轧制工艺对SCM435钢种过程轧件质量的影响
2021-04-29吴振平朱兴安
张 杰 吴振平 朱兴安
(宝山钢铁股份有限公司钢管条钢事业部条钢部 上海:201900)
SCM435钢种属合金冷镦钢,钢种强度较高,一般用于制造汽车用10.9级和12.9级高强度紧固件,包括六角法兰及组合螺栓、缸盖及贯穿螺栓等零件。SCM435钢种含Cr、Mo、Mn、Si等化学元素,强度可达到1000MPa左右。由于该钢种较硬,在轧制过程中变形抗力和轧制宽展较大,所以对轧机断面尺寸控制有一定的要求。在轧制过程中,过程轧件表面出现的细线缺陷,若经后续道次轧制消除不掉,在成品冷镦时易产生开裂问题,影响下游用户的使用质量。本文以SCM435钢种为研究对象,在原料质量正常的前提下,研究不同线材轧制工艺控制对SCM435钢种过程轧件质量的影响。
1 试验材料及方法
试验材料SCM435钢种化学成分见表1。在SCM435轧制试验过程中,粗轧机断面设定如表2中所示,试验分8组。对粗轧机之后的轧件取样,进行360°表面质量磁探确认,并对每组取样表面缺陷进行数量统计和形貌描述,详见表2。

表1 SCM435钢种化学成分及性能
2 试验结果
从表2中过程轧件缺陷数和形貌来看,第1组(1架放料,2架与3架收料)及第8组(1架、3架放料、2架收料)是最优的两组方案,缺陷数相对少且缺陷轻微,经后续道次轧制缺陷能够消除。其它组试验方案产生的缺陷相对较多,详见表3。其中,较为严重的缺陷2条180°对称线缺陷和3条线缺陷(两条180°对称和1条在天地),该类缺陷需要进行调整和控制。
