连铸保护浇铸研究与控制*
2021-05-18徐建飞张建斌王昆鹏万文华孙光涛
王 郢, 徐建飞, 张建斌, 王昆鹏, 万文华, 孙光涛
(中天钢铁集团有限公司, 江苏 常州 213011)
引 言
连铸保护浇铸的好坏会影响钢水洁净度[1-2];对于含铝钢,保护浇铸的好坏还会影响钢水的可浇性。一般采用增氮来评价保护浇铸,通常浇铸前后钢水增氮量控制在0.0003%以内[3-4],认为保护浇铸控制较好。
针对方坯连铸机,首先对连铸保护浇铸控制现状进行了调研,在此基础上,从包盖结构、开浇前吹氩方式等方面提出了保护浇铸控制方法。
1 保护浇铸现状调研
以方坯连铸机浇铸的低碳钢Q195和中碳钢10B33为例,钢包容量为130 t。通过对浇铸前钢水、中间包钢水取样进行w(N)分析,了解该方坯连铸机保护浇铸控制现状,具体结果如表1,2所示。可以看出,目前主要是头炉浇铸过程二次氧化严重,部分炉次在钢包浇铸到60 t时增氮量控制较好,但还有部分炉次在钢包浇铸到120 t时增氮量依旧较大;非头炉钢水浇铸过程增氮量控制较好。
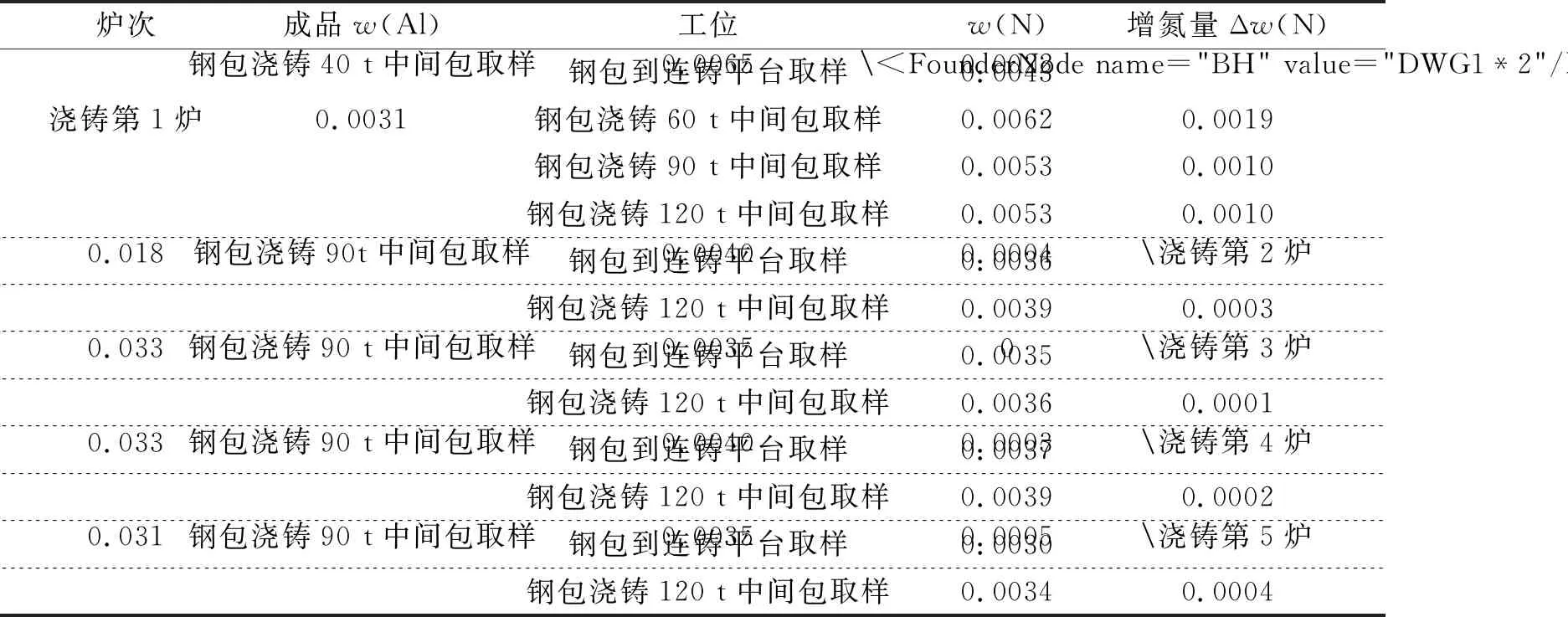
