压气机锥型鼓筒轴榫槽的加工与检测
2021-05-11边洪岩郭文光张江峰
边洪岩,郭文光,周 雨,张江峰
(贵州黎阳国际制造有限公司,贵州安顺561102)
TC4合金属于α+β型钛合金,典型的钛合金中难加工的材料之一,TC4合金导热系数很差,使该材料零件在机加过程中温度上升,进而使得刀具磨损或者崩刀[1],因此TC4合金在切削时一定要严格控制工艺参数。压气机锥型鼓筒轴分为K级~S级单个压气机所组成的整体结构,大端外径为Φ568.6 mm,小端内径为Φ300.46 mm,总高为644.4 mm,外圆共有7处榫槽,内部共有7处凸起的腹板,形状异常复杂。其整体结构如图1。
7处外圆榫槽结构见图1中的K、L、M、N、P、R、S榫槽,压气机锥型鼓筒轴的外圆榫槽由内环槽和外环槽组成。外圆榫槽结构的主要作用是保证榫槽叶片能够精确的安装在榫槽中,并且能够自由的滑动[2]。因此,外圆榫槽的加工难点主要是减少因零件整体刚性差和加工应力带来的加工变形问题。加工过程中主要的难点是检测外圆榫槽尺寸是否已经正确的加工到位。
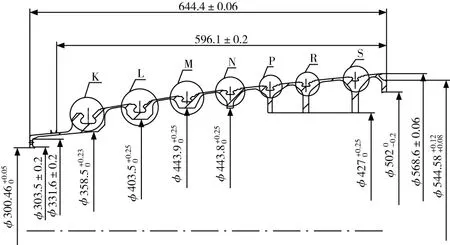
图1 压气机鼓筒轴的零件图
1 压气机锥型鼓筒轴的加工工艺设计
1.1 设计非标榫槽刀片
为保证外圆榫槽的内环槽形状和尺寸的合格,提请制造了4种形状的非标刀片(图2)。这4种刀片共分2组,一组用来加工K和L这两个圆弧较大的榫槽,另一组用来加工M、N、P、R、S这五个圆弧较小的榫槽。每个榫槽要用上下两种非标榫槽刀片。
非标榫槽刀片在设计时需要考虑榫槽退刀问题,保证刀片在进出榫槽时不能与零件发生干涉。为减小外圆榫槽因零件整体刚性差和加工应力带来的加工变形,刀片设计时需要采用5度的正前角,保证刀片的锋利性[3],防止刀具磨损导致榫槽加工不到位的情况。

图2 榫槽加工非标刀片
1.2 切削参数
(1)切削深度:加工外圆榫槽时要分粗加工和精加工,粗加工后留余量0.1 mm。粗加工时每刀切削深度不得超过0.5 mm。粗加工完后换新刀片精车,保证精车时新刀片具有锋利的切削性,减少切削阻力,减少零件加工变形。
(2)进给量:粗加工时F=0.2 mm/r,精车时F=0.1 mm/r。粗车时进给量要大,高效率切除多余的毛料;精车时要降低进给量,保证榫槽表面的粗糙度。
(3)切削速度:粗车时V=35 m/min,精车时V=55 m/min。粗车时采用低速,防止刀片剧烈磨损打刀,导致榫槽报废;精车时高速清除余量,保证榫槽表面的粗糙度。
1.3 调整车削走刀路线
(1)加工外圆榫槽时,先用普通槽刀径向扎开内环槽,保证槽底扎到尺寸。
(2)径向扎开内环槽后,清除非标榫槽刀片退刀时可能触碰的接刀台,防止非标榫槽刀片退刀时打刀。