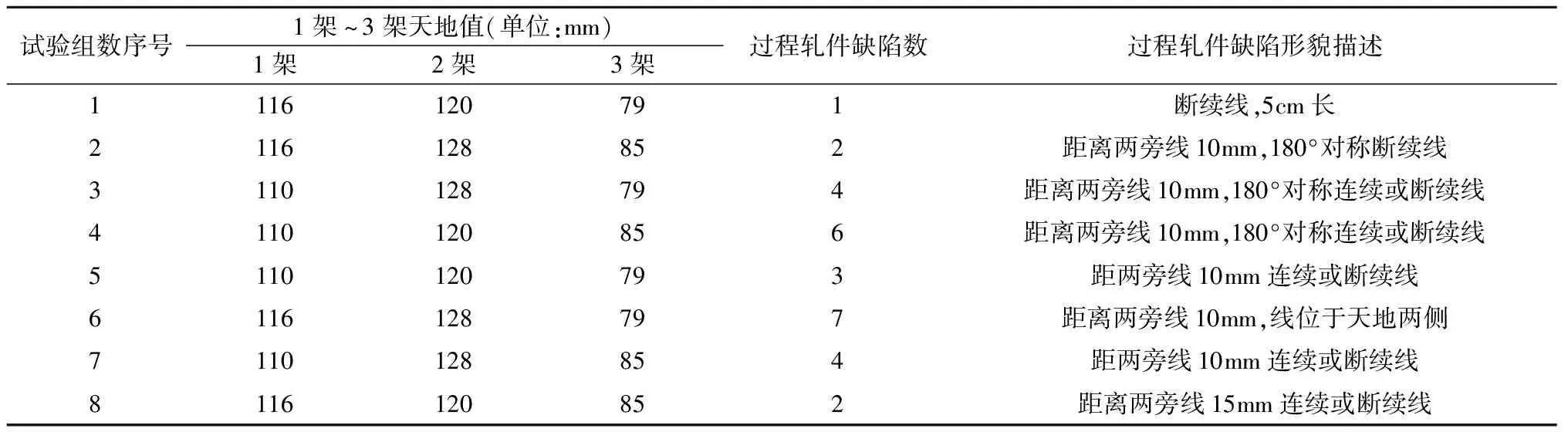
表2 工艺调整试验参数和过程轧件表面质量

表3 缺陷分布及形貌特征类型
对取样进行酸洗和检查,发现该类缺陷在轧件表面上肉眼可见。对试验组缺陷较严重的取样做金相分析,形貌大多是底部呈钝角状,张口较大,底部未见氧化铁物质,图1是典型的连续线及断续线缺陷及其微观形貌。连续线缺陷深度0.07mm-0.09mm,断续线缺陷深度0.04mm-0.06mm,连续线缺陷深度较深些。
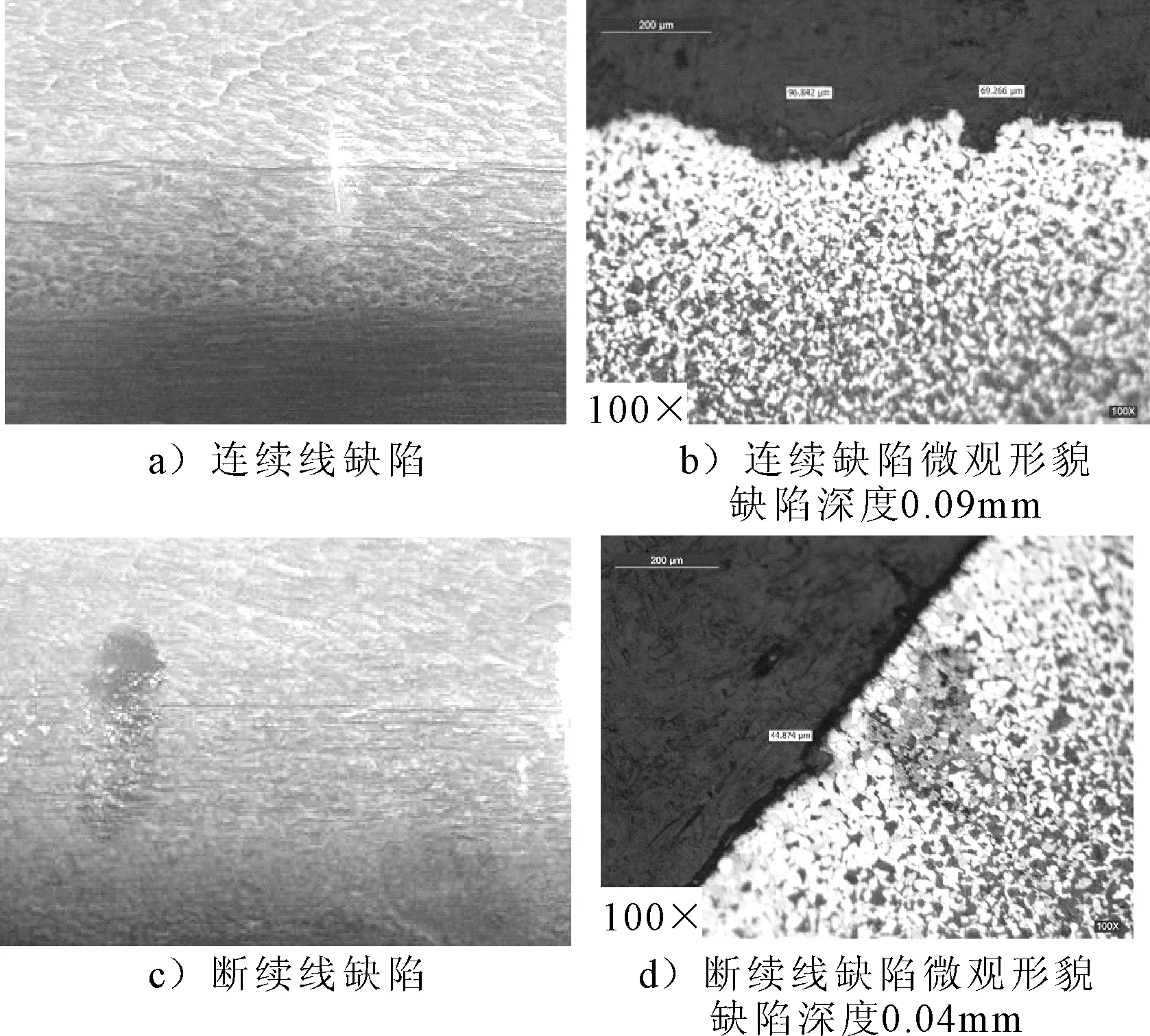
图1 典型缺陷及金相分析
3 分析和讨论
从缺陷产生的分布规律来看,缺陷主要产生在距离两旁线约8mm~10mm位置,且会呈180°对称分布,产生位置与钢坯的角部在轧制变形后位置有一定的对应关系。1架放料,轧件样表面质量要相对好些。相反,1架收料的情况,轧件样质量相对差些。同时,通过对取样纵断面分析发现,显示轧件样断面也有点偏斜(详见图2),一个对角较凸,一个对角较圆滑,而180°分布的两条缺陷也是在两个对角是凸的位置,判断角部变形剧烈,从而带来缺陷。

图2 过程轧件纵断面图
一方面,从1架出来的轧件断面来看,1架天地尺寸控制为116mm,两旁尺寸为150mm,而天地尺寸控制为110mm,两旁尺寸为157mm。天地尺寸变小6mm,两旁相应会变大7mm,如图3所示。