红外测温仪在塑料加工中的应用
2021-05-17王欣王克俭
王欣 王克俭
(北京化工大学机电工程学院)
1. 前言
塑料加工又称塑料成型加工,是将合成树脂或塑料转化为塑料制品的各种工艺的总称,是塑料工业中一个较大的生产部门。
对在塑料工业中采用的许多工艺技术而言,产品的生产和检验需要经历许多热过程,工艺和生产中的温度是一个十分重要的物理测量参数。在制造过程的各个阶段,例如在注射成型工艺或热成型中,必须监测和分析几个不同的温度量程,以确保塑料产品的高质量水平。因而当前塑料加工对非接触式温度测量提出了挑战。使用红外传感器系统的非接触测温被视为一项十分有效的工艺监测与控制方法。红外测温仪则用来安全可靠地显示相关弱点。此外,红外测温仪还可以帮助实现热过程的可视化,进而优化并监测具体过程。塑料加工者所生产的大量塑料制品通常在一卷或一板上的尺寸、厚度、质地、色泽和压花图案等各不相同。基于框架条件,红外测温仪可适用于各种制品,以期完善和保障制造工艺。塑料工业中的拉伸定型、挤压、吹塑、薄膜冲压、吹膜冷却、电线包膜、延压被层、胶带生产,热熔胶等工艺都可应用红外测温[1]。
2. 红外测温
2.1 红外测温仪的发展
红外热成像技术是将不可见的红外辐射转化为可见图像的技术,利用这一技术研制的装置统称为红外热成像装置或红外热像仪[2]。红外测温仪是一种非接触、快速测温度的仪器。通常它由光学系统、光电转换元件、信号处理电路和数字显示构成。从结构上可把红外测温仪分成两类,其中便携式测温仪是把前述各部件紧凑地结合在一起并以干电池作电源。它具有携带和使用方便的特点,因此其用途较广,用量很大。它通用性强,专用性差,规格品种不多,使用精度不高。另一类合式红外测温仪是把光学系统、光电转换元件和前置放大器组合为一体,把信号处理电路和显示器另外组合成一体,两者之间用多芯电缆连接,用交流电源供电[3]。它的规格品种较多,专用性强,使用精度较高。红外测温仪能迅速有效地测量快速运动物体的温度。他们易于集成到现有的过程控制系统中,直接测量产品的温度,而不是测量炉子或者干燥箱的温度,可以快速调整工艺参数,以保证产品质量[4]。
国外红外测温仪发展很快,应用已经很普及。发展如此迅速有以下几种原因:①应用红外测温仪可以节约大量铂、锗等贵重金属,降低消耗,总经济效益好;②对检测仪表投资强度大,通过加强生产工艺的检测提高产品质;③红外测温仪的质量稳定,可靠性高;④红外测温仪的规格品种多,适应性强;⑤红外测温仪的辅助配套件齐全,现场应用方便;⑥生产厂对用户服务好;⑦用户技术素质高。我国红外测温仪应用的主要差距也就表现在上述几个方面。影响测温仪稳定性的关键在于红外探测器。国外红外探测器品种多、稳定性好、他们使用的探测器有硅光电池[5][6]。
2.2 红外测温仪的原理及特点
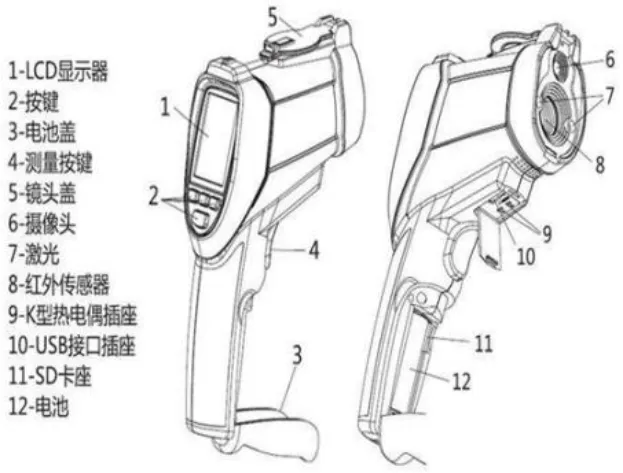
图1 红外测温仪[11]
了解红外测温仪的工作原理、技术指标、环境工作条件及操作和维修等是用户正确地选择和使用红外测温仪的基础。红外测温仪由光学系统、光电探测器、信号放大器及信号处理、显示输出等部分组成[7]。光学系统汇集其视场内的目标红外辐射能量,视场的大小由测温仪的光学零件以及位置决定。红外能量聚焦在光电探测仪上并转变为相应的电信号。该信号经过放大器和信号处理电路按照仪器内部的算法和目标发射率校正后转变为被测目标的温度值[8]。
