基于赛络新型花式纱的纺制及性能分析
2021-05-07阮丽孙荣基刘基宏李永贵
阮丽 孙荣基 刘基宏 李永贵

摘要:花式纱线因其特殊的外观结构和丰富的色彩变化,已成为国内外研究的热点。为丰富花式纱线品种,文章基于赛络纺纱方法,采用表面刻有凹槽的后罗拉上胶辊纺制新型赛络花式纱线,并阐述新型赛络花式纱的纺纱机理。在保证纺纱工艺参数及原料相同的情况下,通过TH598J环锭细纱机上进行试验,分别纺制赛络新型花式纱和普通赛络纱,观察纱线的纵向结构,并对其线密度、强伸性能、条干、毛羽指标进行测试和对比分析。试验结果表明:纱线的纵向外观呈现花色变化;与普通赛络纱相比,新型赛络花式纱的断裂强度、断裂伸长率、条干均匀度和毛羽相差不大。
关键词:胶辊;凹槽;赛络纺;花式纱线;后区牵伸;AB纱
中图分类号:TS104.7
文献标志码:A
文章编号:10017003(2021)04002004
Abstract:Thefancyyarnhasbecomearesearchhotspotathomeandabroadbecauseofitsspecialappearanceandrichcolorchanges.Inordertoenrichthevarietyoffancyyarns,basedonSirospinning,thispaperusedrubber-coveredbackrollerwithgroovesonitssurfacetospinnewSirofancyyarnsandexplainedthespinningmechanismofnewSirofancyyarns.Withthespinningparametersandmaterialsbeingthesame,atestwascarriedoutonaTH598Jringthrostle,andnewSirofancyyarnsandordinarySiroyarnswerespunseparately.Thelongitudinalstructureoftheyarnswereobservedandanalyzed,andtheirlineardensity,tensileproperty,evennessandhairinessindexweretestedandcompared.Thetestresultsshowedthatthelongitudinalappearanceoftheyarnsshowedfloralchanges.TherewaslittledifferencebetweenordinarySiroyarnsandthenewSirofancyyarnsinbreakingstrength,elongationatbreak,evennessandhairiness.
Keywords:rubber-coveredroller;groove;Sirospinning;fancyyarn;backdraft;AByarn
作者简介:阮丽(1990),女,硕士研究生,研究方向为纺纱新技术。通信作者:李永贵,教授,lygwxjd@sina.com。