由于2架轧槽孔型是箱型孔,当1架出来轧件宽度较宽且大于孔型槽底宽度时,轧件角部在2架轧槽内变形程度也相应会更加剧烈,加剧了坯料角部不均匀变形的程度,后续轧制会对过程轧件表面质量产生影响[1]。同时,通过计算进2架的轧件宽高比,天地尺寸为116mm的宽高比要较110mm大,整个断面偏“正方”,而110mm断面尺寸轧件偏“矩形”。偏“正方”的轧件,在2架与3架相同的压下量,角部变形也要偏均匀[2],角部变形要相比偏“矩形”断面变形也会小。所以,1架断面收小后,轧件两旁变大后,轧件在后道次轧制过程中,角部变形会剧烈且不均匀,轧件表面质量情况趋势会不好。
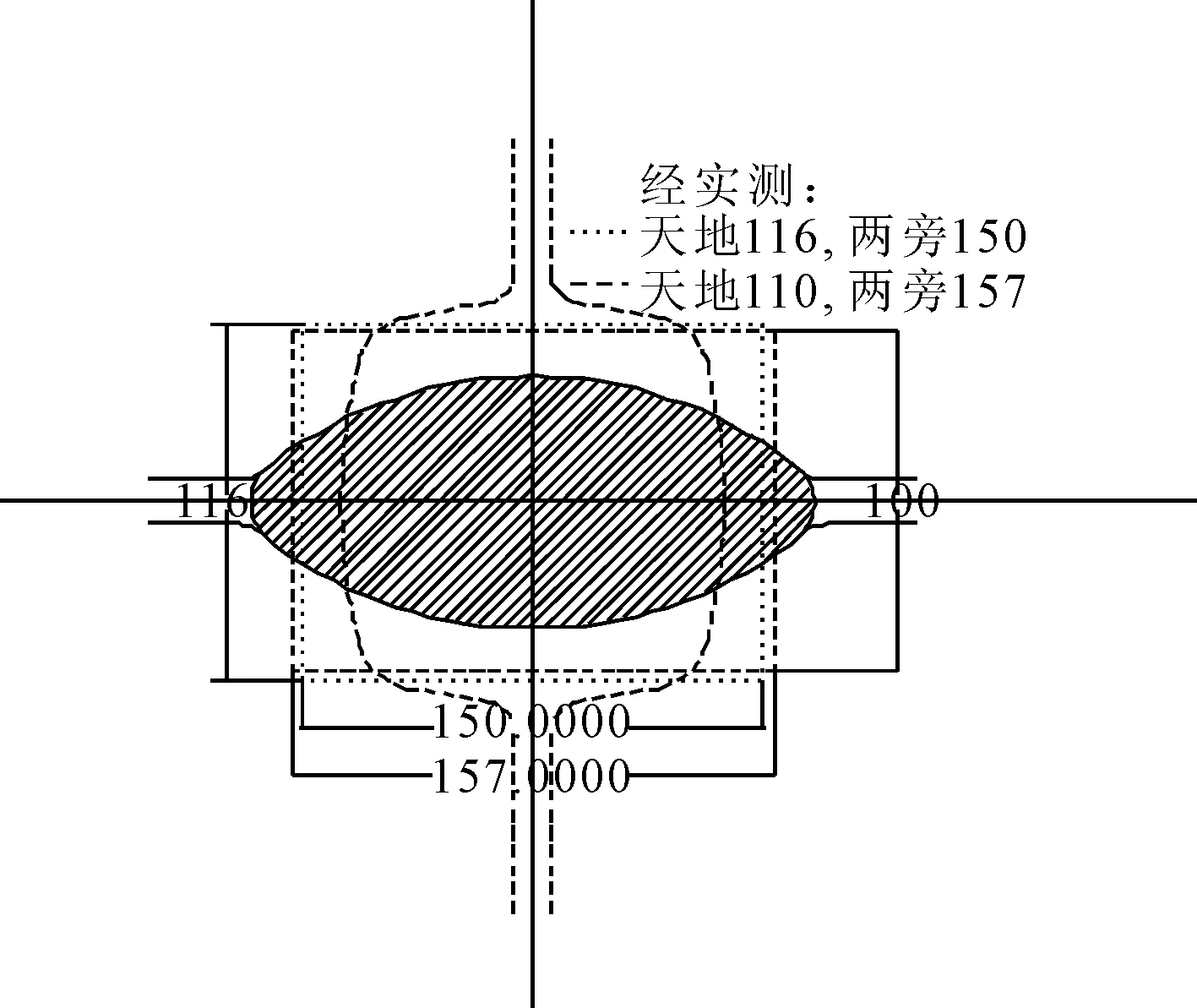
图3 不同天地尺寸和两旁尺寸
另一方面,2架进口滚动导卫开口度会变大后,如不及时调整,后续会造成轧件在孔型中轧制出现如图4中倒钢现象[3],轧件会出现一对对角圆滑(A角),一对对角尖锐(B角)的现象,后续轧制也会出现角部变形不均匀的情况。
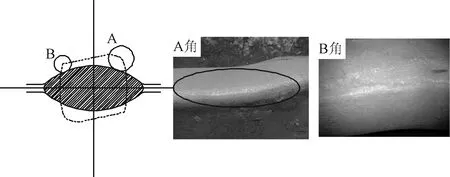
图4 轧件倒钢现象
4 控制措施
(1)在粗轧机轧钢过程中,根据钢种情况,要合理匹配粗轧机断面尺寸控制。对于控制钢坯轧制角部变形对过程轧件质量造成的影响,可通过1架适当放料,减小轧件咬入2架的轧件宽度,减缓钢坯角部在轧槽内的变形程度。
(2)为了控制轧制过程的均匀变形,2架轧槽孔型侧壁的磨损也要控制,2架轧槽磨损偏大,会在孔型侧壁磨损出现台阶,造成轧件在不均匀磨损的孔型中轧制。
