共轨系统油轨分段加热分段挤压成形工艺研究
2021-05-15庄晓伟江苏龙城精锻集团有限公司
文/庄晓伟·江苏龙城精锻集团有限公司
杨程·西安建筑科技大学
高压共轨系统可实现压力可调、独立控制喷油正时、喷油速率变化和喷油量,其控制精度高,高压油路中不会出现气泡和残压为零的现象,可提高燃油效率和降低排放,在国家相关节能降耗的产业政策指引下,应用越来越广泛,高压共轨系统如图1 所示。
油轨在高压共轨系统中属于关键零部件,因其具有复杂枝杈类形状,导致生产难度较高。传统的油轨一般采用开式模锻制坯,然后机加工内孔的方式获得,存在着加工余量大、原材料浪费严重,工序多、生产效率低下,切边时金属流线被切断破坏组织的完整性,力学性能难以保证等问题,油轨锻件如图2 所示。

图1 高压共轨系统
随着汽车提升燃油效率和降低排放的要求越发严格,油轨需要承受越来越高的内压,对其性能提出了更高的要求。采用闭式热挤压的方法能很好地避免上述问题,闭式热挤压时金属处于三向压应力状态下,成形件具有金属流线完整、力学性能好,不需要切边等工序、节约原材料,成形工序少、生产效率高等优点。但是闭式热挤压油轨时,由于坯料镦粗贴模,金属沿轴向流动距离长,摩擦力大,导致四个枝杈模腔难以充满,尤其是中间的两个枝杈。即使采用多步成形,由于摩擦和温度下降等导致坯料流动困难,也不能充满模腔。且挤压冲头如长时间和高温坯料接触,温度升高会导致其强度大幅下降。

图2 油轨锻件
工艺规划
为实现多枝杈油轨的闭式挤压成形,本文设想了局部加热+两步挤压成形的工艺。
第一步,对需要变形的中部进行加热,然后将坯料放入预锻模中挤压,和挤压冲头接触的坯料温度较低,成形初期难以发生镦粗,变形只集中在中部需要充填的部位,完成中间枝杈的成形。由于成形时只有中部的坯料贴模,坯料流长减少,摩擦阻力大幅下降,有利于材料流动和中间型腔的充填,成形载荷也大幅下降。
第二步,将预锻件取出,对两端需要变形的区域进行加热,然后放入终锻模腔中,完成两端枝杈的成形。此时变形只集中在两端需要充填的部位,中间已变形区基本不产生变形,这样终锻时摩擦阻力也大幅下降,坯料经再次加热后流动性好,利于两端型腔的充填。
工艺验证
为验证该设想,采用有限元方法对四个工序进行模拟,分别为:加热坯料中部、预锻(完成中部型腔充填)、两端加热、终锻(完成两端型腔充填)。模拟工艺参数如表1 所示。
工序一:将坯料中部区域进行感应加热,如图3所示,将坯料中部温度加热至始锻温度并均温一定时间,加热区域长度L1 由需要变形的金属体积计算获得。
工序二:预锻,如图4 所示,将中部加热好的坯料放置在预锻下模上,预锻上模和预锻下模合模并保持一定的合模力,防止坯料挤入预锻上模和预锻下模的间隙中。左右冲头同时以相同的速度挤压坯料,变形发生在坯料加热的中部,流入预锻下模的中间模腔中,直至充满中间模腔。图5 为预锻完成后坯料的贴模情况,从图中可见中间型腔部位已完全充满,而两端还有大量未贴模部位,可有效减少摩擦。预锻完成后,预锻上模打开,将预锻件从预锻下模中顶出,获得如图6 所示的预锻件,可见中部温度较高,在1200℃左右,而两端仍然维持在低于328℃的低温。