花式纱线是采用特殊工艺或特殊设备纺制的具有特殊外观和结构的纱线,或者采用特殊的染色方法制成的具有特殊效应的色泽或色泽变化的纱线,花式纱线具有结构新颖、外观独特、色彩丰富的特点,已成为国内外纺织市场上一个独特的纱线分支[1]。目前采用在环锭细纱机上通过改造与创新生产多种花式纱线,具有改造简单、费用低的优点[2]。如:在细纱机上安装双喇叭口,两根粗纱平行喂入牵伸区,并合加捻形成类似股线风格的细纱赛络纱[3];将赛络菲尔纺与嵌入式纺纱原理相结合,采用两根有色长丝与一根棉粗纱纺制赛络菲尔纺三色花式纱[4];在环锭细纱机上加装竹节纱装置,实现牵伸变化,纺制有粗细节变化的竹节纱[5];在细纱机上采用多台伺服电机控制,主粗纱从中罗拉连续喂入,饰粗纱从后罗拉间断喂入,从而形成有“段彩结构”的段彩纱[6-7];基于赛络纺和赛络菲尔纺在环锭细纱机上增加一个喂纱装置,粗纱条经牵伸形成纱线主体,饰纱被牵切成断续状,在浮游区集棉器作用下与主条断断续续复合,最终形成有“云斑状花纹”的云纹纱[2,8]。
这些生产花式纱线的方法基本采用在环锭细纱机上加装喂入装置,通过控制罗拉速度变牵伸纺制花式纱线,然而,对细纱机上牵伸胶辊进行改造纺制花式纱线却少有学者研究。桂亚夫[9]论述了采用异形胶辊在环锭细纱机上开发花式纱线产品的可能性。目前常采用在中胶辊开槽实现滑溜牵伸[10],此方法是在中胶辊表面一周刻上一个环形凹槽,多用于半精纺原料中纤维长度差异较大的混纺纱中。本文基于赛络纺技术,在环锭细纱机上,采用表面具有一定角度的凹槽的后罗拉上胶辊纺纱,开发出具有特殊花色效果的花式纱,具有改造简单、花色新颖的特点。
1 成纱机理
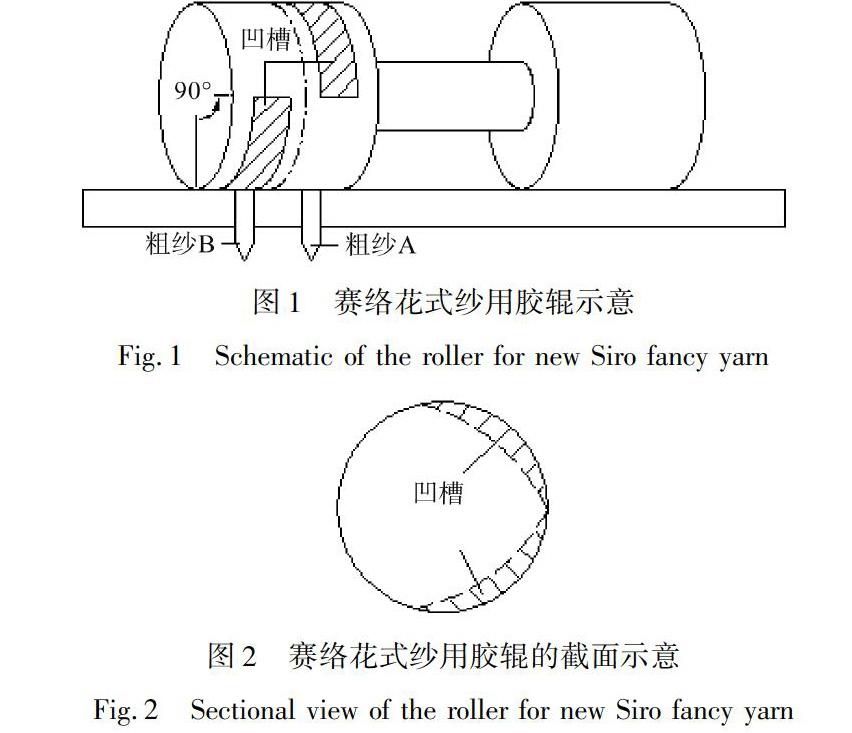
本文纺制的新型纱线基于赛络纺技术,在细纱机的后罗拉上胶辊的表面刻有至少一个用于嵌入粗纱的凹槽,凹槽可根据需要设定一定的数量、圆心角度和位置,如图1和图2所示。图1中,胶辊表面刻有两个凹槽,所刻凹槽的圆心角度为90°,两个凹槽的首端相对圆心角度为90°。图2为胶辊的侧面截面,可以看出凹槽槽底在胶辊上呈现一个圆弧形的曲面,中间深度最深,深度向两边逐渐递减。
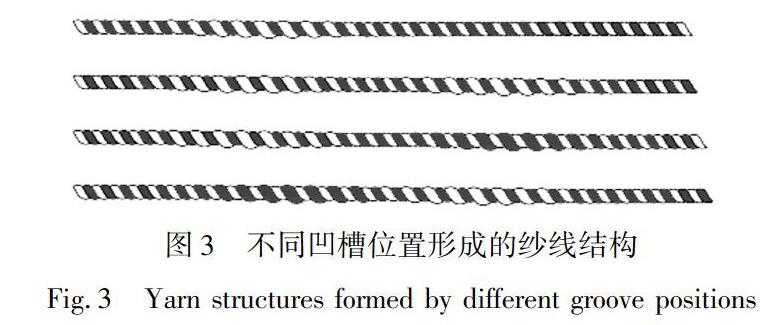
两根粗纱条经双喇叭口平行喂入后罗拉,在后罗拉转动过程中,当凹槽转动到底部与后罗拉接触时,粗纱落进凹槽中,粗纱须条所受后罗拉握持力减小,此时粗纱须条没有进行正常的后区牵伸,牵伸效率减小,后区牵伸倍数降为1,从前罗拉钳口输出的两根须条总牵伸倍数不一样,然后并合加捻成纱;当凹槽离开后罗拉时,粗纱受到握持力,获得正常的后区牵伸,从前罗拉钳口输出的两根须条总牵伸倍数一样,然后并合加捻成纱。这样,粗纱喂入后罗拉受到间断性的后罗拉握持,从而获得间断性后区牵伸,纱线纵向呈现规律性粗细变化,形成一种新型赛络花式纱線。所制得的花式纱线具有赛络纺AB纱的结构,又可根据凹槽的角度、数量和位置调整纱线的粗细,定量控制粗节的大小及位置,可使AB两种颜色中只针对一种颜色变化粗节的大小和位置,或者也可两个颜色交替产生粗节。图3为几种不同结构的纱线,其中凹槽的圆心角度均为90°。从上至下依次为粗纱A线程上有一个凹槽时形成的纱线结构;粗纱A线程上有两个凹槽时形成的纱线结构,且两个凹槽的首端相对角度为90°;粗纱A和粗纱B各有一个凹槽时形成的纱线结构,且两个凹槽的首端相对角度为180°;粗纱A和粗纱B各有一个凹槽时形成的纱线结构,且两个凹槽的首端相对角度为90°。为简化工艺,本文先分析具有一个凹槽的情况下纱线的外观和物理性能。
