天丝短纤棉纺精梳工艺研究
2021-05-07贾国欣任家智
贾国欣 任家智
摘要:为了获得天丝短纤的棉纺精梳优化工艺,采用理论分析与试验研究的方法,通过天丝短纤的纤维性能测试与对比,设计相应的精梳工艺,并通过调节精梳机的落棉隔距、车速、曲柄半径等工艺参数,进行天丝短纤的精梳生产试验。结果表明:小卷定量小于65g/m,采用前进给棉,给棉长度4.3mm,顶梳插入深度-0.5,分离罗拉定时调节盘搭接刻度+1.5,落棉隔距10mm,,曲柄半径55mm,车速280钳次/min的工艺方案时,精梳机落纤率为4.78%,精梳条条干CV为4.81%,精梳条总棉结数为11个/g,保证了低落纤率的基础上,有较好的精梳质量。
关键词:天丝短纤;纖维特性;精梳工艺;条干CV;落纤率
中图分类号:TS114.2
文献标志码:A
文章编号:1009-265X(2021)01-0027-04
Abstract:InordertorealizecombingprocessoptimizationofTencelstaplefiber,acombingprocesswasdesignedbasedonfibrepropertytestandcomparisonofTencelstaplefiberbycombiningtheoreticalanalysisandexperimentalstudymethods,andcombingproductiontestingofTencelstaplefiberwasconductedwiththenoilgauge,speedandcrankradiusofcomberadjusted.Theresultsshowthatthenoilrateofcomberis4.78%,theevennessCVofcombingsliveris4.81%andthetotalnepnumberofcombedsliveris11/gifthelapquantumislessthan65g/m,feedinglengthis4.3mmwithforwardfeeding,theinsertingdepthoftopcombis-0.5,thelapscaleofthedetachingrollertimingadjustmentpanelis+0.5,noilgaugeis10mm,crankradiusis55mm,andspeedis280r/min.Thisprocessguaranteeslownoilratebutgoodcombingquality.
