纸筒灌装产品生产线下料装置结构设计
2021-05-22袁朗溪陈冬兴聂向阳王晋
袁朗溪,陈冬兴,聂向阳,王晋
(上海大学 机电工程与自动化学院,上海200444)
0 引言
随着科学技术的不断发展,产品生产效率和产品生产质量不断提高。企业为了迎合发展趋势,在日常生产制造中引入了大量的自动化生产线。自动化生产线不仅可以保证产品质量的稳定,还能保证高质量产品的生产的效率,起到降本增效的作用[1-2]。但是对于某些制造业领域,还不能实现完全的自动化生产,生产线的上下料工位大多需要人工来完成。因此制约了生产线的自动化水平和企业的生产效率。
现针对某企业的纸筒灌装产品生产线,设计了一种产品自动下料装置。它的主要功能是把灌装完成的圆筒式产品从生产线取出并运送到包装工位,把纸筒产品从垂直状态变换成按顺序摆放且头尾一致的水平状态,完成自动下料。该下料机构不仅能够运用到纸筒灌装产品中,还可以运用到其他圆柱形产品(如水彩笔、荧光笔等灌装产品)的下料或者搬运中。
1 纸筒灌装产品下料装置的总体结构设计
1.1 下料装置初始工况分析
纸筒灌装生产线上各个工位加工完成后,产品输送导轨上的随行托盘将产品通过导轨运送至下料工位处。随行托盘到达下料工位的固定位置后,被导轨缓冲挡停器挡停,随后开始下料工作。随行托盘如图1所示。
随行托盘内部有用于夹紧纸筒的夹具,托盘两侧有用于顶松夹具的顶松孔,灌装完成的纸筒被放置在随行托盘的放置孔中被夹紧。纸筒放置孔分布在托盘的两侧。随行托盘每侧可放置2排纸筒,每排可放置16根纸管。随行托盘每次可以运送64根纸筒。
1.2 搬运装置总体结构和工作流程

图1 随行托盘
根据紧凑性和合理性的原则。本文纸筒灌装产品的下料装置由随行托盘顶松组件、压料组件、变距移载组件、纸管夹持组件和纸管落料输送组件5个部分组成,下料装置总体结构图如图2所示。
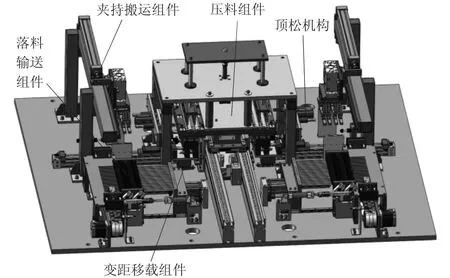
图2 下料装置总体结构图