表1 Q195浇铸过程钢水增氮量/%
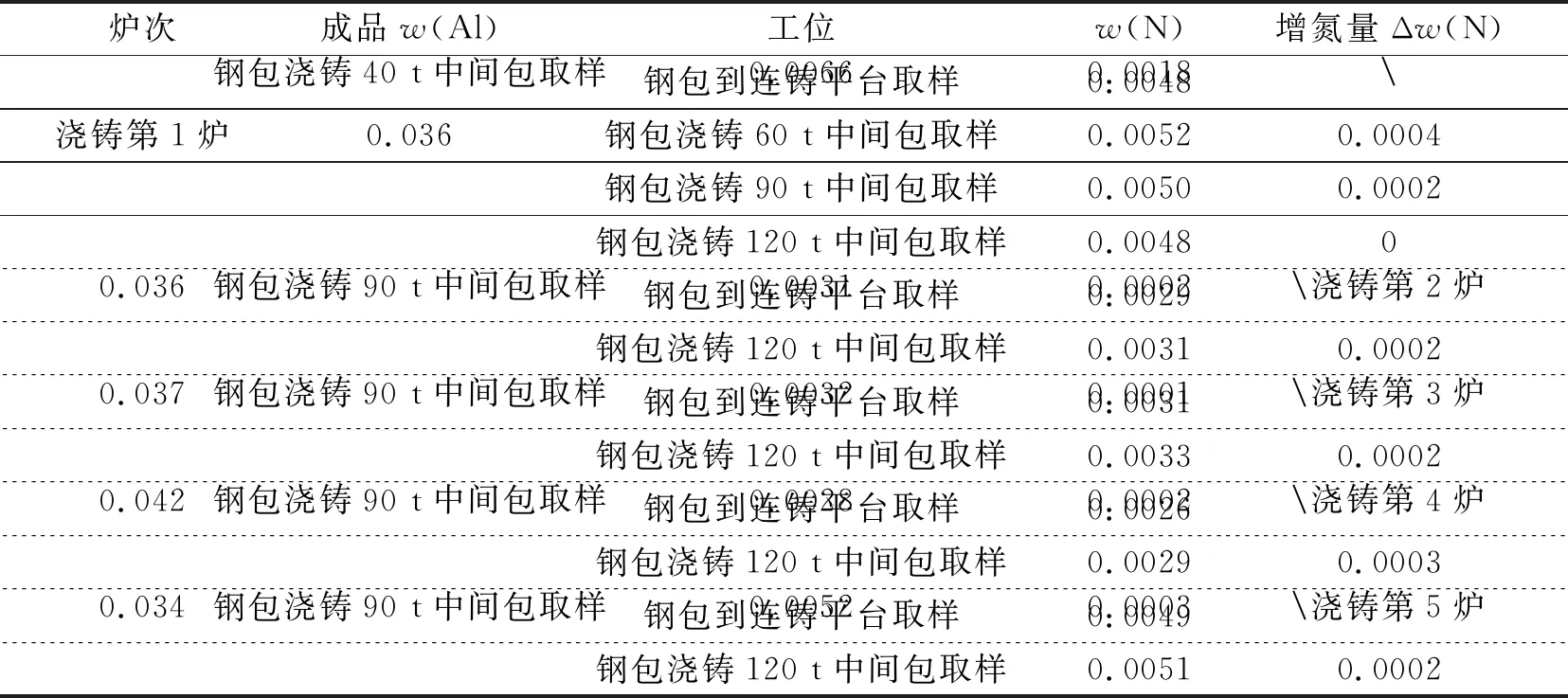
表2 10B33浇铸过程钢水增氮量/ %
2 头炉保护浇铸优化
2.1 塞棒孔和烘烤孔密封
为了防止中间包内钢水发生二次氧化,烘烤前即对塞棒孔、烘烤孔和冲击区进行密封,具体密封方法如下:①塞棒孔: 准备4块600 mm×600 mm×50 mm的耐高温针刺毯,中心加工出Φ130 mm圆孔,将该针刺毯套于塞棒尾部,并将塞棒与针刺毯接触部位填放高温毯或针刺毯进行二次封堵,然后盖上铁盖板,防止烘烤过程中针刺毯被吹走。②烘烤孔: 准备3块600 mm×1000 mm×50 mm的耐高温针刺毯,中心加工出Φ300 mm圆孔,将该割好的针刺毯平铺于烘烤孔位置,并将割出的圆孔与烘烤孔对齐。烘烤孔密封标准:烘烤器全压下后无缝隙、不蹿火。③冲击区: 冲击区东面用针刺毯叠层封堵,其它三个面在沿烘烤孔边缘各垫放一条耐高温针刺毯。冲击区密封标准:烘烤器全压下后无缝隙、不蹿火。