Keywords:Tencelstaplefiber;fiberproperties;combingprocess;evennessCV;noilrate
作者简介:贾国欣(1975-),女,河北石家庄人,副教授,硕士,主要从事新型棉纺工艺与设备方面的研究。
天丝是由可持续生长的木材制成的一种新型纺织原料,属于可再生纤维素纤维,对环境不会带来任何的危害,属于绿色纺织品[1-2]。天丝纤维具有天然纤维和合成纤维的优良特性,不仅有着棉的舒适性,真丝的柔软垂坠和独特触感,还有着毛织物的豪华美感[3-4]。其应用前景广泛。
生产调研发现,天丝短纤纱采用棉纺普梳工艺流程纺制,与其他纤维的混纺织物在后整理过程中会出现褶皱现象,而采用精梳工艺流程加工的天丝纱,其混纺织物在后整理中很少出现起皱现象,可显著提高产品的档次,更好地满足用户的高质量要求。刘允光[5]认为将精梳工序引入棉型化纤纺纱流程是提高棉型化纤纺纱质量的一项有效技术手段,通过精梳,不仅可以减少并丝和残留的少量杂质,而且能够提高纱线的均匀度,改善面料的手感和风格,所纺产品染色的均匀性、一致性、鲜艳性也明显提高,布面风格得到改善。薛庆[6]认为利用精梳设备加工棉型化纤,能够减少后道工序牵伸过程中棉结、粗细节的产生,研制了纺棉型化纤用整体锡林和顶梳并进行了精梳实践检验。陈宇恒[7]以“降低涤纶精梳落纤率,减小分离牵伸力”为目标,分析了棉型涤纶精梳相关机构定时的选择,探讨了纤维特性及精梳工艺参数对分离牵伸力的影响,优选了涤纶精梳工艺参数。张海洋[8]探讨了棉纺精梳机上汉麻/棉混纺精梳的优化工艺参数,精梳低落麻技术,并设计出一套汉麻/棉混纺精梳专用的锡林及顶梳梳理专件,提高汉麻/棉混纺精梳纱的质量及汉麻纤维的含量。本文依据天丝纤维的性能特征,研究天丝短纤的棉纺精梳工艺,并进行生产试验,优选出适合天丝精梳的工艺方案,为棉纺厂的天丝短纤生产加工提供指导。
1原料性能
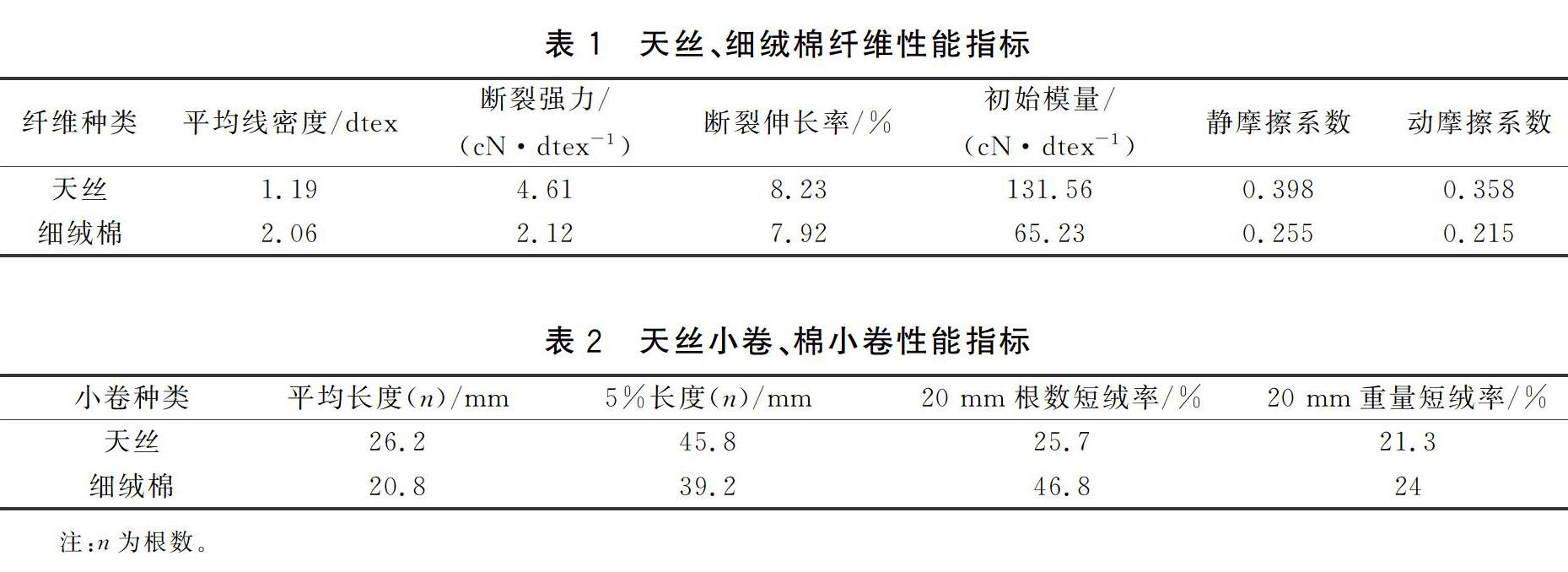
棉纤维的精梳加工工艺当前已经成熟,而天丝作为一种再生纤维素纤维,其短纤的棉纺精梳加工工艺仍在探索阶段。纤维的性能指标是纺纱应用的基础,因此,研究分析天丝短纤的性能指标,对比其与棉纤维性能的差异,可为天丝短纤的精梳加工工艺研究提供良好的理论依据[8]。根据相关测试标准,对天丝短纤、细绒棉纤维原料进行物理机械性能等相关指标测试。天丝、细绒棉的性能测试指标如表1所示,天丝小卷和细绒棉小卷性能指标见表2。