2 试 验
2.1 胶辊的制备
本文所用的后罗拉上胶辊的直径为30mm,单锭长为25mm,胶辊表面刻有一个90°的凹槽,凹槽的侧面形状呈圆弧形。根据实践,设定凹槽宽度为6mm,凹槽的最大深度为2.5mm,从两边到中间深度逐渐加深,如图1所示。在后罗拉上胶辊转动过程中,粗纱A正好能够落入凹槽中。
2.2 原料及纺纱工艺参数
粗纱原料:考虑到成纱的花色效果,选择两种定量相同的粗纱,粗纱A选择白色涤纶棉型粗纱4.1g/10m,粗纱B选择红色涤纶棉型粗纱4.1g/10m。细纱关键工艺参数:锭子转速7000~8000r/min,隔距块3.0mm,机械牵伸为29倍,后区牵伸倍数分别为1.2、1.4、1.6、1.8、2.0,纱线捻系数为250,粗纱间距8mm,钢丝圈型号为U1ULudr1。设计产品线密度为30tex的涤纶赛络新型花式纱和30tex的涤纶赛络纱。
2.3 测试仪器与环境
测试仪器:YG381型摇黑板机(常州德普纺织科技有限公司),EpsonGT-20000扫描仪(爱普生(中国)有限公司),YG086型缕纱测长机(宁波纺织仪器厂),ME204/02电子天平(梅特勒-托利多(上海)有限公司),XL-2型纱线强伸度仪(上海新纤仪器有限公司),YG172A型纱线毛羽测试仪(陕西长岭纺织机电科技有限公司),YG133B/Pro-H条干均匀度测试仪(苏州长风纺织机电科技有限公司)。
试验条件:温度(20±3)℃,相对湿度(65±3)%。
3 结果与分析
3.1 纱线纵向结构分析
对后区牵伸倍数为1.4的普通赛络纱和新型花式纱样品用摇黑板机摇成黑板,然后在EpsonGT-20000扫描仪上进行黑板的正反两面扫描,扫描的分辨率均为1200dpi,对纱线的纵向外观进行观察,结果如图4所示。其中图4(a)是普通赛络纱的成纱纵向外观,图4(b)是粗纱A未落进凹槽时成纱所呈现的纵向外观,图4(c)是粗纱A落进凹槽时成纱所呈现的纵向外观。结果显示,普通赛络纱纵向呈现白色和红色颜色占比相同的AB纱结构,新型花式纱在无凹槽的情况下与普通赛络纱呈现的花色效果相同,但在粗纱A落进凹槽的情况下,新型赛络花式纱纵向外观白色占比增大,最终纱线纵向外观形成有规律的白色粗节变化,即红色花色不变,白色花色处于增减变化中,这主要是由于凹槽的作用。当粗纱A在后罗拉上胶辊转动过程中落进凹槽后,粗纱A不受后罗拉握持,后区牵伸效率减小,由中罗拉牵引参与前区牵伸,相对正常牵伸来说,从前罗拉钳口输出的须条A线密度变大,产生粗节,由此成纱外观会呈现粗纱A花色的粗细变化。图4还可以看出新型花式纱的花色效果变化明显,即图4(b)呈现白色和红色比重接近1︰1,而图4(c)呈现出白色比重大于红色比重。
同时,对比不同后区牵伸倍数的新型花式纱线外观,发现随着后区牵伸倍数的增加,色彩变化变大,凹槽那段的纱线白色比重逐渐增大,花色变化越来越明显。
3.2 成纱质量的分析
3.2.1 线密度和强伸性
