数值模拟在工程训练焊接实训教学中的应用
2021-05-22张立志石南辉
张立志,石南辉
(北部湾大学,广西 钦州 535011)
0 引言
在焊接专业及应用型本科高校的非焊接专业开设焊接实训,使本专业学生和非焊接专业的学生了解焊接制造技术[1]。近年来,数值模拟技术已经被广泛引入到教学当中,主要是理论课教学及部分实验课教学,如文献[2]基于大型有限元软件SYSWELD,将数值模拟技术引进到焊接技术实验教学中,取得了较好的实践效果;文献[3]基于数值分析软件FLAC,将数值模拟技术引进到“矿山开采沉陷”课程中,也取得了较理想的效果;文献[4-5]将数值模拟技术引入到“材料力学”课程教学中;文献[6-7]分别在岩石力学实验和混凝土结构教学中引入了数字模拟技术;文献[8-9]分别在材料热加工及金属材料成型实验教学过程中利用了数值模拟技术。本文将数值模拟技术引入到焊接实训教学中,教师借助模拟仿真软件获得了高清云图,利用高清云图制作焊接实训课件进行实训教学,增强了学生的学习兴趣,提高了学生对焊接技术知识的理解,取得了较好的实训效果,对培养“复合型”“应用型”人才具有一定的现实意义。
1 开设焊接实训的目的及存在的问题
1.1 开设焊接实训的目的
为了适应“复合型”“应用型”人才培养的目标要求,在焊接专业及应用型高校的非焊接专业开设焊接实训,使本专业学生和非焊接专业的学生了解焊接制造技术,培养学生的动手能力和工程素养。
1.2 焊接实训中存在的问题
应用型高校非焊接专业学生的焊接实训项目主要是焊条电弧焊,该实训项目的实践性较强,也存在一定的安全风险。文科专业的学生因其学时有限,学生自身对理工科专业知识的理解存在一定的难度,动手能力较弱,焊接技术的专业性又较强,在焊接认知+技能体验实训过程中很难对其进行有效的教学。理工科专业学生动手能力和理解能力较好,但在实训前没有一定的焊接知识储备,对焊接技术难于理解,在焊接技能实训过程中也存在一定的难度,加上学时有限,实训教学效果不太理想。非焊接专业的留学生因语言上的沟通困难,不易理解专业性较强的词语,在焊接实训教学过程中师生交流存在一定的难度,实训教学效果不够理想。
