蚕丝/夜光涤纶混纺纱的纺纱工艺与性能研究
2021-05-07倪海燕李永贵江志威
倪海燕 李永贵 江志威

摘要:蓄能型夜光滌纶纤维是一种功能性环保新材料,其在市场上的应用越来越广。为了进一步提升夜光涤纶纤维的性能,拓宽其市场应用性,文章对夜光涤纶短纤采用蚕丝短纤与其进行混纺。通过发挥蚕丝纤维的优点,提高了夜光涤纶的余辉强度和力学性能,并改善了夜光涤纶短纤纱的外观效果。将蚕丝按不同添加比例与夜光短纤进行混纺,经过清梳联、二道并条、粗纱、细纱等工序纺制成混纺纱线。通过对蚕丝与夜光涤纶混纺纱工艺和纱线性能的分析,结果表明:蚕丝短纤混纺量低于8%时,对夜光混纺纱的发光强度、力学性能及纱线条干均匀性均有提高。
关键词:夜光涤纶;蚕丝纤维;纺纱工艺;发光强度;力学性能
中图分类号:TS106.84
文献标志码:A
文章编号:10017003(2021)04000604
Abstract:Energystorageluminouspolyesterfiberisanewfunctionalandenvironmentallyfriendlymaterial,whoseapplicationinthemarketisbecomingwiderandwider.Inordertofurtherimprovetheperformanceofluminouspolyesterfiberandbroadenitsmarketapplicability,luminouspolyesterstaplefiberisblendedwithsilkstaplefiberinthisstudy.Bygivingfullplaytotheadvantagesofsilkfiber,weenhancetheafterglowstrengthandmechanicalpropertiesofluminouspolyester,andimprovetheappearanceeffectofluminouspolyesterstapleyarn.Thesilkisblendedwithluminousstaplefiber,accordingtodifferentadditionratios,andthenspunintoblendedyarnthroughtheprocessesofblowing-carding,intermediatedrawing,roving,andspinning.Afterananalysisoftheprocessandpropertiesofblendedsilkandluminouspolyesteryarn,theresultsindicatethatwhenthecontentofsilkstaplefiberintheblendedyarnislessthan8%,theluminousintensity,mechanicalpropertiesandevennessoftheluminousstaplefiberyarnareimproved.
Keywords:luminouspolyester;silkfiber;spinningprocess;luminousintensity;mechanicalproperties
作者简介:倪海燕(1980),女,副教授,主要从事纺织新材料与针织技术的研究。
