大曲率整体蒙皮镜像加工工艺数模设计技术
2021-05-07杨开海雷玉如李仁花张文俊陈志敏
杨开海 , 雷玉如 , 李仁花 , 张文俊 , 陈志敏
(航空工业洪都工艺装备技术中心,江西 南昌 330024)
传统的飞机蒙皮加工工艺涉及化铣、成型、数控加工等多个环节,存在工艺协调性差、加工精度难保证和环境污染等问题。蒙皮镜像铣加工设备,在大飞机蒙皮零件铣切减重区域、切通窗、切边及钻孔等工艺中广泛使用,实现了大飞机蒙皮的精确、高效、绿色制造[1]。可将其制造技术运用在某机型机身整体蒙皮加工中时,铣刀支臂与蒙皮相碰,铣切加工无法进行。经查看机身整体蒙皮外形,发现此机身整体蒙皮,尺寸大,曲率大,半径小,外形陡峭式变化且凸凹相间,不符合镜像加工的基本条件。采用蒙皮过渡工艺数模的设计技术,通过对零件数模曲率的改变,重新构建满足镜像铣加工条件的过渡工艺数模,用于镜像铣切,完成整体蒙皮的制造[2]。对提高小型飞机整体蒙皮的加工质量,缩短整体蒙皮制造周期,有着重大的适用与经济价值。
1 机身整体蒙皮外形与结构特征

图1 某型号机身蒙皮的产品数模
机身整体蒙皮是集蒙皮、口框、连接带板为一体的整体构件,代表着现代飞机设计的发展方向,在减轻飞机重量及提高零件抗疲劳性方面有着较大的优势。如图1所示为典型机身整体蒙皮零件。
2 采用镜像铣切工艺后的整体蒙皮零件加工流程
大曲率整体蒙皮加工先后顺序依次为下料、预成型、定位孔、吊装标识孔、镜像铣切、二次成型、切边、检验。从采用镜像铣切工艺后的大曲率整体蒙皮加工流程可以看出,过渡工艺数模用于设计与制造预成型模具及镜像铣切减重区与开孔[3]。
3 过渡工艺数模交接状态内容(工艺要求)
1)零件长度单边留230mm余量,宽度单边80mm余量。2)制出2-φ8定位孔,二次成型使用的定位孔耳片。3)制出φ8标志孔,距离毛坯边缘线10mm。4)工艺数模满足R>600,表面光顺无凹凸变化。
4 过渡工艺数模的设计
大曲率整体蒙皮过渡工艺数模的设计,首先需要从产品数模中提取有效元素建立一个符合要求的过渡外形面,在过渡外形面的基础上实现零件模型重构,然后按照交接状态要求添加工艺特征,最后完善与规范过渡工艺数模。设计过程依次为提取原始数模有效元素,建立过渡外形面,重构数模特征,添加工艺特征等步骤。
4.1 过渡外形面的设计
过渡外形面的设计,主要是变形面的创建,是大曲率整体蒙皮过渡工艺数模建立最关键的一个步骤,也是其他设计步骤的基础,决定了数控镜像铣加工能否实现。在设计过渡外形面的同时需考虑工艺要求。
4.1.1 初始过渡外形面的创建
以某型号机身整体蒙皮过渡工艺数模设计为例。选择典型框切面曲线,纵向基准选择长桁曲线,通过改变曲线曲率,保证与原始弧长相等,3点确定样条方式,创建框切面修正样条,以框切面修正样条为截面曲线,长桁为引导线建立一个初始过渡外形面。具体建模步骤如下:
1)在CATIV5 创成式外形设计模块环境下,抽取框及长桁轴线样条曲线。
2)经检测框原始样条和长桁轴线样条凹凸相间,局部R<600mm。在弧长相等的前提下,对框处长桁原始样条上的点进行放弃或修改,使长桁样条线保凸光顺,R>600mm。