随行托盘到达固定位置后,导轨上的顶升装置将托盘顶升;随后顶松组件工作伸入随行托盘侧面的顶松孔中,顶松夹紧夹具;随后压料机构动作,纸筒被压入变距移载组件中的接料盒中;然后变距移载组件移动,夹持组件的机械手下降并夹紧纸筒;最后夹持组件将纸筒夹持到落料运输组件处,落料运输组件工作后将纸筒按顺序水平排列好运送到包装工位处。
下料工位工作流程如图3所示。

图3 下料工位工作流程
2 下料装置各组件结构设计
2.1 顶松组件
顶松组件的功能是顶松托盘中圆柱形纸筒的夹紧夹具。顶松气缸伸出,带动推头运动,推头伸入托盘的顶松孔中顶松夹紧夹具。顶松组件如图4所示。其中顶松推头与安装板之间用橡胶接头相连。上述设计是为了防止随行托盘的顶升气缸因故障失效而顶松推杆没有及时退出时造成顶松推头的损毁。当用橡胶接头连接时,会使顶松推头周围产生一定的运动余量保证顶松推头不被损坏。
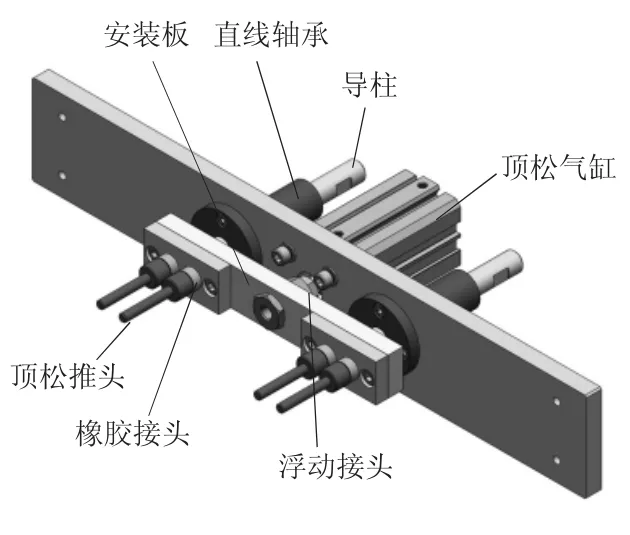
图4 顶松组件结构
2.2 压料组件
压料组件的功能是将随行托盘中的纸筒压出托盘。压料组件的主要部件为:压料气缸、导柱、直线轴承和压料杆。当随行托盘被顶松后,压料气缸伸出带动压杆运动,压杆伸入随行托盘的纸筒放置孔中将纸筒压出,然后气缸缩回。压料组件的结构如图5所示。
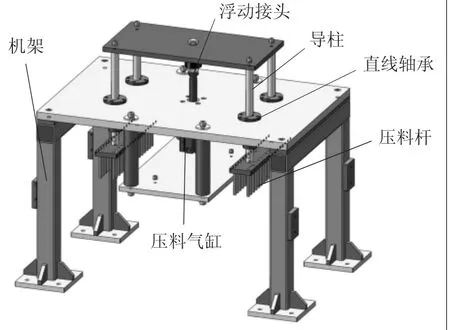
图5 压料组件结构图
2.3 变距移载组件结构
变距移载组件的功能是接取从托盘中被压出的纸筒。纸筒被压出后调入接料盒中,随后气缸运动将接料盒移动至限位缓冲器。变距移载组件结构如图6所示。
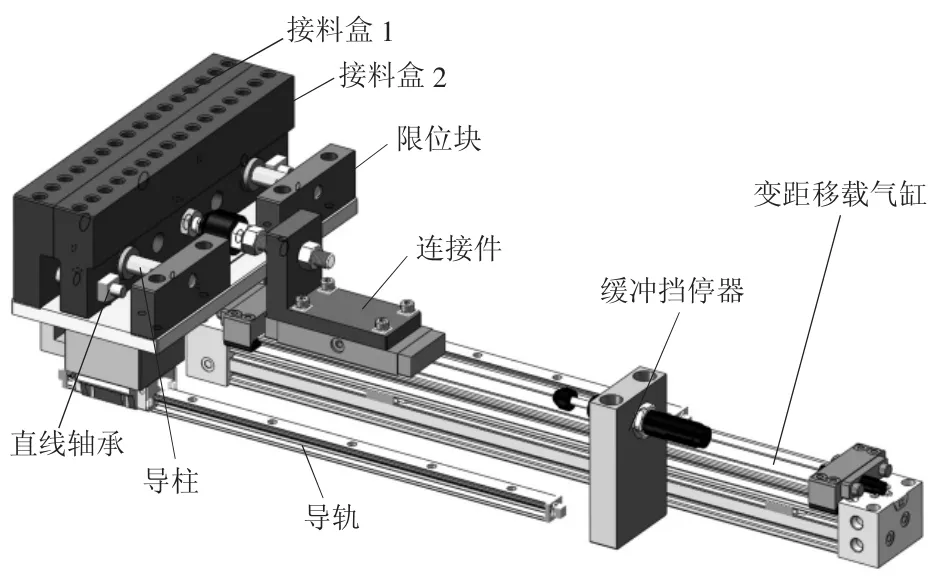
图6 变距移载结构
随行托盘中的两排纸筒间隔为30 mm小于纸筒长度48 mm。如果保持纸筒间距为30 mm不变,那么在后续的转向过程中会引起两排纸筒相互干涉。因此需要在纸筒转向之前改变两排纸筒间距。