需求使得国内对于该项技术的研究进展较快。
随着轻量化技术的不断发展,强度越来越高的材料被不断应用到汽车零部件的制造中,充液成形的主要工艺参数是内压的大小,这使得对成形压力的要求不断提高,过高的成形压力会对管材内高压成形造成一系列困难。例如过高的成形压力会导致材料不能均匀流动到成形区域,从而导致环向壁厚分布不均甚至导致破裂;充液成形内压的大小决定了所需模具的材料及吨位,过高的内压会导致所需设备吨位较高,并加剧模具的磨损,还会导致操作及控制难度的增加。所以为了改进充液成形工艺,当前许多研究方向更加关注工艺参数及工艺设计的优化,在改善成形结果的同时降低对成形压力的需求。
Vari-form[6]提出了压力序列成形(PSH),即在模具闭合的同时精确控制压力的施加,从而达到降低成形压力的效果。Elsenheimer和Groche[7]针对充液热成形工艺中材料性能展开研究,发现将材料加热到一定温度可以改善其可成形性,这提高了一些低塑性材料的成形空间。但其加工周期较长、成本较高,使其在实际生产中受到限制。苑世剑教授通过分析内压与轴向补料的配比关系提出有益皱成形理念,即通过在预成形内压较低阶段完成对零件成形区域的补料,实现了降低成形压力的同时改善终成形前材料的分布,为成形膨胀率较大的部件提供新的充液成形可能性[8-9],他还通过数值模拟和实验方法分别研究了弯曲轴线薄壁管内高压成形壁厚与变形规律[10]和预弯对管材充液成形缺陷与尺寸精度的影响[11]。郎利辉教授研究不同支撑内压对V形扭力梁压制过程的影响,优化预成形工艺采用充液压制成功成形出壁厚分布较均匀的高强钢扭力梁[12],并针对某汽车锥形纵臂内高压成形过程,通过数值模拟及物理实验对比方法研究了不同工艺参数对壁厚及截面分布的影响[13]。
矩形截面管材作为典型的成形难点是圆角区域的壁厚问题,壁厚的分布是衡量管材充液成形效果的重要指标,本文针对弯曲轴线矩形截面管材充液成形工艺展开研究,通过采用充液压制优化预成形工艺,研究不用的支撑内压对壁厚分布的影响。
1 零件特征及成形难点
零件几何图如图1所示,零件整体呈U形,左右对称,零件中间部位截面为圆形,从左右两端到中间过渡区域为不规则矩形截面。管材从端部到中间圆形截面的截面周长分别为235.1、233.5、235.6和235.5 mm。由截面周长分布可以看出,零件截面周长变化不大,几乎相同,从端部向中间部分截面均不相同。为了避免管材在合模过程中产生飞边缺陷,根据管材最小截面周长选择初始管径,所以选择半径为37 mm、厚2 mm的管材作为成形坯料,零件材料为SAPH440,其力学性能参数如表1所示。

表1 SAPH440材料力学性能参数
通过结合材料力学性能参数及零件几何特征可以看出,由于材料具有良好的成形性和零件膨胀率不高的特点,零件环向胀形难度会降低,但是由于零件弯曲角度较大会导致在弯曲外侧壁厚易产生过度减薄,在圆角区域胀形后易导致破裂,而在弯曲内侧易造成材料堆积甚至起皱缺陷的产生。由于管材多数区域截面为矩形截面,在管材压制过程中易造成截面过度凹陷导致最终整形过程中产生环向壁厚的分布不均,或者由于截面过度畸变导致胀形后产生死皱。
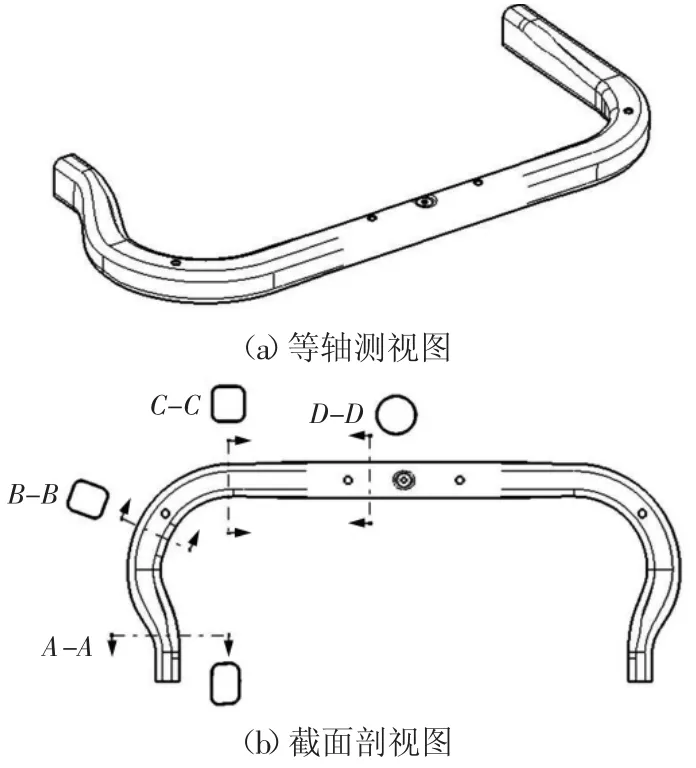
图1 零件几何图
2 工艺方案的制定
由于管材弯曲半径较大,且弯曲半径延伸段长度较长,所以在管材充液成形之前应首先进行弯管成形,按照目标零件的轴线设计工艺参数,使原始直管成形为与目标零件等轴线的弯曲轴线管。为了保证管材能顺利放入终成形模具中并使管材在终成形之前有较好的壁厚分布及截面形状分布,设计合理的预成形工艺。最终将预成形完毕零件放入终成形模具中进行最终高压整形,成形为最终零件。成形流程图如图2所示。
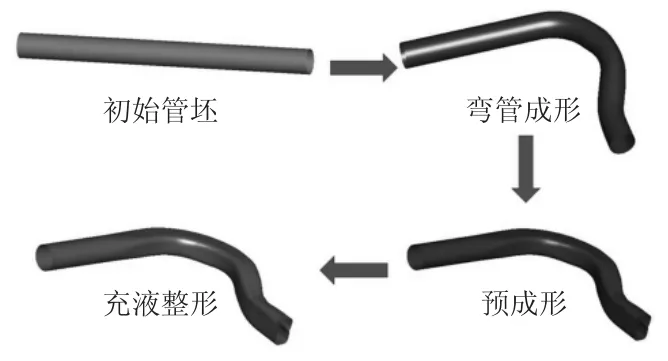
图2 成形流程图
3 理论分析

