尼尔森在含金精渣选矿中的应用
2021-05-20汪江敏
汪江敏
(国投金城冶金有限责任公司,河南 灵宝 472500)
河南省灵宝市黄金冶炼厂对采购的含金精渣,采用一段闭路磨矿后的全部投入生产系统,由于该部分矿源含有颗粒金、微细粒金,且比重较大,一方面比重大的在系统中沉积,不能及时转化为产品,需要定期对浸出槽进行清理,清理出的物料要再次处理,造成生产成本增加,资金周转率低;另一方面颗粒金及微细粒金的氰化浸出需要较长的浸出时间,约需140余小时才能完全浸出结束,正常的生产系统浸出时间仅有36小时,造成浸出不完全回收率低、贵金属流失的情况。
尼尔森选矿机分选矿物主要利用离心力场中的干涉沉降原理,是基于矿粒的离心力差异和反冲水的流态化松散作用。在重力场中,微细矿粒与粗颗粒、轻矿物与重矿物速度差小,分选过程不易进行,因此增加沉降速度差会促进微细矿粒的分选分离,将微细矿粒进行有效回收。因而河南省灵宝市黄金冶炼厂对含金精渣一段闭路磨矿后增加一台 KC-CD型尼尔森,以回收含金40g/t左右的通过重选设备跳汰机产出的原料,经球磨机细磨,尼尔森选矿,摇床精选的方式选出含金品位60%的精矿,含金品位30000g/t的中矿,含金品位5000g/t左右的尾矿,微细粒金及颗粒金回收率可达40%左右,取得了良好的效果。
1 尼尔森的工艺技术特点
尼尔森选矿机的分选机构是一个内壁带有反冲水孔的双壁锥, 可理解为由两个可一同旋转的立式同心锥构成。外锥与内锥之间构成一个密封水腔。内锥的内侧有数圈沟槽, 并有按一定设计排列的进水孔, 叫流态化水孔;内锥称为富集锥 ,设备的其余部分由给矿、排矿 、供水(气)装置及驱动 、自动控制系统和机架等组成 。
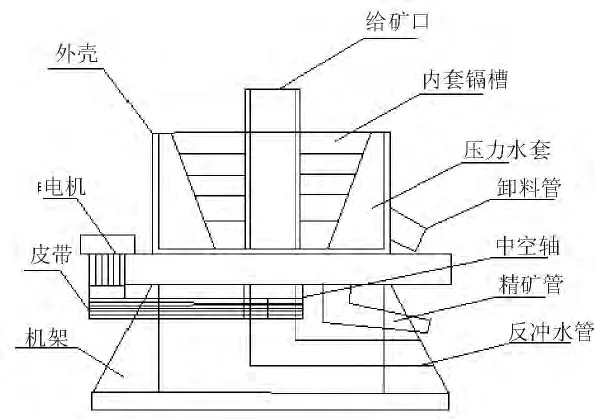
图1 尼尔森选矿机内部结构示意图
尼尔森选矿机综合运用了离心选矿机、跳汰和摇床等重选设备的分选原理,成功解决了传统离心选矿机广泛存在的床层紧密堆积问题,金的富集比由常规重选设备的20~100提高到1000~5000。尼尔森选矿机具有下列优点:
(1)采用重选原理分选,不添加化学药剂,对环境没有危害,适用范围广。
(2)产品金精矿品位高,金回收率较跳汰、摇床、溜槽等重选设备高。
(3)分选过程自动化,运行过程稳定,设备运转率高,检修方便。
(4)占地面积很小,耗电少,生产成本低,操作方便。其不足之处主要在于水消耗非常大,对于干旱缺水的地区不适用,对于部分微细粒矿的分选效果不明显,同时尼尔森选矿机的价格比较贵,对于操作和控制的要求比较高。