由表1可知,天丝纤维的平均线密度小于细绒棉,断裂强力却显著高于细绒棉,说明天丝纤维较细,但强度却高;天丝纤维的静摩擦系数和动摩擦系数均大于细绒棉纤维,在精梳小卷定量相同的情况下,纤维越细,小卷断面内的纤维根数就越多,纤维根数多,摩擦系数大,在梳理的过程中,须丛受到的梳理力就越大;纤维的断裂伸长率可以用于表征纤维的柔软性能和弹性,天丝和细绒棉的断裂伸长率相近,天丝和细绒棉具有相近的柔软性和弹性;初始模量表征纤维对小形变的抵抗能力,纤维的初始模量越大,越不易变形,天丝纤维的初始模量大于细绒棉,说明天丝不易伸长变形。由表2可知,天丝小卷的纤维平均长度及5%纤维长度都高于细绒棉小卷,20mm短绒率小于细绒棉小卷,表明天丝小卷纤维较长且长度整齐度好。
2天丝短纤精梳工艺参数设计
由于天丝小卷纤维长、整齐度好且短绒率低,因此,天丝短纤精梳加工应在保证天丝精梳低落纤率
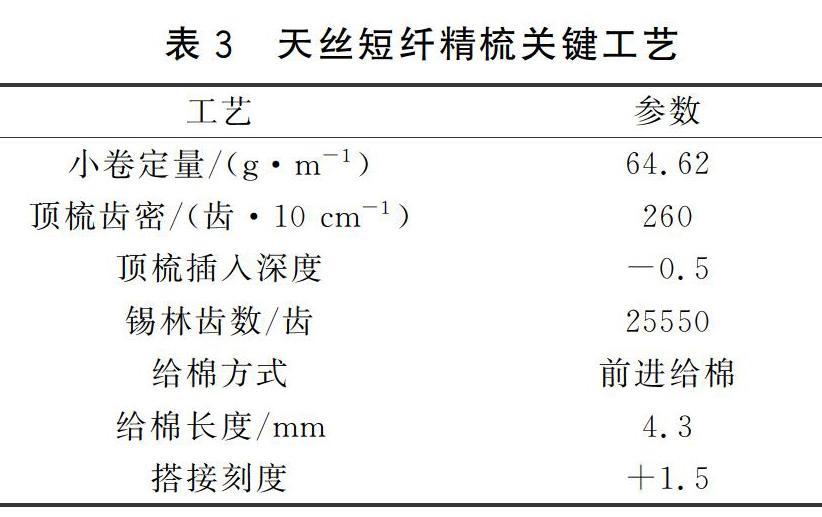
的基础上,实现天丝精梳梳理、分离、牵伸的顺利进行。天丝短纤纤维长度较长,整齐度好,且摩擦系数大,锡林梳理负荷较大,分离牵伸过程中的牵伸力较大,易导致牵伸不开、分离罗拉输出纤网破洞等现象。为减轻工作过程中的梳理力、牵伸力,天丝精梳小卷应采用轻定量。顶梳在分离牵伸过程中起到了附加摩擦力界的作用,插入深度越深,附加摩擦力界强度越强,分离过程中牵伸力越大,因此,天丝精梳应采用较浅的顶梳插入深度。与细绒棉小卷相比,天丝小卷短绒、棉结含量较少,天丝精梳的主要任务是提高纤维伸直、平行、分离度,使纤维单根化,改善纤维在须丛中的排列形态,为了降低天丝的落纤率,应选择较低的锡林齿密,并采用前进给棉方式。天丝纤维长度较长,精梳原料纤维较长时,分离罗拉输出纤维网易出现“鱼鳞斑”,横条弯钩现象[9-11],为了减弱、消除这种情况,分离罗拉顺转定时应提早采用较短的给棉长度。依据上述分析,天丝短纤精梳关键工艺参数如表3。
3试验设计
3.1精梳天丝小卷的加工
试验用天丝小卷采用并条机—条并卷联合机工艺路线加工。为了达到天丝小卷定量64.62g/m的要求,同时为了防止生条在并条机牵伸过程中发生断裂,设定梳棉生条定量17.8g/5m,并条机采用5根条子并和,总牵伸倍数5的加工工艺。条并卷联合机采用26根条子并和,总牵伸倍数1.432的加工工艺,为了防止台面纤维网断裂,台面张力牵伸倍数小于1。
3.2试验方案
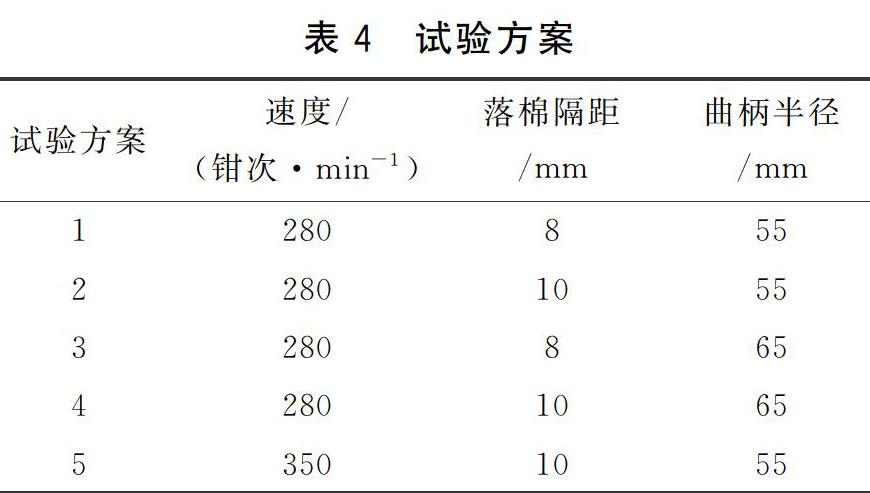
天丝短纤精梳加工应在保证天丝精梳低落纤率的基础上,获得较好的精梳质量。天丝纤维长度较长,在精梳过程中分离罗拉输出纤维网易出现横条弯钩现象,落棉隔距、曲柄半径对精梳落纤率有影响,同时也影响分离罗拉输出纤维网的质量,车速通常影响生产质量及生产效率。为了确切判断上述精梳工艺对精梳质量的影响规律,优选出合适的参数值,因此设定如表4所示的试验方案。
