长距离管状带式输送机控制系统设计与实现
2021-04-29王旭光宁康杰刘春春
王旭光,宁康杰,刘 锦,刘春春
(西安航天自动化股份有限公司,陕西 西安 710065)
0 引言
管状带式输送机是日本JPC 公司于1964 年最先提出理念,并经过该公司十几年的试验研究,才得以成功制造。 我国于20 世纪90 年代引进了管状带式输送机的设计和制造技术, 并开展了设计和制造工作。管状带式输送机具有输送物料量大、大倾斜角度输送、可作空间曲线布置、节能环保无污染、资源消耗少等多方面的特点, 较普通带式输送机有明显优势,对我国电力、化工、煤炭等行业的发展具有十分重要的意义[1]。
格尔木藏格钾肥厂位于青海省格尔木市以北70 km 的察尔汗盐湖上, 其开采的原料常年以车辆运输的方式在各车间之间转运,耗费了大量的人力、物力和财力,同时对周边的环境也造成了一定的影响。 笔者以藏格钾肥厂新建40 万t/年氯化钾车间为契机,配套设计了一套管状带式输送机控制系统(以下简称管带机),作为为其服务的生产输送系统[2]。
1 系统设计说明
该管带机总长15 km 多, 有BC1和BC22 条皮带。 其中,BC1长9 841 m,BC2长5 414 m。 BC1尾部上料,经转运站(BC1头部、BC2尾部)转运至BC2,由BC2头部卸料。
1.1 系统基本参数
该管带机的基本参数如表1 所示。

表1 系统基本参数Tab.1 Basic parameters of system
1.2 系统驱动方式
根据系统基本参数,对系统驱动方式进行设计及设备选型。 管带机采用头尾两端驱动的方式,电机采用变频器输出驱动。 充分考虑电机功率、重载启动要求以及高海拔设备降容因素,BC1选用功率为560 kW的变频器,BC2选用功率为400 kW 的变频器,且采用一拖一的运行方式[3]。 系统驱动方式如图1 所示。
2 控制系统设计
按照经济实用、安全可靠、技术先进等原则来进行网络配置。系统采用分层分布式网络结构,整个系统分成中央控制级(CCL)、现地主站控制单元和现地从站控制单元3 级[4-5]。 中央控制级(CCL)位于集控室,对上层DCS 控制系统开放控制接口,是系统的控制中心,能控制、监视、远程操作所有的现地控制单元设备的运行,通过以太网光纤网络接口与现地控制级设备通讯。 4 个现地控制单元分别位于BC2机尾转运站电气室、BC2头部电气室、BC2机尾电气室、BC2机头转运站电气室,是整条输送线的控制中心,控制主站通过以太网光纤网络与中央控制级进行通讯连接,主站与从站通过Profibus-DP 进行通讯连接。
2.1 控制系统硬件设计
2.1.1 控制站配置
根据管带机的相关技术参数, 结合生产实际需要,在每条皮带的机头、机尾设置PLC 控制柜,分别对2 条皮带进行监视控制。 输送系统沿线建设3 个转运站,BC2配置1 个主站和1 个从站,BC1配置1个主站和3 个从站,共设计6 个PLC 控制站(CP0~CP5)。
控制站CP3和CP5安装在BC1机尾转运站电气室,主要控制对象为BC1尾部2 台电机驱动、供电设备、保护设备;控制站CP2、CP4安装在BC1机头转运站电气室,主要控制对象为BC1机头3 台电机驱动、供电设备和保护设备; 控制站CP1安装在BC2机尾转运站电气室, 主要控制对象为BC2尾部1 台电机驱动装置、供电设备、保护设备;控制站CP0安装在BC2机头转运站电气室,主要控制对象为BC2机头2台电机驱动装置、供电设备、保护设备。
PLC 控制系统配置2 个冗余主站 (BC1主站和BC2主站),2 个从站(BC1从站和BC2从站)。 BC1主站设置于BC1尾部,CPU S7-400;BC2主站设置于BC2尾部,CPU S7-400;BC1从站设置于BC1头部,ET200M。 BC2从站设置于BC2头部,ET200M。
管带机BC1/BC2主站采用412-5H 的冗余控制核心, 互为热备。 其余站点将信号传送至默认主站(BC1主站)进行处理。BC1主站具备对2 条皮带进行完全控制的能力。当BC1主站不具备完全控制条件时,BC2主站可单独完成两条皮带的完全控制, 控制切换方式由控制系统无扰自动切换。系统网络拓扑图如图2 所示。