针对这些没有焊接基础的学生,在焊接实训教学过程中借助数值模拟技术可在有限的学时内,使参加焊接实训的学生能较好地了解焊接技术知识,且在安全前提下得到较好的技能操作训练。
2 数值模拟在焊接实训中的作用及应用
数值模拟软件Simufact_Weldig是基于有限元的仿真软件,有限元计算适用于弹性材料和硬化材料性能建模,因此也适用于焊接结构的模拟。基于Simufact_Weldig模拟仿真软件对焊接热过程进行模拟实验,通过焊接工艺参数的调节可以模拟出非常直观的、不同时刻的熔池效果图,将焊接过程中的熔池熔深、熔宽均展现给学生,使学生了解焊接过程中不同工艺参数对焊接熔池的影响,初步判断焊缝质量,学会对焊接参数的调节。为与实训现场吻合,本文选用的焊件板材材质为S355J2G3-SPM(相当于Q345D)钢,试板规格为100 mm×75 mm×8 mm;焊条直径选择3.2 mm,焊接方式采用平敷焊。对焊接区域进行网格细化,其他区域不进行网格细化,几何体面模型总节点数为11 584,体积模型总节点数为39 996,既保证了计算精度,又节省了计算时间。具体的教学应用流程如图1所示,教师在焊接实训课前,先确定所使用的焊接方法、焊接试板的材质与规格,借助计算机辅助技术建立焊接试板模型并利用软件对模型焊接区域进行网格细化;将网格细化后的试板模型导入模拟仿真软件,设定实训采用的焊接方法、焊接参数等,经模拟仿真运算获取需要的高清云图;利用获取的高清云图制作相应的焊接实训课件,进行实训教学;在焊接实训室的多媒体一体机上进行循环播放展示,供参加实训的学生随时学习。
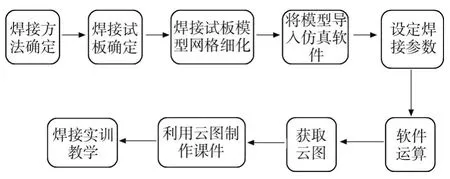
图1 数值模拟的教学应用流程图
焊接是一个非常复杂的过程,它涉及到电弧物理、传热、冶金和力学等,焊接现象包括焊接时的电磁、传热过程、金属的熔化和凝固、冷却时的相变、焊接应力和变形等。不借助计算机辅助技术仅用口述的方式来讲解焊接热过程,使非焊接专业的学生理解焊接热过程较难,学生不能直观感受焊接工艺参数变化对焊接熔池大小的影响以及焊接试板的温度变化。Simufact_Weldig数值模拟技术可以使学生更好地了解焊接热过程,了解焊接工艺参数变化对焊接熔池形貌的影响以及焊接试板的温度变化。同时也为学生在实训过程中的焊接参数调节,提供了一定的参考。
