网格实验法在汽车侧围模具验收中的应用研究
2021-05-13吴海波
吴海波
(马鞍山职业技术学院 机械工程系,安徽 马鞍山 243041)
在汽车制造过程中,先进的覆盖件冲压工艺是反映企业竞争力的重要因素之一。汽车外覆盖件材料薄、尺寸大、变形复杂,成形过程影响因素多,涉及到平面应变、轴向拉伸、轴向压缩、胀形等应变状态且每个应变状态的开裂条件并不相同,板材变形情况很难进行准确判定。
现今主机厂对汽车零件冲压成形质量的要求也越来越高,从而对冲压模具的设计和质量提出更高的要求。汽车冷冲压模具开发制作过程需要对模具的状态进行识别及调整,以便制作出符合客户需求的模具。在模具进入相应的主机厂或冲压件配套厂之前都需要对其进行预验收,通过模拟生产过程,对冲压件进行网格应变分析,对模具状态进行分阶段评估,调整改善模具使其达到满足工业生产的状态。
侧围外板作为车身典型覆盖件,是连接整个车体的重要零件,其形状复杂且拉延深度大,冲压过程中门洞等部位容易出现开裂、暗伤。本文根据某车企在模具验收过程中遇到的右侧围零件冲压质量问题,采用ARGUS 成形分析系统,对冲压零件进行了详细分析并提出了相应对策。
1 基于ARGUS系统的网格实验原理
目前应用较多的网格应变分析方法是通过采用光学图像处理技术,相较于传统人工测量判读,其测量优点是:简单易用、高效率、自动化、高测量精度。
网格应变测量分析实验针对材料在冲压过程中的流动情况,统计网格点在冲压后的变形大小及方向,计算出每个网格点的主、次应变。在成形极限图中可以直观地看到材料成形的应变路径和安全裕度等信息。光学网格应变测量分析系统可以将测得的应变数据结果用等值线、云图等方式进行可视化描述,工件各处的最大、最小和厚度方向主应变以及等效应变可以同时显示出来,供分析评价。此外,可以根据实验获得成形极限图和厚度减薄图等定量结果,对覆盖件冲压成形存在的质量缺陷进行分析,便于快速找到解决方案。
ARGUS 系统,即薄板成形网格应变分析系统,主要由ARGUS操作软件、图像处理系统、高分辨率CCD相机、ARGUS实验标尺四部分构成。网格应变测量实验样件表面一般是采用激光法、印刷法或电解法在原材料上制作规则的实心圆点图案,将一些数码标记点和比例尺放在被测零件周围,实验人员从多个角度对冲压成形的零件进行原始的图像数据采集,导入系统后对图像进行分析,定义每一个网格点的圆心。借助坐标标记点,将所有影像信息进行整合,建立每张照片之间的空间关联,从而获得零件表面每个圆点圆心的空间坐标值。综合分析相临的4 个圆点数据可以计算出该位置的局部应变,由此可以得到整个零件的应变分布情况。
2 右侧围网格实验过程与结果
2.1 零件冲压前的实验准备
零件冲压前需要在汽车板材料表面印制网格:该侧围零件使用的镀锌汽车板,需要对原坯料进行电化学刻蚀,得到几何形状规则的“圆点”网格。网格模板的点间距越小、点直径越小,计算精度越高。兼顾工业应用的实际情况及计算精度,实验中采用点间距3mm、点直径1.5mm 的网格形状。
在开展侧围网格印制之前,首先使用酒精或其他清洁剂将钢板上的油及灰尘清理干净,然后在镀锌板上使用电腐蚀打标机、专用打标电解液和打标网格模板,印制等间距的网格图案。网格印制结束必须将电解液擦干净。对印制完网格的钢板进行刷油操作以防锈蚀。对于单动拉延模,印有网格面朝上,即:凸模不与网格面接触。
ARGUS 系统主要测量冲压OP10 工序拉延后的零件,由于是首次对侧围模具进行验收故将侧围零件成形复杂、拉延深度大的区域都印制网格,图1为一序拉延后的现场零件。