红外热像仪的主要特点为:①为非接触式测量,能够检测运动目标、微小目标及带电目标温度;②测温效率高,可直观显示物体表面温度场;③温度分辨率高,可同时显示多点温度值,并能准确区分较小温差;④显示方式多样,除一般的伪彩色和灰度显示的热成像,还可进行模数转换处理;⑤可进行数据存储和计算机处理[9]。远红外线测温仪优势在于双头定位的户外专用模式,特别适用于户外复杂环境下的精准测温,有效解决因环境温度偏高、室外亮度过亮等导致普通测温仪无法精准测温的顽疾。户外即可快速检测,无需进入室内,更安全,更实用。
3. 主要工艺流程和应用
红外测温仪塑料成型生产中特点:①非破坏性,不接触、不污染被测产品;②快速可靠,可连续、准确、快速测量运动目标的温度;③灵活性,可对较大目标、或小目标区域的温度测量[10]。
主要应用如下:
1)吹塑薄膜:精确的温度监控与适当的加热和冷却相配合,可以确保塑料的抗张力和厚度均匀性。工作流程如图2所示。
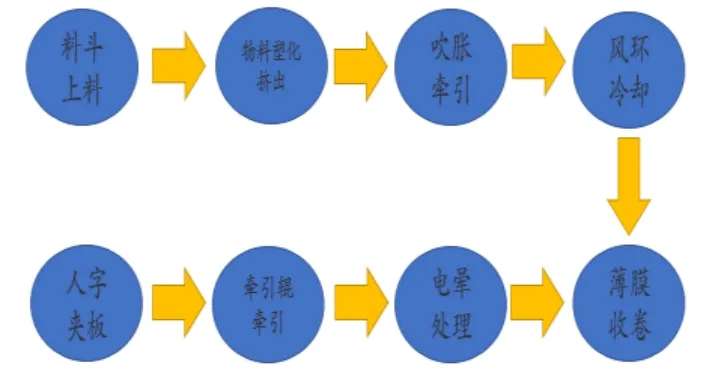
图2 吹塑薄膜工艺流程
2)挤出薄膜:控制温度以保持正确的薄膜厚度和表面光洁均匀性,对压模螺栓加热器或压膜插销故障的检测。工艺流程如图3所示。

图 3挤出薄膜工艺流程
3)双轴定向薄膜:热像仪安装在成形筒处以控制冷却滚筒安装在预热和冷却设备处以控制加热和冷却量。
4)片料成型:红外测温仪可让操作人员监视片料的温度并及时调节压膜加热器和冷却滚筒温度,以均衡产品的质量[11]。
5)膜层成型:纸张、胶片或金属箔进行膜层成型过程在一个通常狭小并且难以测量的目标,采用红外热像仪时,操作人员就可连续监控并可由人工或自动及时调节压膜加热器和冷却滚筒的温度[12]。
6)叠层和压花处理:使用红外测温仪去监视横向膜层的温度并且控制加热器[13]。
7)钢板材热冲压成形的工艺流程:热冲压又常被称为冲压硬化技术。首先将初始强度为500~600 MPa的高强度板加热到880~950℃,然后送入内部带有冷却系统的模具内冲压成形,并处于保压状态,以20~300℃/秒的冷却速度快速淬火冷却,由于奥氏体转变成了马氏体,零件强度大幅提高,可以生产出强度高达1500 MPa冲压件。确保多层材料叠层的正确温度及后期的成型,可以帮助监视材料的温度分布在进入热成型机之前处于正确状态[14]。工作流程如图4所示。
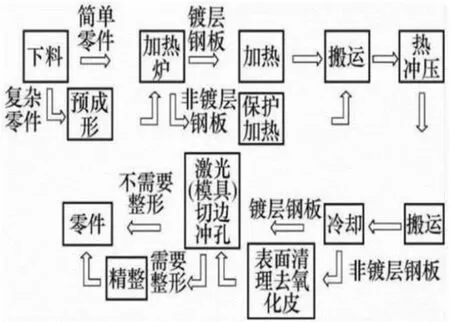
图4 钢板材冲压工艺流程[14]
4. 结论
估计在未来的工业生产中将有40%左右的工艺运用到测温,它对节能、提高产品质量和成品率方面有巨大的社会效益和经济效益。因此塑料加工中的测温显得尤为重要,红外测温是新发展起来的快速非接触测温手段,解决了传统测温手段不能解决的许多测温问题,具有非常好的发展前途。在生产中使用红外测温仪进行测量时,需要不断总结经验,才能使测量出的温度误差降到最小,在生产中显示出非接触测温的优越性[15]。红外测温仪综合了光学、光电子学、机械和电子等多方面技术,比传统测温仪复杂得多。它的发展有赖于基础工业、研制人员的技术素养和生产工人的工艺水平,目前在各方面与国外相比还存在差距。在国外工业发达国家,计算机模拟技术在热成型加工中得到了广泛的应用。计算机模拟的目的是对制品壁厚分布进行精确的确定,这对于复杂制品尤为重要[16]。因此对于塑料加工测温技术还有着广泛的前进空间,需要不断学习。