使用YG086型缕纱测长机和电子天平测试两组纱线的线密度,相同的后区牵伸倍数,新型花式纱的质量要比普通赛络纱偏重。这主要是因为粗纱A受到间断性后区牵伸,当胶辊表面的凹槽转到底部时,粗纱须条不受后罗拉握持,后区牵伸倍数降为1,从而受凹槽影响的那段须条的总牵伸倍数比正常的总牵伸倍数要小一些,从前罗拉钳口输出的须条A的质量增大,故成纱线密度偏大。
使用YG020型单纱强力仪测试普通赛络纱和新型花式纱的拉伸性能,设定拉伸速度500mm/min,试样的夹距500mm,预加张力0.5cN/tex,每管纱测试20次取其平均值,测试数据见表1。
由表1可知,新型花式纱的断裂强度和伸长率与普通赛络纱相差不大。一方面,后区牵伸的主要作用是提高纤维的紧密度,为前区牵伸提供良好的须条。后区牵伸倍数小,牵伸力较大,喂入前区的纱条紧密度增大。当粗纱须条A落入凹槽时,粗纱须条所受后罗拉握持力逐渐减小,牵伸力变大,纱条紧密度增大,从前罗拉输出的须条A的横截面上分布的纤维根数增多,纱线的断裂强度和伸长率增大。另一方面,当粗纱A落入凹槽时,粗纱须条所受后罗拉握持力逐渐减小,纤维的运动不受控制,纤维伸直度减小,须条结构松散,从而纱线的断裂强度和伸长率减小。这样,在两个相反的作用下,成纱强度和伸长率变化不大,且不同的后区牵伸倍数,两方面作用的影响是不同的。新型花式纱的单纱强力CV值要大于普通赛络纱,这是由于从前罗拉钳口输出的须条A的线密度是变化的,则成纱有粗节变化,成纱不匀率增加,强力不匀增加。
3.2.2 条干均匀度
采用YG133B/Pro-H条干均匀度测试仪测试纱线的条干均匀度,测试速度400m/min,测试时间1min,测试数据见表2。
从表2可以看出,同样的后区牵伸倍数,新型花式纱的条干均匀度劣于普通赛络纱,这主要是因为粗纱须条A受到间断性后区牵伸,从前罗拉钳口输出的须条A的总牵伸倍数在变化,成纱线密度呈现增减变化,成纱条干变异系数较大。随着后区牵伸倍数的增加,新型花式纱与普通赛络纱的条干变异系数的差值增大,较大的后区牵伸倍数对新型花式纱的条干影响较大。
3.2.3 毛 羽
采用YG172A型紗线毛羽测试仪测试新型花式纱和普通赛络纱的毛羽,测试速度30m/min,每次测试10m,每管纱测试10次取其平均值,测试数据见表3。
由表3可知,新型花式纱的毛羽根数与普通赛络纱相差不大。从毛羽[11]的成因来看,由于两组纱线的纺纱工艺参数都相同,故只考虑凹槽对毛羽的影响。当粗纱须条A落进凹槽中,须条不受后罗拉握持,纤维松散,且由于所刻凹槽的表面对须条产生摩擦,纤维进一步松散,成纱毛羽增多。故在制作胶辊表面的凹槽时,尽量利用锉刀使得槽底表面光滑,经过多次的测试和反复打磨,将成纱毛羽降到较低标准。
4 结 论
本文基于赛络纺纱技术,采用在后罗拉上胶辊的表面刻一个90°的凹槽,使得一根粗纱能够在后罗拉转动过程中落入凹槽,粗纱须条受到间断性的后区牵伸,成功纺制出具有外观结构变化的新型赛络花式纱。新型赛络花式纱的外观呈现一种颜色色塊的大小变化,这是所刻一个凹槽造成的,后续可设定不同数量、不同圆心角度和不同位置的凹槽生产不同颜色变化的花式纱线。同时,通过测试新型花式纱与普通赛络纱的性能,可以得出新型花式纱的断裂强度、断裂伸长率、条干均匀度和毛羽与普通赛络纱相比区别不大,说明新型花式纱线的物理性能良好,有较高的生产价值。
参考文献:
[1]肖丰.新型纺纱与花式纱线[M].北京:中国纺织出版社,2008:134-138.