图1(a)为烘烤前示意图,图1(b)为烘烤时塞棒孔和烘烤孔示意图,图1(c)为烘烤时冲击区示意图,可以看出,采用这一方法,烘烤时未发现“蹿火”现象,说明塞棒孔、烘烤孔和冲击区被很好的密封;相比原有的密封方式(如图2所示),密封效果得到了很好的改进。

图2 改进前的塞棒孔、烘烤孔和冲击区烘烤状态
2.2 中间包密封
为了更好地密封中间包,包盖与中间包缝隙采用高温耐火棉进行密封,同时,2个包盖间采用高温耐火泥进行密封,如图3所示。
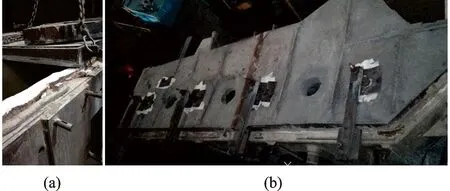
图3 包盖与中间包缝隙以及两个包盖间的缝隙示意图
2.3 吹氩方式优化
原有工艺开浇前通过向中间包内插入一根氩气管进行吹氩以驱赶空气,采用这一方法,一方面吹Ar时间较短,同时是敞开吹Ar,认为吹Ar效果不好;为此,提出了包盖吹Ar,一方面借助包盖密封进行吹Ar,同时可以较长时间的吹Ar,其中间包盖吹Ar设计方式如图4所示。
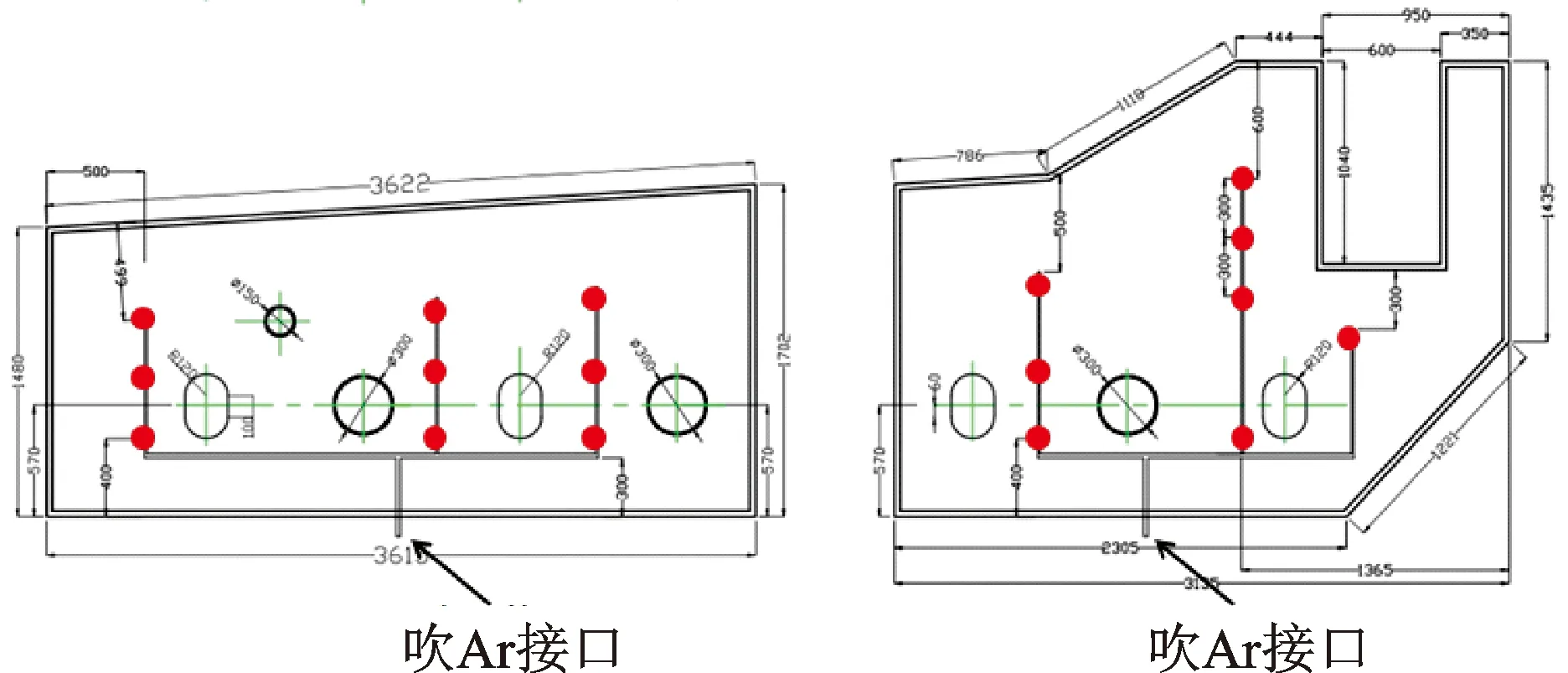
图4 包盖吹氩示意图(圆点为吹氩口)