2.1 数值模拟可再现焊接过程
通过数值模拟可直观再现焊件温度、焊接熔池随焊接热源的变化效果。通过数值模拟得到的云图,可以提高学生对焊接热过程的认识,加深对焊接热过程的直观印象以及对焊接技术理论的理解。图2—4是焊接电压为24 V、焊接速度为5 mm/s、焊接电流为120 A时,焊接过程中焊件温度随焊接热源移动在不同焊接时间时的变化情况。
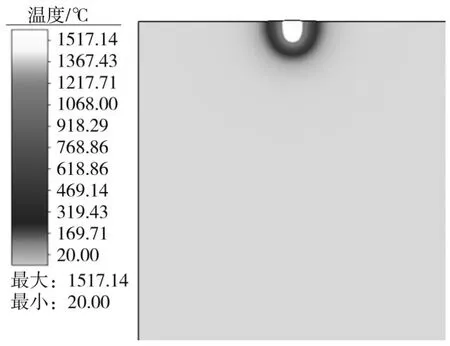
图2 焊接时间0.645 s时的温度
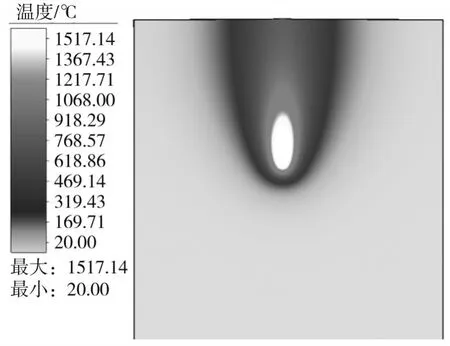
图3 焊接时间7.097 s时的温度
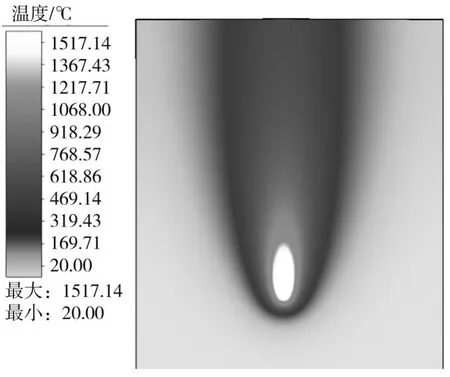
图4 焊接时间13.550 s时的温度
从数值模拟云图中的变色区域可以看出,云图中心白亮椭圆形即是焊接熔池,熔池随焊接热源移动,熔池的最高温度达到1 517.14℃,温度由熔池向周围逐渐变低,焊缝及焊缝周围的区域温度较高。
2.2 加深学生对焊接工艺参数的理解
非焊接专业的学生在焊接技能实训过程中,初次接触焊接,对焊接工艺参数了解不够深入,不能很好地调节焊接工艺参数,学习效果不佳。为形象地说明焊接工艺参数对焊缝宽度的影响,采用Simufact_Weldig软件进行数值模拟,模拟不同工艺参数条件下焊接熔池的形貌,使学生直观感受不同焊接工艺参数条件下焊接熔池的形貌(熔宽和熔深)云图,熔池的熔宽可较好展示焊后焊缝宽度。借助软件数值模拟进行实训教学,会起到事半功倍的效果。
2.2.1 加深理解焊接电流对焊接熔池的影响
图5—7是在焊接电压24 V,焊接速度5 mm/s条件不变的情况下,焊接电流分别为80 A、100 A、120 A时,得到的焊接熔池形貌云图。
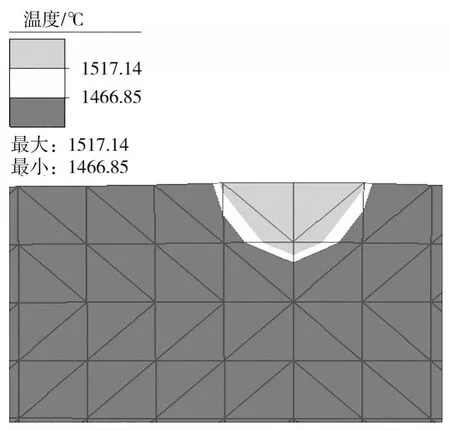
图5 电流为80 A的熔池形貌
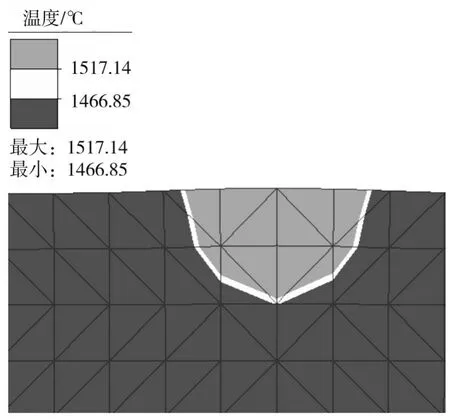
图6 电流为100 A的熔池形貌