图1 一序拉延后的侧围外板零件
从图1 可知,冲压后的侧围外板零件表面并未出现开裂和起皱等缺陷。在待测区域布置测量标尺,通过定制的高分辨率CCD 数码相机从多角度采集图像,获取完整的零件表面形貌。
2.2 实验结果处理与分析
开展网格应变分析实验的侧围冲压模具参数如表1所示。
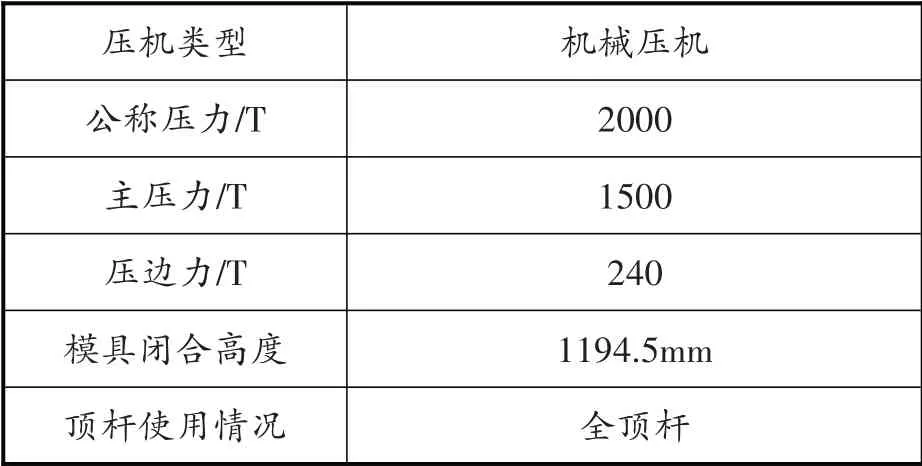
表1 模具信息
根据GB 228-87金属拉伸试验方法测得开展网格应变分析实验的侧围材料DC56D+Z(0.7mm)的相关力学性能如表2 所示,由此可确定该汽车薄板材料极限减薄率为23.5%,超过此指标后,冲压零件极易发生破裂现象。

表2 DC56D+Z-0.7mm力学性能
对冲压成形后的20 个区域进行网格数据采集,并导入ARGUS 系统后进行处理,计算结果如表3所示。

表3 各区域安全裕度和最大减薄率
从表3 可知,侧围外板零件的门洞位置B 最大减薄率与安全裕度分别为28.2%、-4.6%;位置F 最大减薄率与安全裕度分别为29.2%、-2.6%,不符合验收标准,开裂风险极大。B 与F 区域的FLD结果如图2所示。
从图2 中清晰的看到B 区域与F 区域问题基本一致:零件侧壁下部外凸R 角处减薄率超出设定的极限值23.5%,安全裕度亦不满足主机厂大于8%的验收标准,侧围外板零件质量判定为不合格。

图2 侧围外板零件FLD分析
由FLD 曲线图可知:高风险区域分布较为集中,高风险区域金属薄板的成形方式主要为拉延成形,且部分点处于成形极限图的临界区域、破裂区域,说明此零件在冲压时废品率很高,需要调整B区域、F区域的对应位置冲压模具。
为了降低B 与F 区域冲压成形过程的开裂风险,应使该区域在FLD 上的不安全应变点向下或向左移动到FLC 曲线之下。为达到这一目的,对模具及冲压设备参数以下的调整措施:(1)优化拉延筋,调整门洞B、F 位置内拉延筋高度;(2)调整平衡块,在模具相应平衡块位置增加垫片;(3)适当减小模具的压边力;(4)对相应部位模具型面R角打磨抛光。
调整模具,并对该零件再次开展网格应变分析,得出最大减薄率和安全裕度值如表4 所示。可知此时零件上B、F 两个区域厚度减薄率降低,板材冲压成形的安全裕度得到提升,侧围外板拉延模具满足汽车主机厂验收标准。

表4 调整模具后B、F区域的安全裕度和最大减薄率
3 结语
基于ARGUS系统,在原板料多个成形复杂区域刻蚀相应的网格,计算获得各区域的成形零件实际的应变分析云图、厚度减薄率与安全裕度云图、FLD曲线,由此科学有效地分析零件的成形状态,快速的识别问题区域,通过调模的方式快速解决侧围外板零件开裂风险,使其满足批量生产的技术要求。