图3 局部加热

图4 预锻

图5 预锻贴模

表1 模拟工艺参数

图6 预锻件温度
工序三:加热预锻件的两端变形区。根据锻件两端枝杈位置,对预锻件的两端变形区进行局部加热,如图7 所示。将预锻件两端变形区加热至始锻温度并均温一定时间,加热区域长度L2 由需要变形的金属体积计算获得。
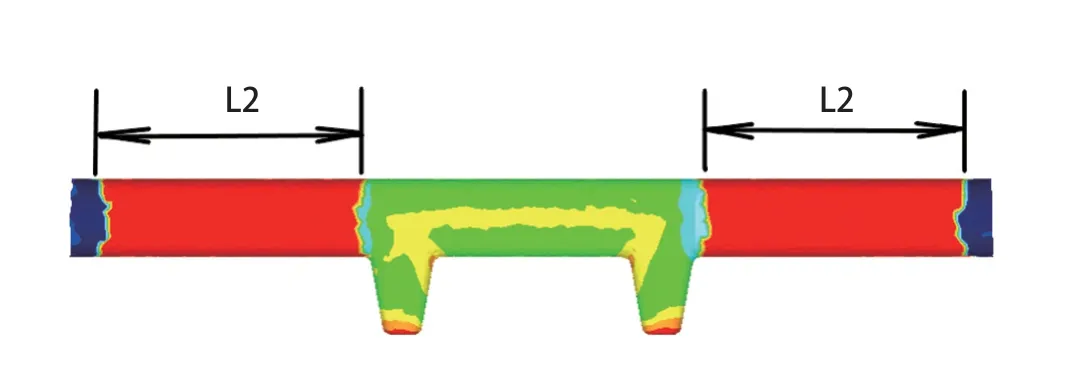
图7 预锻件加热两端示意图
工序四:终锻,如图8 所示,将两端加热好的预锻件置于终锻下模中,终锻上模和终锻下模合模并保持一定的合模力。左右冲头同时以相同的速度挤压坯料,使端部坯料充满终锻模腔。图9 为终锻时锻件的贴模情况,可见此时锻件与型腔完全贴合,型腔完全充满。终锻完成后,终锻上模打开,将终锻件从终锻下模中顶出。终锻件温度分布如图10 所示,此时型腔部位的坯料仍然维持较高温度,而与左右冲头接触的坯料仍然维持在较低温度。

图8 终锻

图9 终锻件贴模

图10 终锻件温度分布
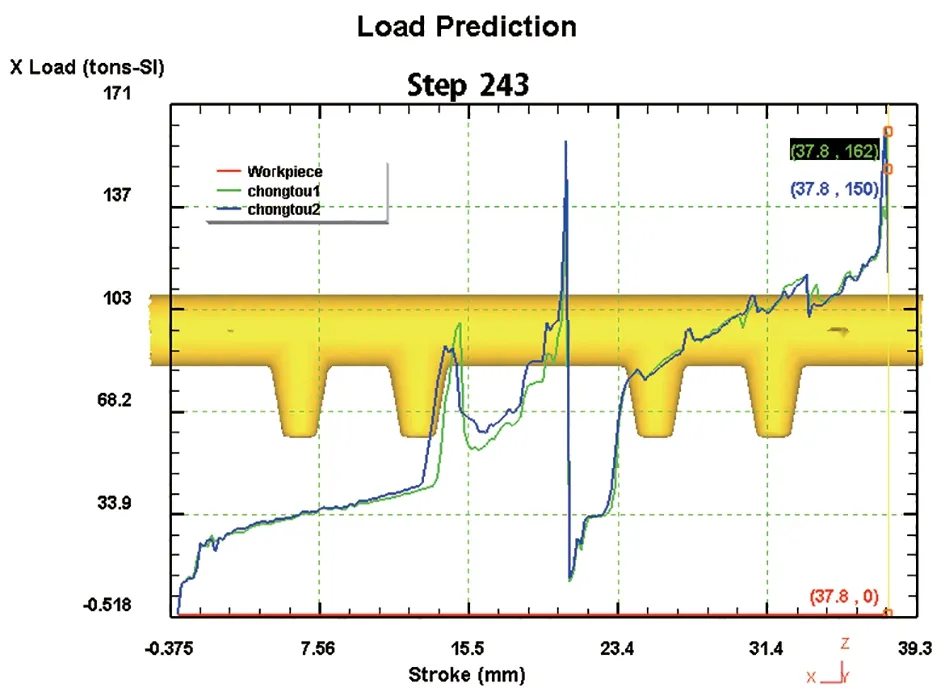
图11 挤压成形左右冲头载荷
结束语
本文采用对坯料局部加热和两步闭式挤压的方式,既有利于模腔充满,也降低了冲头所受的挤压力,通过此次生产,得到了如下结论。
⑴预锻时,只加热坯料的中间部位,挤压冲头和坯料接触部位温度较低,难以发生镦粗,变形只集中在中部需要充填的部位,摩擦阻力大幅下降,坯料在模腔中流长减少,利于中间型腔的充填。终锻时,只加热两端需要变形的部位,变形只集中在两端需要充填的部位,利于两端型腔的充填。预锻和终锻过程,坯料都充满了模腔。
⑵采用局部加热,局部变形的方法,其中预锻和终锻冲头载荷在160 吨左右,相比传统开式锻造,大幅降低了成形载荷。