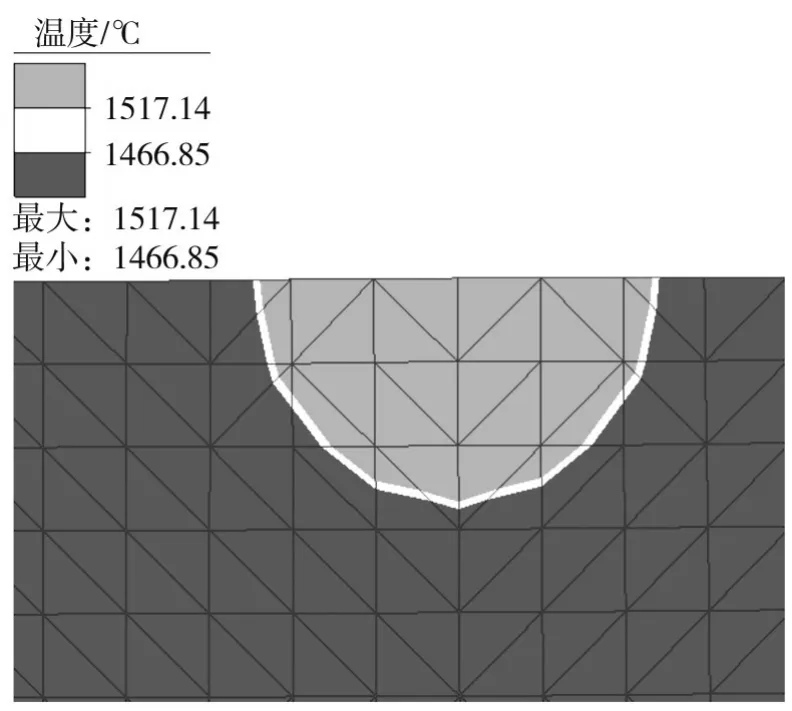
图7 电流为120 A的熔池形貌
从数值模拟云图中的变色区域可以看出熔池形貌,图5电流为80 A时,熔池宽度约为2.0 mm,熔深约为1.2mm;图6电流为100 A时,熔池宽度约为3.2 mm,熔深约为1.9 mm;图7电流为120 A时,熔池宽度约为4.8 mm,熔深约为2.7 mm。在其他条件一定的情况下,焊接熔池随着焊接电流的增大,熔池深度及宽度均增大。熔池凝固便形成焊缝,学生可以根据焊缝表面宽度来判断焊接电流的大小,从而学会对焊接电流的调节。
2.2.2 加深理解焊接速度对焊接熔池的影响
在焊接电压24 V,焊接电流120 A条件不变的情况下,焊接速度分别为8 mm/s、7 mm/s、5mm/s时得到相应的焊接熔池形貌云图。
从数值模拟云图中的变色区域可以分析熔池形貌,焊接速度为8 mm/s时,熔池宽度约为2.8 mm,熔深约为1.8 mm;焊接速度为7 mm/s时,熔池宽度约为3.2 mm,熔深约为1.9 mm;焊接速度为5 mm/s时,熔池宽度约为4.8 mm,熔深约为2.7mm。在其他条件一定的情况下,焊接熔池随着焊接速度的减小,熔池深度及宽度均增大。熔池凝固便形成焊缝,学生可以根据焊缝表面宽度来判断焊接速度的大小,从而学会对焊接速度的调节。
2.2.3 加深理解焊接电压对焊接熔池的影响
在焊接电流120 A,焊接速度5 mm/s条件不变的情况下,焊接电压分别为20 V、22 V、24 V时,得到的焊接熔池形貌云图。
从数值模拟云图中的变色区域可以分析熔池形貌,电压为20 V时,熔池宽度约为3.2 mm,熔深约为1.9 mm;电压为22 V时,熔池宽度约为3.6 mm,熔深约为2.2 mm;电压为24 V时,熔池宽度约为4.8 mm,熔深约为2.7 mm。在其他条件一定的情况下,焊接熔池随着焊接电压的增大,熔池深度及宽度均增大。熔池凝固便形成焊缝,学生可以根据焊缝表面宽度来判断焊接电压的大小,从而学会对焊接电压的控制。
2.3 数值模拟可再现焊件焊后温度变化情况