在原料、纺纱工艺流程及纺纱专件不变的情况下,在同一台精梳机上采用不同的车速、落棉隔距、曲柄半徑分别进行精梳试验(其他精梳关键工艺参数设定如表3),对精梳质量指标进行测试、分析、对比,优选出适合天丝短纤精梳加工的工艺值。
3.3质量指标及测试仪器
AFISPRO2单纤维测试仪:测试精梳条中的总棉结数、纤维棉结数、籽棉棉结数、总杂质、上四分位长度;20mm以下短绒率;USTERME100条干均匀度测试仪:精梳条条干均匀度;电子天平:落纤率。
4结果与分析
4.1精梳质量指标分析
不同试验方案的质量指标测试结果如表5所示。精梳加工试验在笔者所在学院实验室精梳机台上完成,实验室温湿度控制能力劣于棉纺企业,因此可能造成精梳制品质量指标差于相应条件下的企业制品质量指标现象。
由表5可知,车速相同的情况下,不论曲柄半径如何变化,随着落棉隔距的增加,落纤率增大,精梳条的条干CV值变小,精梳条的总杂质个数、棉结个数减少,精梳条的短绒含量降低,上四分位长度变长。说明落棉隔距越大,精梳条的条干均匀度越好,精梳条的含杂越少、短绒越少。在上述试验方案下,落纤率最大值为5.07%,满足天丝精梳低落纤率的要求。因此,落棉隔距可适当选择较大的数值,来满足更高的质量要求。
车速、落棉隔距相同,曲柄半径增大,落纤率增大,精梳条条干CV值相近,精梳条的总杂质和总棉结数增多,精梳条的短绒含量降低、上四分位长度变长。曲柄半径增大后,钳板的摆动动程增大,摆动加速度增大,钳板振动增加[12-13],因此,造成精梳落纤率增大的同时精梳条结杂增多。可知,天丝精梳时,选择较短的曲柄半径,即可以保证较低的落纤率,同时又提高精梳质量。
落棉隔距,曲柄半径相同,车速提高,精梳落纤率稍有降低,精梳条总杂质和总棉结数增多,精梳条短绒含量增多,天丝短纤的精梳质量下降,因此,在满足产量要求的前提下,精梳机车速可适当降低。
4.2精梳纤维网质量分析
天丝小卷纤维平均长度较长,精梳原料纤维较长时,分离罗拉输出纤维网易出现“鱼鳞斑”,横条弯钩现象,上述试验方案1、方案3、方案5的分离罗拉输出的纤维网如图1所示。
由图1可知,天丝精梳分离罗拉输出纤维网存在轻微横条弯钩现象,这与原料纤维的长度、特性有关。方案1的纤维网弯钩现象重于方案3,说明曲柄半径长度对输出纤维网弯钩有影响,曲柄半径越短,纤维网弯钩现象越重;方案5的分离罗拉输出纤维网弯钩现象最不明显,说明落棉隔距对纤维网弯钩的影响程度较大,落棉隔距变大时,纤维网横条弯钩现象显著改善。天丝短纤精梳纤维网虽有弯钩,但现象并不严重,而且通过精梳制品的质量指标测试结果可知,弯钩并没有对精梳质量造成显著影响,因此在天丝精梳工艺选择时,可选择较短的曲柄半径,较大的落棉隔距及较低的车速。