变距移载组件有2个接料盒,接料盒1和接料盒2互相不固定,接料盒2通过连接件与气缸相连;在接料时,即气缸做伸出动作时,接料盒2被气缸推动与接料盒1贴紧后,两个接料盒一起伸出接下托盘中被压出的纸筒产品;待接料完成后,气缸缩回,此时气缸首先带动接料盒2运动到限位块,再带动接料盒1运动,两个接料盒分开以此达到改变两排纸筒距离的目的。在设计时,两个接料盒的距离可以根据产品长度,取合适的距离。当限位块运动到定位缓冲器停止运动后,此时变距移载机构完成一个工作节拍。
2.4 夹持组件结构
夹持组件的功能是将变距移载接料盒中的纸筒产品移动到落料输送组件中。夹持组件由夹爪、手指气缸、升降气缸、平移气缸、导轨、连接件、机架和安装板组成。变距移载组件接取纸筒并到达夹取位置后,升降气缸下降,此时手指气缸动作带动夹持爪夹紧纸筒;然后升降气缸带动夹持器上升;最后平移气缸移动将夹持器平移到落料输送组件处,将纸筒产品放入转向筒中,此时夹持组件完成一个工作节拍。夹持组件的结构如图7所示。
夹持组件中最关键的部分是夹持器。目前机械手的末端夹持器常见的有3 种类型:机械卡爪式、气吸盘式和电磁吸盘式[3-6]。根据纸筒的圆柱特征和垂直放置在接料盒中的姿态选择机械卡爪式的夹持器。夹持器的结构如图8所示。

图7 夹持组件结构

图8 夹持器结构
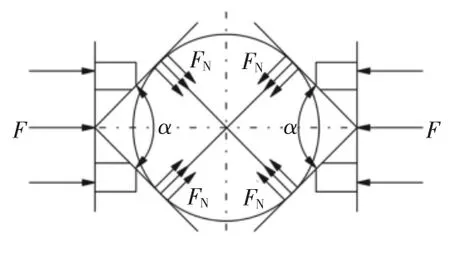
图9 纸筒受力图
圆柱形工件的夹持卡爪的夹持方式有圆弧夹持和V 型夹持两种。本文的夹持爪选用V型夹持,V型夹持的夹持爪与工件表面形成4个小的接触平面。纸筒受力情况如图9所示。
纸筒被夹持时的摩擦力为
式中:μ为成品表面和夹持卡爪间的静摩擦因数;F为气缸提供的力;α为V型夹持爪的相邻两侧面角度。
因此可以根据摩擦力的大小选择合适的气缸。
2.5 落料输送组件
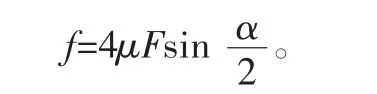