3)各框切面原始样条线曲线首点与末点连线L1(其中框切面样条以调整后的样条曲线首点与末点连线),通过首末点按一定角度建立工具体两直线L2及L3,作L1平行线L4,两端延伸至L2、L3,以L2、L3与延伸线的两交点及基准长桁点,3点确定一根修正样条。
4)以框修正样条为截面,调整后长桁为引导线建立一个外形面即为初始过渡外形面,如图2所示。
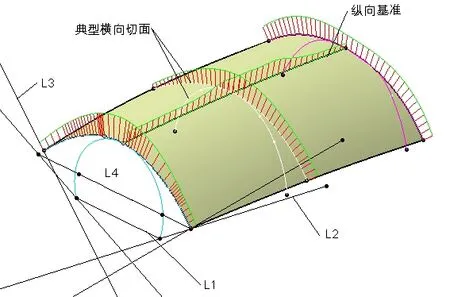
图2 初始过渡外形面图
4.1.2 调整纵向长桁和横向框轴线
框平面及长桁平面同初始过渡外形面相交得到的框轴线和长桁轴线不能满足要求,需要以新的方式获取并进行调整,步骤如下:
1)按相交命令在初始过渡外形面上重新获取过渡数模的中间框切面外形。
2)各切面以基准长桁为基准点,以弧长相等为条件,获取各切面上的长桁交点,用样条命令得到各长桁轴线。
3)纵横向曲线曲率光顺检测。同样通过调整平行线和直线的角度,修正纵向长桁样条线在各框轴线的交点位置,直到各切面间长桁轴线弧长与原始长桁曲线弧长相等并光顺,各长桁轴线间框切面弧长与原始框曲线相等并光顺止[4]。
4.1.3 建立过渡外形面
以所有调整后的修正框轴线为截面,修正长桁轴线为引导线重新建立一个保凸光顺,R>600mm的外形面即为过渡外形面。
4.1.4 过渡外形面的弧长检测
分别对过渡外形面上长桁的总弧长和各框切面间长桁的弧长进行检测。
长桁总弧长偏差较大,某长桁在过渡外形面的边缘部位,在数模有效外形之外,最大误差位于框切面间,影响较小。弧长变化主要由曲率和半径的变化引起。
4.1.5 过渡数模的重构
在CATIA V5零件模块中实现过渡数模的重构。先将前文建立好的外形面内法向增厚2.4mm,然后按照原始数模的建模步骤,以过渡外形面上调整好的修正框轴线和长桁轴线为基准,通过曲面增厚和布尔操作等命令进行过渡数模口盖孔和铣切区的重构。通过倒角的方式生成底角、转角等各种倒角和圆角,完善过渡数模。
4.2 添加工艺特征
按交接状态要求做出定位孔、标志孔等工艺孔,给出两个定位孔耳片边缘线,提取零件边缘线、装配余量线,并置于相应的几何图形集,添加工艺特征后的过渡工艺数模。
5 零件误差分析
对过渡数模和产品数模分别进行尺寸检测,过渡数模和产品数模的口盖孔和铣切槽尺寸检测。经检测外形轮廓最大误差在斜切面部位,斜切部位多属材料流动区域,弧长变化主要是由曲率变化及与其他零件斜切面相交引起的。同时原始曲面扭曲较大,凹凸不光滑,过渡曲面保凸光滑也会引起弧长的变化。通过放加工余量的方式,修正过渡工艺数模的误差。
在相同密度下,测量得出产品数模质量为4.322kg,过渡数模质量为4.326kg,质量增加0.004kg。通过CATIA测量得出产品数模质量外形面总面积为2.357m²,过渡数模质量外形面总面积为2.358m²,面积增加0.001m²。质量和面积的误差均控制在零件制造误差之内。
6 结束语
通过大曲率整体蒙皮过渡工艺数模的设计,使整体蒙皮从原曲面凹凸相间,曲率较大,半径较小转换为保凸光顺,R>600mm的过渡工艺数模,解决了在数控镜像铣加工型面与铣刀刀轴相碰的问题,将数控镜像铣加工技术应用到小飞机机身整体蒙皮的加工制造中。本项目已通过工程部及使用单位专家评审,且过渡工艺数模已投入生产使用,镜像铣加工效果良好。