中间包烘烤结束后,抬起烘烤器,采用耐高温针刺毯将烘烤孔和冲击区盖住,然后通过包盖进行中间包吹氩,以驱赶中间包内空气。开浇时,将冲击区上方耐高温针刺毯移走,然后迅速进行钢包开浇,钢包内钢水流入5-10 t到中间包时,打开烘烤孔上方耐高温针刺毯,然后迅速加入中间包覆盖剂,以最大化减少钢水二次氧化。
3 效果分析
对方坯连铸机浇铸的轴承钢开展试验。钢包浇铸时,在钢包下方有两个中间包,其中左中间包采用优化后的包盖密封方式,右中间包采用原有密封方式。开展两次工业试验,每次试验时,对一个浇次第一炉开浇前的钢水取样,开浇时再对中间包钢水取样,通过分析氮含量,得到的结果如表3,4所示。可以看出,通过对中间包密封进行优化,开浇不同阶段钢水增氮量得到了显著降低。
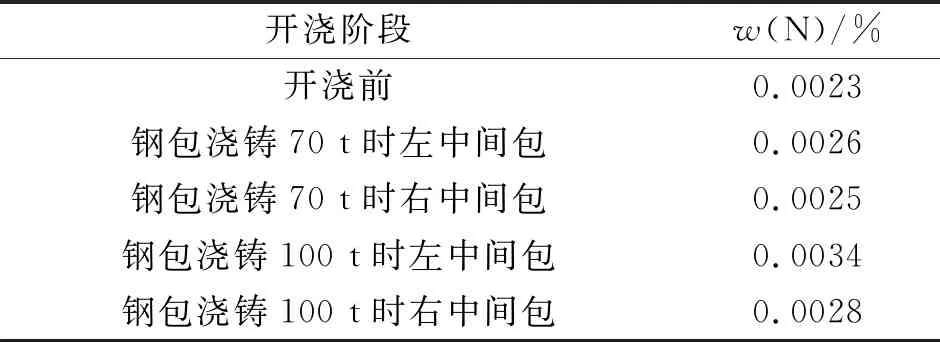
表3 开浇第1炉浇铸前后钢水的w(N) (第1次试验)

表4 开浇第1炉浇铸前后钢水的w(N) (第2次试验)
4 结束语
(1)方坯连铸生产中,主要是头炉保护浇铸控制较差,连浇炉保护浇铸控制较好。
(2)通过对中间包包盖密封进行优化(包括塞棒孔、烘烤孔、冲击区的密封),以及吹氩方式的优化等,头炉钢水浇铸时增氮量得到了显著降低。