图2 系统网络拓扑图Fig.2 Network topology of system
2.1.2 保护系统
管带机保护系统装置采用Dupline 总线技术,包括:拉绳开关、溜槽堵塞检测器、纵向撕裂检测器、皮带速度检测器等,它们承担着管带机整个系统的现场信号采集和检测任务,其采集和检测信号的正确性和灵敏度直接影响着监控系统的自动化水平[6]。
(1)系统选用Dupline 总线主控模块(网关),适用于Profibus-DP 通讯协议。 该模块为导轨式安装,体积较小,可安装在PLC 柜内,方便与PLC 通讯。
(2)每个总线型拉绳开关配有一个接线防护盒,总线型拉绳开关与普通型拉绳开关配套使用。 从皮带沿线每个拉绳开关取出一组常闭量, 接入防护盒的开关量1、开关量2。 一个总线型拉绳开关接入6个为一组的普通型拉绳开关。
(3) 总线型速度检测器、 总线型纵向撕裂检测器、总线型堵塞检测器内置有单地址模块。
(4) 整个Dupline 总线系统由一条屏蔽双绞线将所有的现场总线开关的接线防护盒串接起来,在每个总线系统的末端加装线尾器。
2.2 控制系统软件设计
2.2.1 控制方式
系统控制方式有如下4 种:
(1)DCS 系统远程集中自动运行 (DCS 远程方式)。 由DCS 控制系统发出指令给主控系统PLC(现地控制柜处在远方方式),自动按顺序起动、运行、停车,完成全过程的控制和监测。
(2)集控室远程集中自动运行(采用远程联动方式)。 由集控室发出指令给主控系统PLC(现地控制柜处在远方方式),自动按顺序起动、运行、停车,完成全过程的控制和监测。
(3)集控室远程集中手动运行(远程单机方式)。由集控室发出指令给主控系统PLC (现地控制柜处在远方方式),对单台管带机进行起动、停车。
(4)单机手动运行(现地手动方式)。 人工控制PLC 主站(现地控制柜处在现地方式),用于检修、试车等非正常工况,调试、试车完毕后,关闭该模式。
2.2.2 控制流程
系统控制流程一般要求如下:(1)在设备启车时,首先自动发出启动预警,然后张紧皮带。 张紧均衡返回OK 信号后,通过变频器实现软起动(要求按0.1~0.3 m/s2加速度控制软起动), 并且同时监测各信号(急停闭锁、堆料、胀管、打滑、纵向撕裂、二级跑偏、张紧等)是否正常。若其中任一信号出现故障,均应能实现紧急停车。 (2)正常停车时,自动停皮带前的料流(顺料流停车),延时一段时间,待胶带上的料拉完后,控制变频器实现软停车(要求按0.1~0.3m/s2减速度控制软停车),待皮带速度降至0.5 m/s 时(通过设定,可调),控制停车。(3)在管带机运行过程中,如出现紧急故障信号,如急停闭锁、堆料、胀管、二级跑偏、纵撕、张紧故障等,关闭主电机,实现紧急停车。(4)系统的主要功能是设备的启动、停车顺序控制,以及当系统在运行中出现故障时,进行故障设备的联锁安全控制,具有故障报警、处理、记录等功能。
单机启车流程如图3 所示, 单机停车流程如图4 所示,联动启车流程如图5 所示,联动停车流程如图6 所示。
2.2.3 计算机监控系统
计算机监控系统是管带机控制系统的主控级,是管带机系统的指挥管理中心和监测中心,负责整个管带机控制系统的实时监视、流程控制、单机调试等。它能迅速、准确、有效地完成对被控对象的实时安全监视、实时流程控制和单机调试控制,实现数据采集和处理、管带机控制系统实时动态运行屏幕显示、事件顺序记录、事故处理与记录、历史数据记录、系统设备运行维护管理、软件开发及培训等功能。
计算机监控系统的工作站主控层采用100M 光纤冗余以太网结构, 保证了管带机控制系统主控级监控系统具有高可靠性、 良好实时性和强抗干扰能力,能够适应管带机的现场环境。
计算机监控系统的监控画面通过德国西门子组态软件WinCC 二次开发设计完成,设计画面主要有监控主画面、配电系统、事件查询、数据查询、实时曲线、系统点表等。操作人员可通过监控画面的动画以及实时数据对管带机的运转情况进行全局监控。
监控系统主画面包括对控制系统中主要设备的监控,有驱动电机工作情况、电机冷却和风机运行情况、张紧装置工作情况、各条皮带控制方式、拉绳信息、跑偏信息、溜槽堵塞信息、皮带料流信息以及启动流程动态信息、系统备妥信息、实时报警信息、从站通讯状况、上位工作方式、各条皮带运行速度、前级40 万t 车间转运站皮带运行及闭锁等显示信息,以及各条皮带急停操作控制、 管带机上位控制方式选择、系统作业控制等控制功能,具体如图7 所示。操作人员可以对管带机的运行进行动态实时监视,也可通过点击不同菜单按钮对其他监控画面进行切换、查看及使用操作。