(3)清除接刀台后,先用下非标榫槽刀片仿形车削内环槽下部分,直至尺寸合格。
(4)待下非标榫槽刀片车削到合格尺寸后,再用上非标榫槽刀片仿形车削内环槽上部分直至尺寸合格,机加示意图见图3。
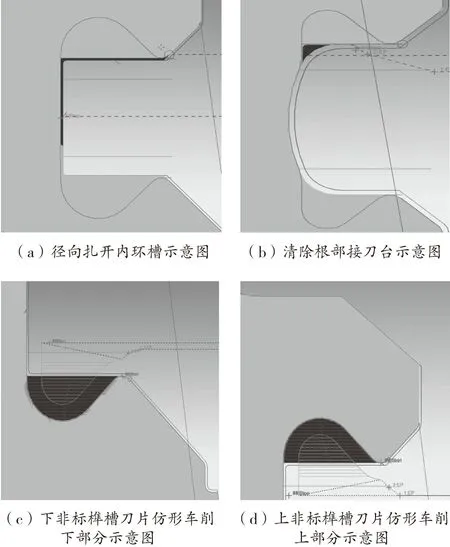
图3 外圆榫槽加工示意图
小结:该走刀路线可保证非标榫槽刀片顺利进出内环槽,避免刀片触碰干涉区域造成打刀的风险。其次,应先仿形车削内环槽下部分,便于钢珠安放和测量。最后,等内环槽下部分车削到位后,再仿形车削内环槽上部分,便于钢珠检查整个内环槽是否已经加工到位。
2 压气机锥型鼓筒轴的榫槽检测方法
普通测量方法失败的原因:
1)压气机锥型鼓筒轴的外圆榫槽空间狭小,普通测具难以达到检测要求;
2)加工中要分上下两个部分加工,无法判断哪个部分未加工到位;
3)上下两个部分加工时无法准确量化需要补多少刀补。
2.1 加工中塞钢珠测量法
塞钢珠可以根据7个外圆榫槽空间大小分别定制不同标准的钢球直径。K、L、M、N、P、R、S榫槽分别用到尺寸为R6、R4.5、R2.5、R2、R1.8、R1.4六类半径不同的标准钢珠,具体塞钢珠见图4。

图4 榫槽塞钢珠示意图
调整走刀路线中提到要先用下非标榫槽刀片车削内环槽下部分,原因在于先车下部分可以平稳的安放2个标准钢珠。如果先车削内环槽上部分,2个标准钢珠容易脱落,不易测量。用钢珠测量内环槽下部分时,塞不同组合的量规可以判断需要补多少刀补才能将下部分车削到位。待下部分车削到尺寸后再车削上部分,同理需要塞2个钢珠在上部分,2个钢珠在下部分,中间塞不同组合的量规可以判断需要补多少刀补才能将上部分车削到位。
2.2 成型检测样板测量法
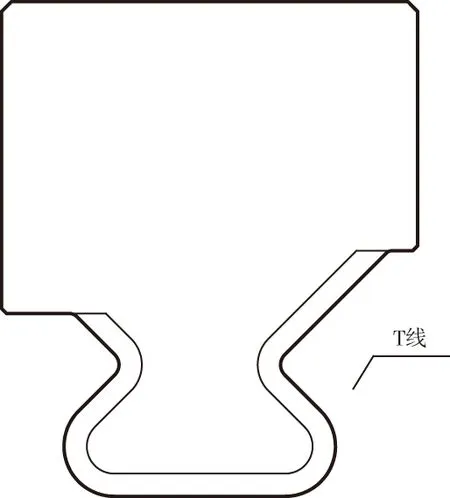
图5 成型样板检测示意图
压气机锥型鼓筒轴外圆榫槽加工完成后,需要模拟榫槽叶片来检查榫槽整体尺寸是否合格,是否能像真实叶片一样在各级榫槽内自由滑动。因此采用了成型检测样板测量法。成型样板需要根据7个不同的榫槽定制7种样式,每种样式需要根据CAD模型设计通规和止规两种成型样板。当止规不通过,而通规能够顺利上下翻转并且可以在榫槽内自由滑动时才可保证榫槽整体尺寸加工合格。成形样板示意图见图5。
3 结论
1)通过本文设计的两对4种非标榫槽刀片,有效地解决了压气机锥型鼓筒轴外圆榫槽加工,采用5°正前角的刀片,减少车削的磨损情况并增加了刀片锋利性;
2)工艺设计的走刀路线可以保证刀片顺利进出内环槽,同时便于钢珠安放和测量及使用钢珠检查整个内环槽是否已经加工到位;
3)榫槽塞钢珠检测目前在国内还没有应用实施,榫槽塞钢珠法有效地解决了普通测具、量具难以达到检测的要求。