落料输送组件是整个工位的最后一部分。它由转向组件、推料组件和落料组件组成。落料输送组件的整体结构图如图10所示。夹持组件将纸筒放入转向筒中后,转向气缸动作时通过连杆带动转向筒转动,转向筒的转动角度为90°;当转向筒由垂直转动到水平位置后,推料气缸1伸出,将推杆伸入转向筒中推出转向筒2中的纸筒;然后落料气缸动作,纸筒落入同步带上被运送到包装工位;随后推料气缸2伸出,推出转向筒1中的纸筒,纸筒落到同步带上,被运送到包装工位,落料输送部分完成一个工作节拍。
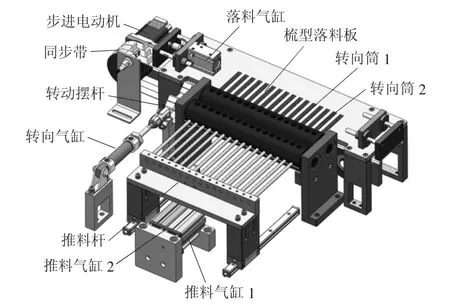
图10 落料输送组件结构
2.5.1 转向组件结构设计
转向气缸通过连杆与转向筒相连。气缸伸出和缩回控制转向筒的旋转;定位螺钉控制气缸伸出的长度以达到调整转向筒旋转角度的作用。转向组件如图11所示。其中转向连杆机构的简图如图12所示。
在生产线调试时,可以通过调整定位螺钉的伸出长度控制气缸杆伸出的长度达到调整转向筒转向角度的作用。
图11 转向组件结构图

图12 连杆机构简图
2.5.2 推料组件结构设计
推料组件的动作分为两段。推料气缸由2个气缸并排连接,2个气缸安装时头尾朝向不同。第一段由推料气缸1动作,推动推杆伸入转向筒中,第二段由推料气缸2动作推动推杆进入转向筒中。
2.5.3 落料组件结构
落料组件由梳型接料板、接料板、接料气缸、步进电动机和同步带组成,如图14所示。接料板上有接料孔,梳型接料板一侧开有接料槽,两者在初始位置时接料孔与接料槽相互错开。当纸筒被推杆推到接料槽中时,接料气缸运动,接料板的接料孔与接料槽对齐,纸筒落到同步带上被运送到包装工位。
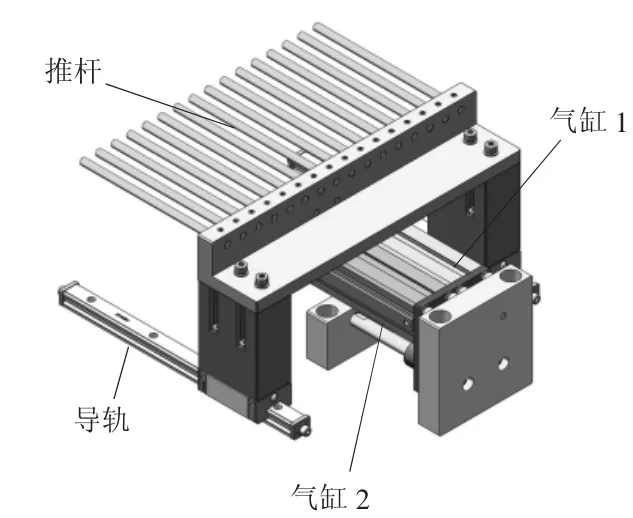
图13 推料组件结构图
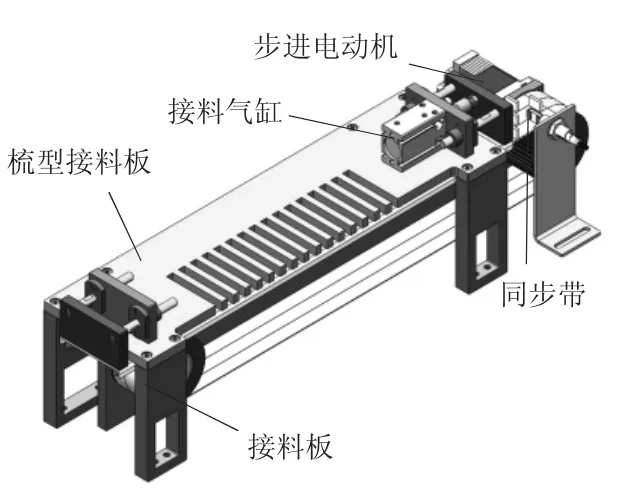
图14 落料组件结构图
3 结语
本文结合企业的实际需求和实际工况,设计了一种纸筒灌装产品的下料装置,实现了下料工位的自动化生产。介绍了下料装置的总体结构和各个关键组件的结构。并使用SolidWorks设计了下料装置的总体结构图和各部分关键组件的结构图。在实际生产中该下料工位实现了纸筒灌装产品的下料功能,提高了该自动生产线的生产效率。