5结论
生产企业的调研中发现,采用棉纺体系加工天丝短纤,普梳天丝短纤纱的混纺织物在后整理过程中出现褶皱现象,而精梳天丝短纤纱的混纺织物起皱现象显著改善且织物染色性能好,光泽亮度高。对天丝短纤的棉纺精梳工艺进行了理论分析与试验研究,结论如下。
a)天丝短纤纤维长度长,整齐度好,摩擦系数大,在精梳过程中易出现牵伸不开、分离罗拉输出纤网破洞、纤维网横条弯钩、可纺纤维流失等现象。
b)在保证天丝精梳低落纤率的基础上,为了获得较好的精梳质量,精梳工艺应采用较小的小卷定量,较浅的顶梳插入深度,较稀的锡林齿密,较早的分离罗拉顺转定时,前进给棉、短给棉,较短的曲柄半径,较低的车速,较大的落棉隔距。
c)天丝短纤棉纺精梳过程中分离罗拉输出纤维网有横条弯钩现象,落棉隔距放大,曲柄半径增大时,可改善纤维网横条弯钩现象,精梳纤维网的横条弯钩现象对最终精梳制品的质量无显著影响。
参考文献:
[1]刘伟.绿色纤维天丝纱(Tencel)的生产实践[J].现代纺织技术,2008(6):22-24.
[2]董家瑞.Tencel纤维及产品近期动向[J].纺织信息周刊,2000(43):14-15.
[3]崔志英,薛美君,赵虹,等.绿色环保型针织服装的面料服用性能研究[J].东华大学学报,2006,32(2):124-126.
[4]赵虹.环保型针织服装的面料实验研究与产品开发方案[D].上海:东华大学,2003:13-15.
[5]刘允光.国产精梳机的技术近况与发展趋势[J].棉纺织技术,2019,47(7):82-84.
[6]薛庆.纺棉型化纤用精梳整体锡林和顶梳的设计与配套[J].纺织器材,2018,45(2):76-80.
[7]陈宇恒.涤棉精梳混纺工艺研究[D].郑州:中原工学院,2016:24-27.
[8]张海洋.汉麻/棉混纺精梳关键技术的研究[D].郑州:中原工学院,2016:8-11.
[9]刘允光,唐博,吕恩胜.改善精梳棉网清晰度的措施[J].棉纺织技术,2018,46(2):33-37.
[10]刘荣清.精梳棉条条干不匀率探析[J].现代纺织技术,2007(1):16-20.
[11]肖际洲,段昕,归玉成,等.降低精梳条干不匀率的技术措施[J].棉纺织技术,2016,44(10):52-55.
[12]任家智.E7/5型精梳机钳板传动机构分析[J].棉纺织技术,1998,16(6):16-20.
[13]贾国欣,任家智.精梳机曲柄半径对钳板机构运动性能的影响[J].河南工程学院学报,2011,23(2):6-10.