夜光纱是夜光纤维通过一系列的纺纱过程纺制而成的。夜光纤维根据自身内部发光材料所发射光的形式分为自发光型和蓄能型[1],自发光型纤维因为所使用的材料具有放射性,不符合当今环保的主题,所以现在很少使用;而蓄能型纤维是以PET、PP、PA为基体,添加稀土铝酸盐和纳米级助剂,经过特种纺丝工艺制成的具有夜光性能的蓄能纤维。该纤维具有在受光照射时捕集激发态电子,在停止照射后进行持续发光跃迁的功能。荧光纤维只要吸收任何可见光,便能将光能储蓄在纤维中,在黑暗中持续发光且可无限次循环使用。
蓄能型夜光纤维从最初的硫化物体系逐渐发展到铝酸盐体系、硅酸盐体系,再到最新的在铝酸盐体系中加入不同的光色转换剂来产生不同的发光颜色[2]。这极大地丰富了夜光纤维的发光种类及效果,可满足现在社会人们越来越追求自我个性的需求。但夜光短纤维因采用纺丝基体中添加发光材质进行熔融纺丝,纤维强力受影响,故与常规纱线相比,夜光短纤纱普遍存在强力低等问题,这严重影响了夜光短纤纱的应用前景[3-4]。本文为了提高夜光短纤纱的物理性能和余辉强度,通过掺杂蚕丝纤维,采用环锭法纺纱工艺,合理设置各道工序的上机参数,制备了不同比例的蚕丝/夜光涤纶短纤纱。并与纯纺的夜光涤纶短纤纱进行对比,探讨蚕丝纤维的掺杂对夜光短纤纱的发光强度、力学性能及纱线质量的影响。
1 试 验
1.1 试验材料
本试验所选材料为经过切断处理的纤维,纤维均长为38mm,属棉型纤维。其来源和性能指标为:夜光涤纶采用实验室自制的纤维原料,纤维线密度为2.22dtex,断裂强度205cN/dtex,断裂伸长率26.40%;桑蚕丝(吴江市倪氏绢纺厂)为短纤维,平均线密度为2.85dtex,纤维断裂强度3.17cN/dtex,断裂伸长率21.70%。
1.2 纺纱工艺
工艺流程:开清棉→梳棉→并条→粗纱→细纱[5]。通过添加0(纯夜光短纤维纱)、2%、4%、6%、8%、10%不同比例的蚕丝纤维,分别纺制出蚕丝/夜光涤纶短纤混纺纱,混纺纱线线密度为27.82tex。
1.2.1 开清棉工序
开清棉采用DSOp-02小样开松机(天津市嘉诚机电设备有限公司),喂入方式为手动铺层,开松辊转速为280r/min,开松速比为369倍,传动方式为V带、齿轮及链条传动,并具有三台独立工作的电机分别用来控制三个不同的部分,简化了机械传动机构,操作方便,有利于提高开松质量。
1.2.2 梳棉工序
梳棉采用DSCa-01数字式小样梳棉机(天津市嘉诚机电设备有限公司),因不像棉纤维含有多种杂质,本试验中的蚕丝短纤和夜光涤纶短纤在梳理工序中,主要侧重于提高单纤维梳理程度,因此在制定梳棉工艺参数时,遵循“轻定量、慢速度、快转移、中隔距”的工艺原则[6],以减小对纤维的损伤。梳棉主要工艺参数为:梳棉时给棉罗拉速度0.28r/min,刺辊转速260r/min,锡林转速500r/min,道夫转速5.96r/min。梳理后得到的棉网定量为28g/5m,如果出来的棉网容易附着在罗拉上,可以在罗拉上涂抹滑石粉减小纤维和罗拉之间的静电现象,情况严重时可对纤维进行放静电预处理。
1.2.3 并条工序
蚕丝和涤纶纤维经清、梳工序制成的生条已成为连续的条状半成品,但生条中纤维还存在弯钩去屈曲状态,不能满足后续工序的需要。本试验采用DSDr-01数字式小样并条机(天津市嘉诚机电设备有限公司),将生条抽长拉细,使纤维充分混合均匀,此工序对纱线的成纱质量具有很大的影响[7]。为了使其充分牵伸,可以适当增大握持隔距或提高总牵伸倍数使其牵伸开,DSDr-01型数字式小样并条机采用的牵伸形式为四上四下附导向辊、压力棒式双区曲线牵伸。为了更好地得到混合均匀的纱线,采用二道并条工序[8],并条并合根数均采用6根。头并主要工艺参数为:出条速度10m/min,后区牵伸倍数1.45,牵伸隔距45×50mm,定量23.0g/5m;二并主要工艺参数为:出条速度10m/min,后区牵伸倍数1.40,牵伸隔距45×50mm,定量21.2g/5m。