4 有限元模拟
4.1 有限元模型建立
有限元模拟应用DYNAFORM软件中管材成形模块进行,零件为左右对称结构,为节省模拟花费时间,对零件进行一半裁剪后模拟,在有限元中设置轴对称约束,有限元模型建立如图3所示。
4.2 有限元模拟
4.2.1 弯管模拟
根据设计零件轴线,设置弯管的工艺参数如表2所示。

图3 有限元模型

表2 弯管工艺参数设置
弯管过程中,由于零件轴线曲率半径较大,导致管材弯曲外侧壁厚减薄较为严重,而在弯曲内侧由于材料堆积造成壁厚增加较为严重,有起皱风险,模拟结果如图4所示,在弯曲角度较大的第三步弯管中,在弯曲外侧最大减薄达到12.8%,弯曲内侧最大增厚率达到25.5%。

图4 弯管成形效果云图与壁厚减薄分布图
4.2.2 预成形模拟
为研究不同支撑压力对充液压制成形效果影响,分别采用0、10、20 MPa支撑压力进行充液压制,为节省模拟时间,设置为0.2 s,工艺路径如图5所示。
图6 为不同支撑内压下该截面顶部内凹深度分布图,由图6可以看出,当没有支撑内压的情况下,3个截面顶部凹陷深度较大,随着支撑内压的增加,凹陷深度逐渐降低,当内压从0增加到10 MPa 时,凹陷深度降低程度大于内压由10 MPa增加到20 MPa。
零件截面最小圆角半径为15 mm,所以零件最终所需最大成形压力约为

图5 充液压制工艺路径

图6 不同支撑压力下不同截面内凹深度分布

为保证零件完全贴膜,采用80 MPa整形压力进行最终成形。B-B截面处为成形危险截面,所以选取该截面作为研究对象,研究不同支撑压力对环向壁厚减薄分布的影响,如图7所示。可以看出,随着预成形充液压制支撑内压的增加,在终成形后零件在弯曲外侧的减薄和弯曲内侧的增厚均得到缓解。与不采用支撑内压相比,采用20 MPa支撑内压后的最大减薄率能降低约5%。

图7 采用不同支撑内压预成形零件终成形后壁厚分布
5 实验研究
预制坯的成形效果对零件终成形后的成形效果有着重要的影响,当预成形压制过程造成材料分布不均匀,终成形采用高压整形后在弯曲角度较大部位弯曲外侧极易造成壁厚的严重减薄甚至破裂,如图8所示。采用20 MPa充液压制预成形后进行高压整形获得的合格零件图如图9所示。
6 结论

图8 弯曲外侧管壁破裂图
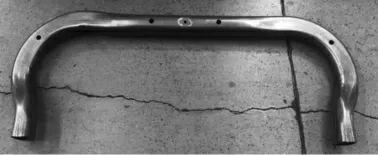
图9 合格零件图
1)多步充液成形工艺中预成形的效果对零件最终成形效果及成形难度有着至关重要的作用,可以通过优化预成形工艺来改善零件的成形效果。
2)弯曲轴线管件弯曲角度过大的区域为成形危险区域,弯曲外侧易造成壁厚的严重减薄甚至破裂,弯曲内侧易造成壁厚的严重增厚甚至起皱,矩形截面管材圆角与直线段的过渡区域为破裂危险点。
3)在管材压制过程中一定范围内较高的支撑内压能使截面壁厚更均匀,有利于提高最终零件成形质量。