图3 单机启车流程图Fig.3 Single star-tup process

图4 单机停车流程图Fig.4 Single parking process
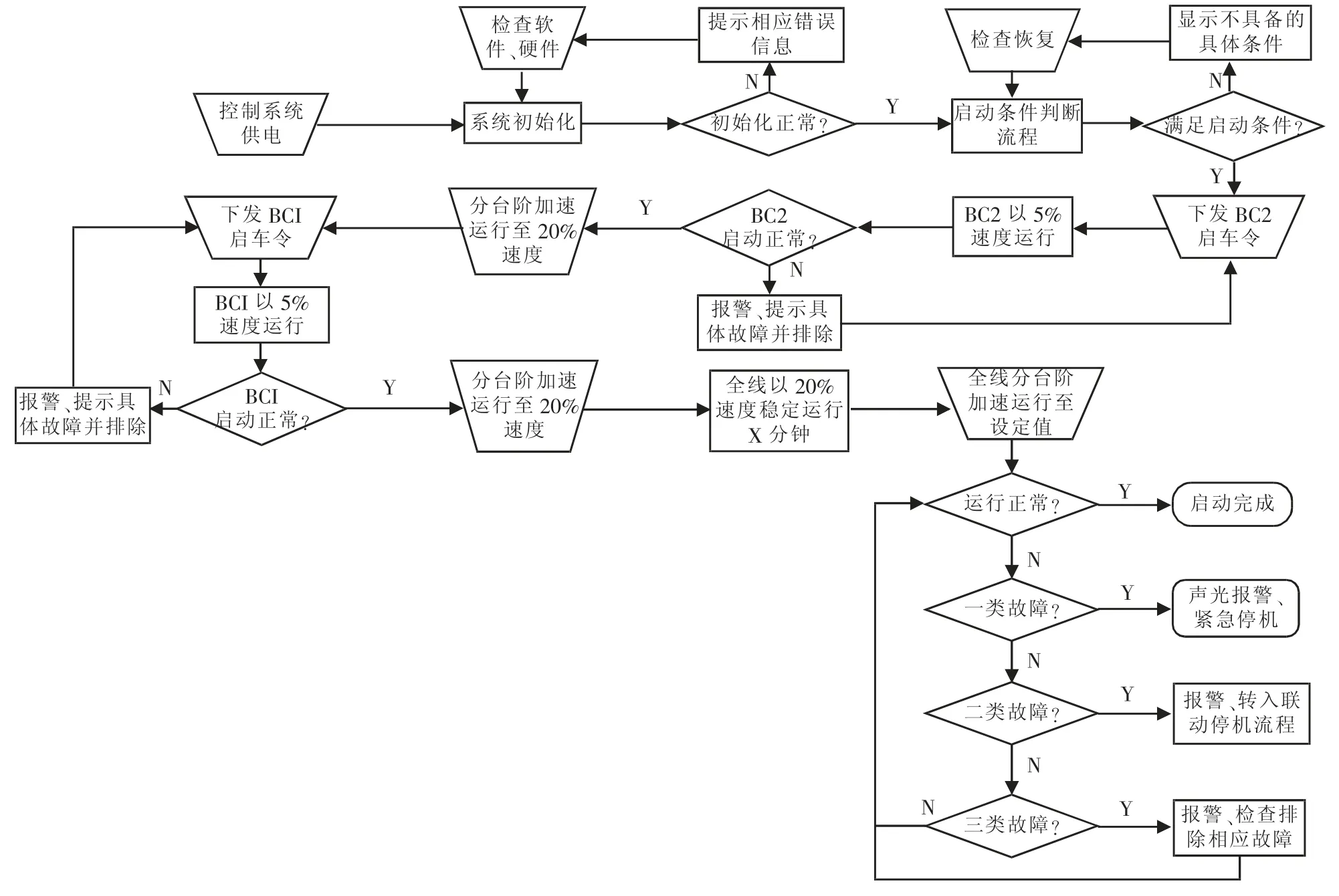
图5 联动启车流程图Fig.5 Linkage start-up process

图6 联动停车流程图Fig.6 Linkage parking process

图7 监控系统主画面Fig.7 Main screen of monitoring system
3 结语
为藏格钾肥厂新建40 万t/年的氯化钾车间配套设计的管状带式输送机控制系统已投入使用。 该系统完全替代了由车辆转运的过程, 降低了运输成本(仅为车辆运输的25%~50%),提高了生产效率,在给藏格钾肥厂带来可靠运输物料的同时, 也在很大程度上改善了厂区内的环境,节约了资源,带来了可观的经济效益。 该系统的应用在一定程度上也带动了地方经济的发展,为国家“西部大开发”战略实施作出了一份贡献。