2 尼尔森的工业应用
河南省灵宝市黄金冶炼厂原处理含金精渣规模100t/d,含金品位40g/t,采用一段闭路磨矿后投入系统使用,由于精渣中含有微细粒的颗粒金,后续生产中这部分颗粒金浸出不完全而流失,或者在生产系统中沉积,造成金回收率低,金属不平衡。
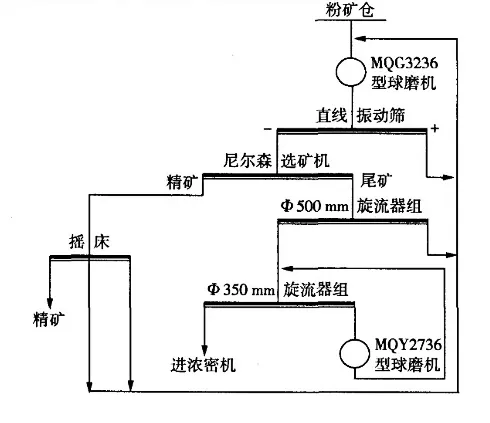
图2 磨矿工艺流程图
经过讨论对磨矿系统进行技术改造:
(1)在闭路磨矿后增加一台KC-CD20型尼尔森重选设备。
(2)在尼尔森后增加2m*4m摇床一台。
(3)在螺旋分级机后增加一台φ3×3m调浆槽,将经过螺旋分级机分离出的-200目占50%的粗粒矿物,加入系统回用水将浓度由75%降至40%的矿浆由渣浆泵送至尼尔森,尼尔森重选出的产品经摇床再次分选,产出精矿、中矿和尾矿。
(4)经摇床产出的精矿含金品位在60%左右,每月产出精矿在20~25公斤之间,这部分精矿直接送至精炼车间,按照正常的王水浸出法产出12~15公斤的成品金。
(5)每月产出650公斤左右含金品位30000g/t的中矿,这部分中矿经过塔磨机再次细磨至-200目达到80%以上,送至一个固定的搅拌浸出装置进行浸出如下图所示,在浸出过程中将PH至调至9~9.5,氰根浓度控制在0.3%左右,第一次浸出48小时,停止搅拌沉淀3小时后,间断的在8小时内将上清液抽到置换系统用锌粉进行置换,间断抽取有利于稳定系统贵液品位,避免贵液品位突然升高给置换作业造成影响,如此循环浸出直至渣含金品位降至3g/t以下时,浸出作业完成将渣排出。
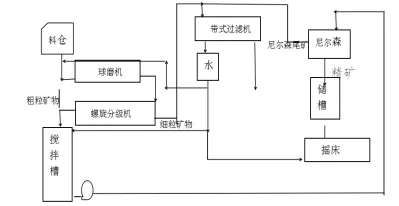
图3 磨矿系统改造后示意图
(6)每月产出的1~1.5吨含金品位5000g/t左右的尾矿同样送至另一个固定的搅拌浸出槽如同中矿进行浸出回收。增加尼尔森以后,有40%左右的金属量可以直接产出,与正常的生产系统独立开来,对稳定大系统生产比较有利,能有效的提高回收率;尼尔森为全自动控制不需要单独增加人员,只在每天摇床作业的2个小时中按排专人负责,成本增加有限。
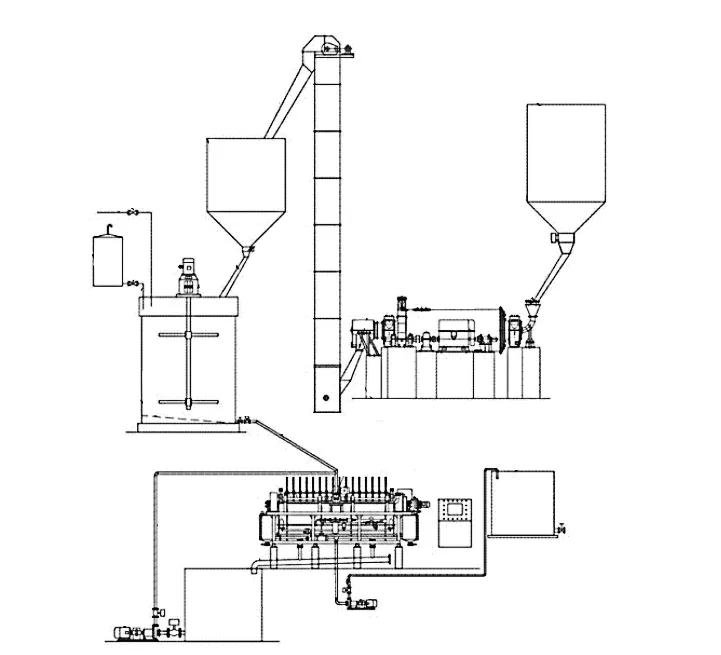
图4 搅拌浸出装置结构图
3 结语
尼尔森选矿为在磨矿流程中尽早回收单体解离的有用矿物开创了一条新路, 为回收贵金属的选矿厂改变或优化选矿产品的贵金属产出结构提供了可行的技术手段。 提高贵金属冶炼厂静返(NS R)值, 以取得更好经济效益。