1.2.4 粗纱工序
在粗纱工序中为防止意外牵伸而带来的条干恶化,采用“大隔距、重加压”的工艺原则,同时适当加大粗纱的捻系数,这样既可保证粗纱形成于细纱退绕时不至于产生意外牵伸,又有利于细纱后区牵伸中纤维的控制。本试验采用DSRo-11数字式小样粗纱机(天津市嘉诚机电设备有限公司),其有七台伺服电机独立传动方案,锭翼形式为悬锭,喂入装置为高架式单列导条辊,传动方式为齿形带及齿轮传动,牵伸形式为四罗拉双短皮圈牵伸形式,其中有四台电机专门用于控制纺纱速度,可以通过调节这四台伺服电机的转速来调整纺纱工艺,改变纱线粗细及牵伸倍数。工艺参数为:条子单重21.2g/5m,捻系数90,捻度40.25T/m,总牵伸倍数7.38,前区牵伸倍数1.23,后区牵伸倍数1.05,锭翼转速300r/min,胶圈钳口偏大掌握,罗拉加压较棉纺偏大。
1.2.5 细纱工序
细纱工序采用DSSp-01数字式小样细纱机(天津市嘉诚机电设备有限公司)进行细纱试验。在细纱牵伸过程中,设计合理的上机参数,保持牵伸力和握持力两者之间的平衡,使纤维有规律地向前运动,均匀地抽长拉细,同时给牵伸后的须条进行加捻,提高其强度。由于前区牵伸控制较强[9],即设定总牵伸倍数为18.50;为了有效控制后区纤维的运动,降低牵伸不匀率,减少成纱细节,提高纱线条干均匀度,设定较小的后区牵伸倍数为1.20。在细纱试验过程中适当降低锭速和前罗拉转速,有利于牵伸稳定,降低细纱断头。细纱试验具体工艺参数为:前、中罗拉隔距55mm,中、后罗拉隔距63mm,钢丝圈型号C型4/0,牵伸倍数18.50,后区牵伸倍数1.20,加捻系数350,罗拉加压比棉纺大,捻度66T/m,锭速8000r/min。
1.3 性能表征
1.3.1 断裂强力测试
参照GB/T3916—1997《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定》。选择电子万能材料试验机(美国英斯特朗公司)的模式为单根纱线断裂强力,预载荷2cN/tex,标距500mm,速度500mm/min[10]对纱线进行测试。
1.3.2 余輝特性测试
采用的PR-305长余辉荧光粉测试仪(杭州浙大三色仪器有限公司)对纱线的余辉特性进行测量。设置测试参数:激发时间15min,等待时间10s,余辉采样时间60min,激发照度1000lx,采样间隔1s[11]。
1.3.3 沸水收缩率测试
沸水收缩率采用YG(B)086缕纱测长仪(温州市大荣纺织仪器有限公司)和HH-4恒温水浴锅(常州市金坛友联仪器研究所),按国家标准GB/T3291.1—1997《纺织纺织材料性能和试验术语第1部分:纤维和纱线》进行测试。
1.3.4 条干均匀度测试
参照GB/T3292.1—2008《纺织品纱线条干不匀试验方法第1部分:电容法》进行测试。采用YG136型电容式纱线条干仪(常州金松纺织仪器有限公司)测试纱线条干CV值和细节、粗节、棉结的指标。纱线退绕速度400m/min,时间1min,量程±100%。试验和测试环境温度(20±2)%,相对湿度(65±3)%。