(3)钢坯在加热炉中进行烧钢过程中,表面会生成较厚的氧化铁皮,氧化铁皮未有效清除,在轧制过程中对角部变形也会产生影响,提升加热炉出炉口除鳞机的除鳞压力,确保钢坯氧化铁皮能够清除。
(4)对于控制轧机的过钢状态也非常重要,为了控制好2架轧钢状态,避免出现异常倒钢的情况,重点是要控制好2架进口导卫的开口度,与来料断面尺寸进行匹配,确保导卫对轧件的扶持效果。
(5)在轧钢过程质量控制中,要求对SCM435大类钢种,对过程中间样进行取样,对表面质量进行检查和判断,如发现存在对应坯料角部位置的线缺陷,可通过上述方式进行调整控制。
5 改进效果
经过对线材SCM435钢种轧制工艺的分析和研究,得出应重点控制粗轧机轧件断面尺寸、轧槽孔型的磨损、钢坯表面氧化铁皮清除和2架进口导卫的开口度,不仅控制轧件在孔型中角部变形程度,而且确保轧件在孔型轧制中扶持效果好。实践证明,在实施上述措施后,线材SCM435钢种的质量趋于稳定且明显提升,轧线停机调整时间也减少很多,成材率由97.10%提高至97.65%。
6 结论
(1)SCM435钢种较硬,轧制变形抗力和宽展较大,该钢种对轧件断面尺寸的控制有一定的要求,角部变形的剧烈程度会对后续轧件表面质量造成影响。
(2)在轧制变形过程中,粗轧机1架适当放料,对缓解轧制过程中角部变形有利。同时,对于影响角部变形的因素,轧槽表面质量、钢坯表面氧化铁皮生成和除鳞压力等,也要进行关注和控制。
(3)轧件倒钢会造成轧件变形的不均匀,在轧钢过程中,也要根据来料合理匹配滚动导卫的开口度,进而控制轧件倒钢状态。