焊后的焊件一般温度较高,但100℃以上、400℃以下的焊件与常温的焊件在外观上并没有什么区别。对于初次参加实训的学生来说,对此类高温物体的了解还不是很深,很容易被焊后的工件烫伤。模拟焊件温度随时间的变化以及焊件不同位置在焊接过程中的温度变化,使学生了解焊后的焊件温度随时间的变化情况以避免烫伤事故的发生。
2.4 数值模拟可帮学生理解焊接变形和应力变化
焊接热过程是典型的局部受热过程,不可避免地产生焊接残余应力和焊接变形。焊接参数对焊接残余应力及变形的影响,数值模拟技术可以很好地帮助学生加强对焊接残余应力及焊接变形的理解。
图8—11为不同焊接时间等效应力和总变形量云图。从模拟云图可以看出,焊接0.645 s时的焊接试板最大等效应力为236.33 MPa,焊接0.645 s时的最大总变形量为0.24 mm,焊接20.0 s时的焊接试板最大等效应力为311.98 MPa,焊接20.0 s的最大总变形量为0.64 mm。学生可以通过数值模拟云图,认识和理解焊接过程中焊接应力及焊接变形。
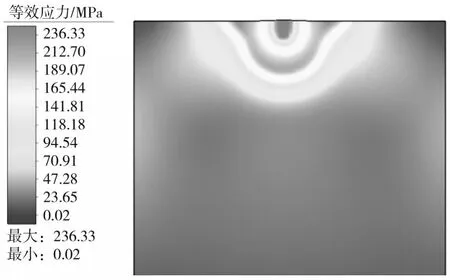
图8 焊接0.645 s时的等效应力
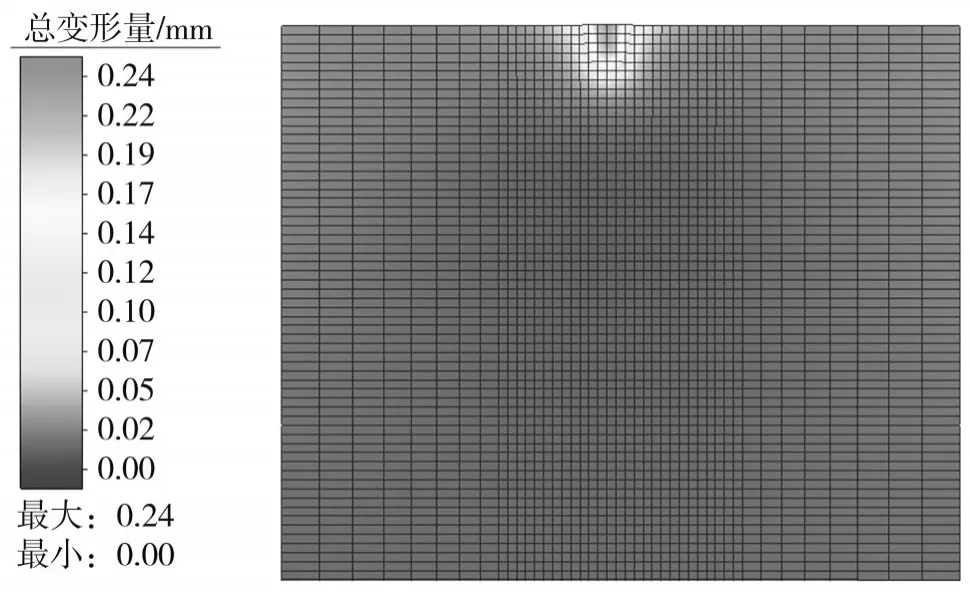
图9 焊接0.645 s时的总变形量
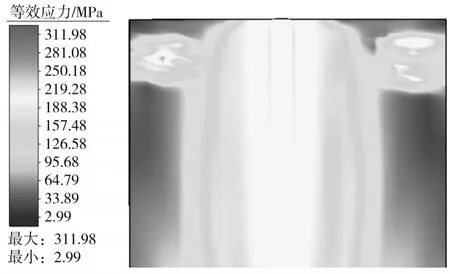
图10 焊接20.0 s时的等效应力
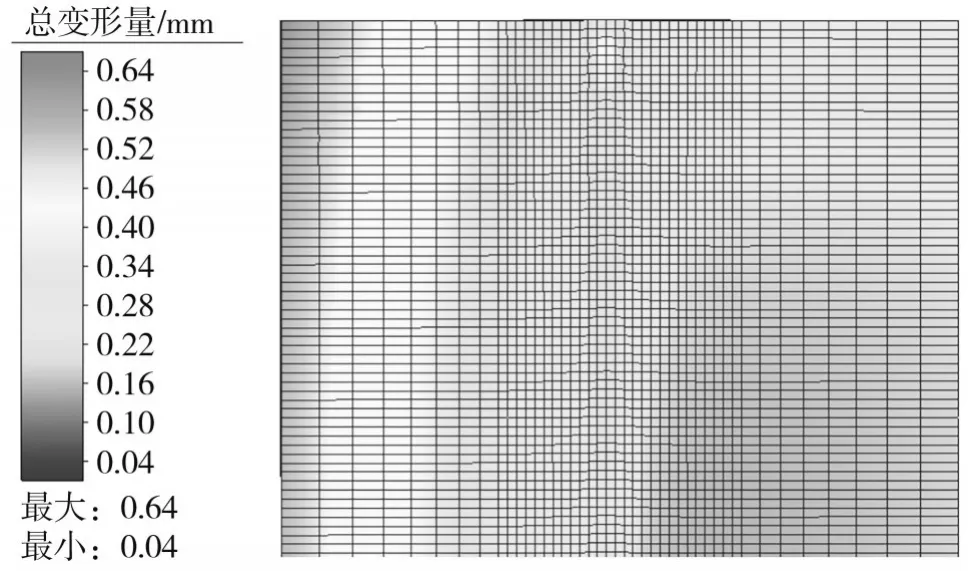
图11 焊接20.0 s时的总变形量
3 结语
工程训练课程中的焊接实训是实践性非常强的实践课程教学项目内容,涉及的知识面较多,又存在一定的安全风险(主要是烫伤等),在实训教学过程中借助计算机多媒体辅助技术,利用Simufact_Weldig数值模拟仿真软件得到的高清云图片进行讲授,生动形象,便于学生理解,能激发学生的学习兴趣;既丰富了实训教学内容,又提高了实训教学质量。利用数值模拟得到的高清云图片进行实训教学,已经在几个专业班级进行了尝试,取得了良好的实训效果。
此次实训教学改革,虽然取得了一定的效果,但还有很大的改进空间。下一步将借助VR等现代信息技术制作相应的短视频并应用到实训教学中,相信会取得更好的教学效果。