2 结果与分析
2.1 纱线力学性能
各混纺比纱线试样的拉伸性能结果如表1所示。通过与纯纺夜光纱线最大断裂强度比较可知,随着蚕丝掺杂量的增加,混纺夜光涤纶纱的断裂强力要稍稍优于纯纺的纱线,这说明掺杂蚕丝可以提高夜光短纤纱的力学性能;而随着蚕丝混纺比例上升,夜光短纤纱力学性能会下降,分析认为是蚕丝纤维的断裂强度大于夜光短纤纱,少量的蚕丝会提升纱线的强度,但是随着蚕丝混纺量的增加,纤维间的抱合力降低,则会出现随着蚕丝纤维添加比例的增加,夜光短纤纱的断裂强力反而降低的现象。
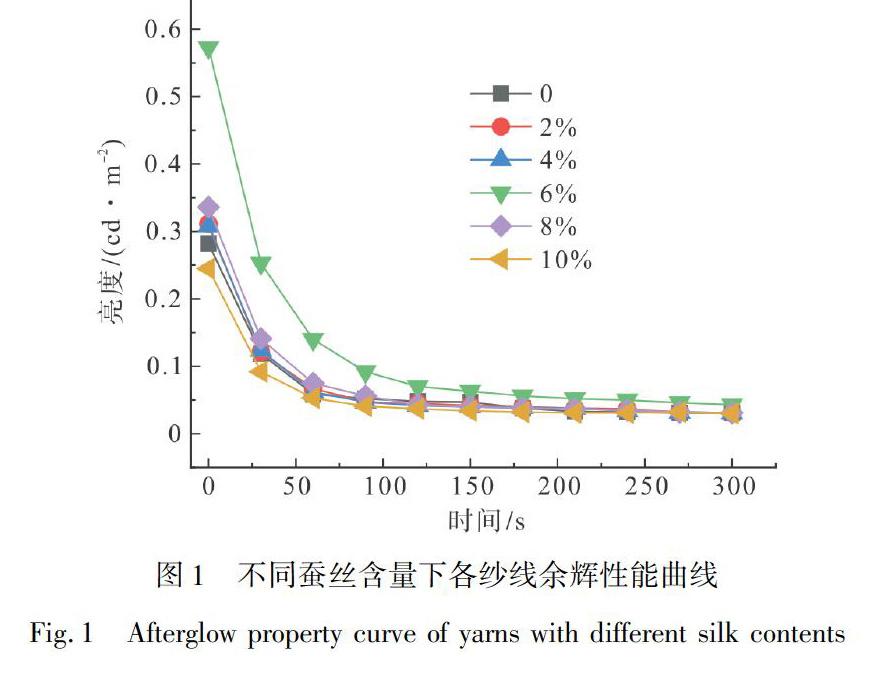
2.2 纱线余辉性能
观察图1可以看出,添加蚕丝短纤可以提高夜光涤纶纱的余辉强度,当蚕丝比例为6%时,其余辉强度达到最高,之后开始呈下降趋势。通过分析,这是因为蚕丝短纤的横截面呈扁平多棱三角形,如同钻石的结构,具有较强的折光性,故添加少量的蚕丝短纤可以提高夜光短纤纱的余辉强度。随着蚕丝短纤添加比例的增加,纱线中夜光短纤的含量减少,故混纺纱的余辉强度呈下降趋势。
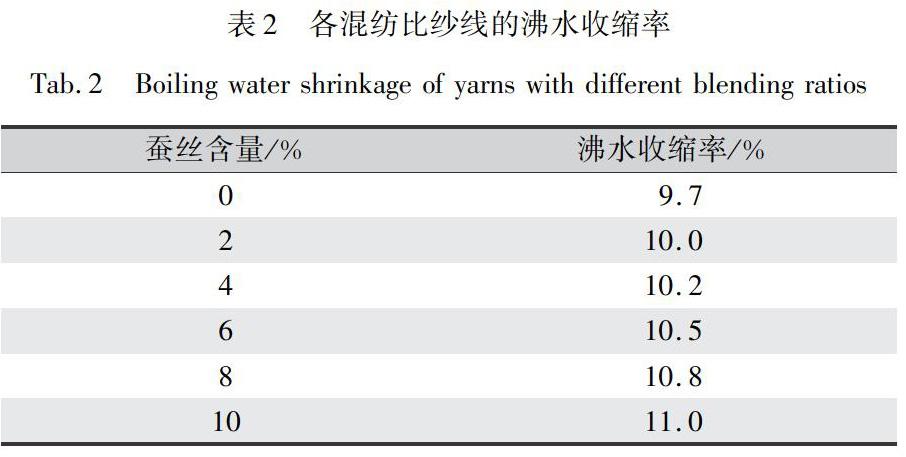
2.3 沸水收缩率
各混纺比纱线沸水收缩率如表2所示。
通过表2可知,纯纺夜光涤纶短纤纱沸水收缩率较高,而随着蚕丝短纤维添加比例的增加其沸水收缩率呈上升趋势。分析认为,这是由于蚕丝短纤维的耐热性较涤纶差,在100℃的温度下煮沸30min,蚕丝表面的丝胶在高温下被熔化,纤维变形严重,则会出现随着蚕丝短纤比例的增加沸水收缩率上升的现象。
2.4 纱线条干均匀性
纱线的条干不匀是指纱线的线密度不匀,本试验不同混纺比纱线的纱线条干均匀度测试结果如表3所示。整体来看,纱线的条干不匀性变异系数不明显,随着蚕丝混纺量的增加,纱线的不匀指标稍有差异。分析认为是由于混纺纤维存在长度和线密度的差异,在环锭纺纱过程中,纤维在加捻三角区因受张力和纱线加捻的作用发生转移现象,纤维会从内到外、再从外到内发生移动,使纤维在纱线中分布更均匀,进一步提高混纺纱的条干均匀性。
3 结 论
蓄能型夜光涤纶纤维是一种功能性环保材料,社会需求越来越广泛。本文通过涤纶短纤和蚕丝短纤进行混纺,提高夜光纱的综合性能。研究了该混纺纱的纺纱工艺,并对纱线的性能进行测试分析,得出了对该混纺纱实际生产和应用具有指导意义的结论。
1)采用蚕丝短纤维与涤纶短纤维进行混纺,在纺纱过程中纤维的静电现象比较严重,对纤维要采用抗静电预处理;在并条、粗纱阶段,要注意对罗拉、胶棍进行酸处理,以保证纺纱的顺利进行。纺纱中最主要的是要控制好车间的温湿度和纺纱过程纤维缠罗拉的现象。
2)对夜光混纺短纤纱进行力学和发光性能测试,结果表明通过掺杂蚕丝短纤可提高混纺纱的力学性能和发光性能。随着蚕丝含量的增加,纱线的力学性能有所提高,但蚕丝添加量不宜超过8%。同时,蚕丝的掺入会对纱线发光性能产生影响,当蚕丝短纤以6%的比例添加时,混纺纱的余辉强度最高。
3)通过对夜光混纺纱进行沸水收缩率试验和纱线条干均匀性试验,得知夜光涤纶短纤纱随着掺杂蚕丝纤维量的增加,沸水收缩率会微微增大。纱线的条干均匀性随着蚕丝含量的增加有逐渐改善,蚕丝纤维的混纺可提高夜光涤纶短纤纱的条干性能。
参考文献:
[1]邢琳,王聪慧,李红,等.稀土夜光纤维的发光机理与制备研究进展[J].化工新型材料,2019,47(2):244-246.
