研究高速公路路桥施工中全焊钢结构施工工艺
2021-05-19王菲菲
王菲菲
(山西路桥第一工程有限公司,山西 太原 030000)
1 工程概况
某高速公路全焊钢桥的跨径组合为(25.95+127.95+25.92)m,总长165 m,总面积4902.6 m2。该桥梁工程在设计时应保证中仙桥与河道之间的交角达到8.5°。该桥梁支座以上所有结构均为钢结构,钢结构施工所用钢材以Q345qD为主,总重量约4 607 t。
2 施工工艺
2.1 总体施工方案
在该工程实际施工时,在工厂中对钢结构进行分段预制,这样有利于运输,而且安装过程简单。在河道中进行钢管架设,然后将型钢架支撑起来,以此形成一个临时的施工平台。之后对施工平台予以超载预压,消除非弹性变形,然后安装钢箱梁,在底部装好滚轮,以便于之后的移动就位,上述整个安装过程均能采用分段的方法进行,将支架设置在钢箱梁的顶部,采用汽车吊对上部桁架杆件进行吊装,此时要对杆件的具体位置进行适当调整,具体采用全站仪与水准仪完成。
2.2 施工平台搭设
在河道上搭设两座临时栈桥,桥长165 m,桥宽2.595 m,并通过剪力撑的设置使两座临时栈桥相连。临时栈桥的基础采用钢管桩,施工中利用专门的机械设备完成振动打拔桩。将钢管桩设置完毕后,安装上部结构。在钢管桩表面沿水平方向铺设工字钢,同时沿纵向设置H型钢,作为运梁轨道。为保证栈桥在施工时的稳定性,可在横向设置工字钢来连接所有栈桥,然后再铺设一道钢板,形成完整的施工平台。
2.3 钢箱梁安装
将钢箱梁预制加工好后,运输到现场准备安装,进场的钢箱梁要先进行检查,经检查确认满足施工要求后方可安装。钢箱梁的安装需使用吊车进行,沿栈桥上的运梁轨道平稳吊装钢箱梁,然后采用卷扬机在钢箱梁底部配置快速滚轮。将钢箱梁安装到指定位置后,采用千斤顶适当调整,使其位置与高程都能达到要求。采用焊接的方式对钢箱梁上的各个单元段进行连接,此时务必保证钢箱梁底座保持稳定。在焊接完成后,应复测各单元的坐标,对焊缝收缩量予以准确计算,确保位置达到准确无误,降低误差,保证整体安装质量。
2.4 上部桁架安装
(1)施工工艺流程
上部桁架安装施工工艺流程如图1所示。
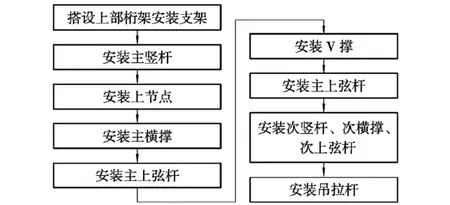
图1 上部桁架安装施工工艺流程
(2)安装支架搭设
该桥梁的上部桁架在结构上相对复杂,在连接各类型杆件的过程中,所采用的角度有所不同,对桁架构件进行安装以前,应先搭设一个稳固的钢管支架,并在支架上安装限位装置,以此确保各杆件的实际安装角度都能达到要求。在主钢管中共有4根尺寸相同的钢管,横撑处钢管和斜撑处钢管尺寸完全相同,与主钢管中心有5.2 m的纵向间隔距离。主钢管底部设置法兰,箱梁顶部采用法兰和朱钢管相连。在桥梁纵向,利用法兰分别连接主钢管与横撑钢管,以此为支架的安装与拆除提供便利,有效提高工作效率。主钢管顶部使用法兰与型钢相连,在此基础上对限位板进行安装,使上弦杆的定位达到准确无误,限位板设置需要以倾斜角及主上弦杆所在具体位置为依据进行。
(3)桁架结构安装
为了使工字钢的中心线与钢梁的纵向中心线处在完全相同的位置,应分别画出相应的竖向中心线,以此确定主竖杆位置,同时在工字钢周围还要画出箱体上的竖向中心线。对主竖杆进行安装的过程中,需要以设计图纸为依据制作专门的限位板,然后在下节点和主竖杆接口部位以外及侧面安装与焊接限位板,使实际的安装位置满足要求。主竖杆利用吊车安装,将其吊装到指定位置后,利用U形卡环固定。
将主竖杆安装到位后开始安装上节点,完成上节点的安装后,通过限位板进行适当调节。使中心巷所在位置的上节点,其中心线与节点的中心线保持平行,同时确保上节点和桥面之间的距离满足要求。将上节点安装并调节好后,方可安装主横撑。在安装好的主上弦杆与横撑杆件表面标出箱体的中心线,结合实际要求进行限位板的安装与横撑吊装。在上节点与主上弦杆的接口部位设置三面限位板,同时以主上弦杆为基础安装吊篮,将吊篮安装好后采用焊接的方法和施工平台相连。将主上弦杆与横撑都安装好以后,对钢管支架进行拆除,分别安装斜杆与V形支撑。对斜杆进行安装时,需将倒链安装于主上斜杆,对于斜杆的具体位置,可通过对倒链的调整来优化,保证定位准确度。将斜杆安装好之后,分别安装竖杆与次横撑,此时要将两者视作一个整体来安装。限位板主要安装于主竖杆,根据限位板具体位置对次竖杆与次横撑进行安装。将整个桥梁的竖桩桁架都安装好以后,方可安装次上弦杆。钢管材料以无缝钢管为宜,吊杆一般是最后安装,以吊杆的角度为依据,保证吊点准确性,确保安装位置达到设计要求。
(4)安装施工控制
拱脚的制作需分成四段完成,先在箱梁的内部进行安装,之后的安装都在现场完成。每个接口的所在位置都必须满足设计要求,经检查合格后方可开始安装拱脚,确保线形保持顺滑,且位置准确无误。对上部桁架进行安装时,应对竖杆安装予以严格控制,准确测量各个控制点所在坐标,确保杆件的安装位置与角度都能达到要求。准确安装上节点与主竖杆使对上部桁架进行精确就位的基础。根据三维坐标对现场尺寸进行核对和控制,保证位置达到一致。综合各个三维坐标,由桁架控制杆件的具体位置,确保安装后的位置切实达到要求。在现场要对每个杆件的尺寸进行复测,经复测确认合格后方可开始安装。将钢箱梁制作好以后,根据设计图纸提出的尺寸要求,确定其具体安装位置。将支架搭设好以后,还要对限位板的位置进行测定,在确认斜度与垂直度均满足要求之后,对杆件进行安装。另外,还需采用对称焊接的方法对桁架杆体进行连接,防止不同杆件所在位置受到影响。
3 结 语
综上所述,全焊钢桥在高速公路中的使用越来越多,为保证其施工质量,需要在掌握结构特征与安装工序的基础上,采取合理可行的安装及焊接工艺。根据实施效果可知,该桥梁使用施工工艺合理可行,值得类似桥梁工程参考借鉴。