XIAOFeng.NewSpinningandFancyYarn[M].Beijing:ChinaTextile&ApparelPress,2008:134-138.
[2]孙江挺,章友鹤,赵连英,等.色纺企业转型升级途径的探讨[J].棉纺织技术,2020,48(2):30-36.
SUNJiangting,ZHANGYouhe,ZHAOLianying,etal.Discussiononcoloredspinningenterpriseupgradingapproach[J].CottonTextileTechnology,2020,48(2):30-36.
[3]程四新.几种新型花式纱的研发[J].纺织导报,2016(1):70-72.
CHENGSixin.TheR&Dofsomekindsoffancyyarn[J].ChinaTextileLeader,2016(1):70-72.
[4]曹梦龙,徐伯俊,陈伟伟,等.赛络菲尔纺三色花式纱纺纱工艺优化[J].棉纺织技术,2017,45(1):21-25.
CAOMenglong,XUBojun,CHENWeiwei,etal.Spinningtechnologyoptimizationofsirofilspinningthree-colourfancyyarn[J].CottonTextileTechnology,2017,45(1):21-25.
[5]吴爱儿,程四新,王利清.采用环锭纺纱新技术开发新颖色纺纱[J].现代纺织技术,2014,22(2):22-24.
WUAier,CHENGSixin,WANGLiqing.Developmentofnewcoloredspun-dyedyarnwithnewtechnologyofringspinning[J].AdvancedTextileTechnology,2014,22(2):22-24.
[6]桂亚夫.色纺生产工艺流程与新型花式纱线开发[J].棉纺织技术,2017,45(5):1-4.
GUIYafu.Colorspunproductionprocessingandnewfancyyarndevelopment[J].CottonTextileTechnology,2017,45(5):1-4.
[7]詹霞,张毅.段彩纱纺纱风格的探讨[J].纺织导报,2016(2):43-45.
ZHANXia,ZHANGYi.Onspinningdifferentstylesofsegmentcoloredyarn[J].ChinaTextileLeader,2016(2):43-45.
[8]高娜,李强,徐伯俊,等.云纹花色纱的纺制及性能分析[J].丝绸,2017,54(5):24-28.
GAONa,LIQiang,XUBojun,etal.Moirefancyyarnspinninganditsperformanceanalysis[J].JournalofSilk,2017,54(5):24-28.
[9]桂亚夫.纺特色纱用牵伸器材及其技术探讨[J].纺织器材,2013,40(6):40-41.
GUIYafu.Discussionondraftingequipmentandtechnologyforspinningspecialyarn[J].TextileAccessories,2013,40(6):40-41.
[10]王瑞洁,李龙,秦彩霞.采用滑溜牵伸的低比例山羊绒混纺纺纱实践[J].纺织学报,2018,39(6):24-28.
WANGRuijie,LILong,QINCaixia.Spinningoflow-ratiocashmereblendsunderslippingdraft[J].JournalofTextileResearch,2018,39(6):24-28.
[11]杨红英,朱苏康.纱线毛羽[J].纺织学报,2000,21(6):11-14.
YANGHongying,ZHUSukang.Yarnhairiness[J].JournalofTextileResearch,2000,21(6):11-14.