XINGLin,WANGConghui,LIHong,etal.Researchprogressonluminescencemechanismandpreparationofrareearthluminousfiber[J].NewChemicalMaterials,2019,47(2):244-246.
[2]陈志.香豆素类光色转换剂对夜光纤维用SrAl2O4:Eu2+,Dy3+的光色红移影响研究[D].无锡:江南大学,2018.
CHENZhi.StudyontheEffectofCoumarinLightColorConversionAgentontheLightRedShiftofSrAl2O4:Eu2+,Dy3+forLuminousFiber[D].Wuxi:JiangnanUniversity,2018.
[3]高雪妮,孟家光,于景超.夜光纤维及纱线的性能研究与面料开发[J].针织工业,2013(2):26-29.
GAOXueni,MENGJiaguang,YUJingchao.Studyofluminescentfiberandyarnpropertiesanditsfabricdevelopment[J].KnittingIndustry,2013(2):26-29.
[4]杨丽月,靳晓晴,杨庆斌.夜光纤维的基本性能研究[J].山东纺织科技,2017,58(3):11-13.
YANGLiyue,JINXiaoqing,YANGQingbin.Researchesonbasicpropertiesofluminousfiber[J].ShandongTextileScienceandTechnology,2017,58(3):11-13.
[5]刘月玲,齐琳,张海洋,等.丝光羊毛/蚕丝纤维赛络纺混纺纱线工艺研究[J].毛纺科技,2016,44(10):1-5.
LIUYueling,QILin,ZHANGHaiyang,etal.Researchofmercerizedwool/silkfibersirospinningblendedyarn[J].WoolenTextileScienceandTechnology,2016,44(10):1-5.
[6]潘涛,江慧,傅婷,等.聚酰亚胺纤维纺纱工艺研究與纱线性能分析[J].纺织器材,2015,42(4):22-26.
PANTao,JIANGHui,FUTing,etal.Analysisofpolyimidefiberspinningtechnologyandyarnproperties[J].TextileEquipment,2015,42(4):22-26.
[7]罗建红,冉隆奎.对梳棉附加分梳板针布齿条前角的理论探讨[J].纺织器材,2003(2):8-10.
LUOJianhong,RANLongkui.Theoreticalapproachintothefrontangleofcardwiresforadditionalcaringmachine[J].TextileEquipment,2003(2):8-10.
[8]赵书国.变支变捻环锭纺竹节纱的研制[D].苏州:苏州大学,2008.
ZHAOShuguo.DevelopmentofVariable-BranchedandTwistedRing-SpunSlubYarn[D].Suzhou:SoochowUniversity,2008.
[9]李志刚.细纱机纺纯涤纶纱后区牵伸工艺优化的生产实践[J].北京纺织,2002(6):19-20.
LIZhigang.Productionpracticeofdraftingprocessoptimizationinthebackareaofspinningpurepolyesteryarn[J].BeijingTextile,2002(6):19-20.
[10]蒋卫华.蚕丝/涤纶短纤维混纺纱及其针织物的性能研究[D].无锡:江南大学,2008.
JIANGWeihua.StudyonthePropertiesofSilk/PolyesterStapleFiberBlendedYarnandItsKnittedFabric[D].Wuxi:JiangnanUniversity,2008.
[11]钱欣欣,周聪,朱亚楠,等.红色偶氮颜料掺杂对稀土铝酸锶发光材料的红移影响[J].材料导报,2011,25(S2):316-318.
QIANXinxin,ZHOUCong,ZHUYanan,etal.Redazodyedopingofrarerarthaluminatesstrontiumluminescencematerialsredshiftinfluence[J].MaterialsReview,2011,25(S2):316-318.
